Г .
Изобретение относится к черной металлургии, конкретнее к электросталеплавильному производству.
Известен способ выплавки быстрорежущей стали, заключающийся в том, 5 что к металлу с температурой 1510154о С в процессе выпуска добавляют цирконий в количестве 0,09-0,11%, после чего производится выдержка металла в ковше в течение 5-8 мин 1 Ю
Недостаток известного способа заключается в том, что время, необходимое для равномерного распределения, в объеме металла, находяшегося в ковше, незначительного количества-при- J5 саженного циркония, весьма ограничено низкой температурой выпускаемого юталла, что не обеспечивает высокого качества выплавляемого металла.
Наиболее близок по технической «О сущности и Достигаемому результату к предлагаемому способ,включающий расплавление шихты,рафинирование метал, раскисление в печи алюминием, введение перед присадкой циркония азота 25 до получения его в металле в количестве 0,04-0,09% 2.
Недостатками известного способа являются нестабильный уровень качест,ва получаемого металла, низкие вы- 30
ход годного и стойкость режущего инструмента, изготовленного из стали, выплавленной таким способом.
цель изобретения - повышение качества металла и увеличение выхода годного.
Поставленная цель достигается тем, что легирование ниобием ;в количестве 0,05-0,30% производят до введения азота присадкой на чистое зеркало металла после скачивания шлака с последующей выдержкой в течение 5-10 мин до присадки шлакообразующих.
Цирконий имеет большое сродство к кислороду ( ) , поэтому его усвоение жидким металлом, а следовательно, повышение выхода годного и стойкости режущего инструмента нестабильны.
При присадке в быстрорежущую сталь ниобия его усвоение стабильно, так как он обладает низким сродством к кислороду ( ) . Кроме того, ниобий является сильным нитродообразующим элементом, поэтому при присадке в быстрорежущую сталь 0,050,30% ниобия и 0,04-0,09% азота образуется большое количество мелкодисперсных нитридови карбонитридов ниобия, которые служат.готовыми центрами кристаллизации. Вследствие этого при затвердевании быстрорежущей стали, выплавленной предлагаемым способом, получается более мелкое зерно и равномерное распределение карбидной фазы, что уменьшает степень дендритной ликвации, повышает технологическую пластичность стали и выход годного металла.
Кроме того, нитриды и карбонитри ды ниобия задерживают рост зерна аустенита при нагреве быстрорежущей стали под закалку и ее можно нагревать на 15-20°С выше, тем самым уве.личивая легированность твердого раствора, что повышает теплостойкость быстрорежущей стали и стойкость изготовленного из нее режущего инст-румента.
При присадке в металл менее 0,05% ниобия образуется незначител,ъное количество нитридов и карбонитридов, что не обеспечивает эффекта модифицирования . Увеличение количества присадки ниобия свыше 0,30% приводит к увеличению не количества дополнительных центров кристаллизации, а к увеличению их размеров. Качество металла при этом не улучшается.
Ниобий труднорастворим в стали и имеет высокую температуру плавления (2470С) , поэтому его необходимо присаживать на чистое зеркало металла с последующей выдержкой до присадки лшакообразующих в течение 5-10 мин Присадка ниобия на чистое зеркало металла позволяет избежать его ошлакование и значительно увеличивает скорость растворения.
Исследованиями установлено, что .время выдержки после присадки ниобия на чистое зеркало металла до присадки шлакообразующих должно быть в пределах 5-10 мин. В течение 5 мин навеска ниобия в количестве 0,05-0,30% успевает полностью погрузиться в металл, так как удельный вес ниобия (8,57 г/см) выше, чем у быстрорежущих сталей (8,2-8,3 г/см) .При снижении времени выдержки менее 5 мин часть ниобия не успевает погрузиться в расплав и ошлаковывается, что приводит к увеличению его потерь. Увеличение выдержки металла до присадки шлакообразующих свыше 10 мин приводит к увеличению газонасыщенности стали и, как следствие, к снижению ее качества.
П р и м е р. Быстрорежущую сталь 10Р6М5 выплавляют в 60 силограммовой индукционной печи Щосле расплавления шихты, рафинирования и раскисления металла алюминием (0,5 кг/т) скачивают шлак и на чистое зеркало металла присаживают фер 56ниобий на 0,03-0,40% ниобия (без; учета угара). После выдержки в течение 5-10 мин присаживают известь и плавиковый шпат раскисляют металл алюминием (0,3мг/т) и присаживают азотированный феррохром до получения в металле 0,040,09% азота. Сталь разливают на два 30-килограммовых слитка. Качество стали 10Р6М5, выплавленной по предлагаемому способу, сравнивают с качеством металла, выплавленного по известному способу. Из одного слитка изготавливают образцы для исследования пластичности металла методом горячего вручения, другой слиток куют на ф30 мм, из которого вьфезают резцы.
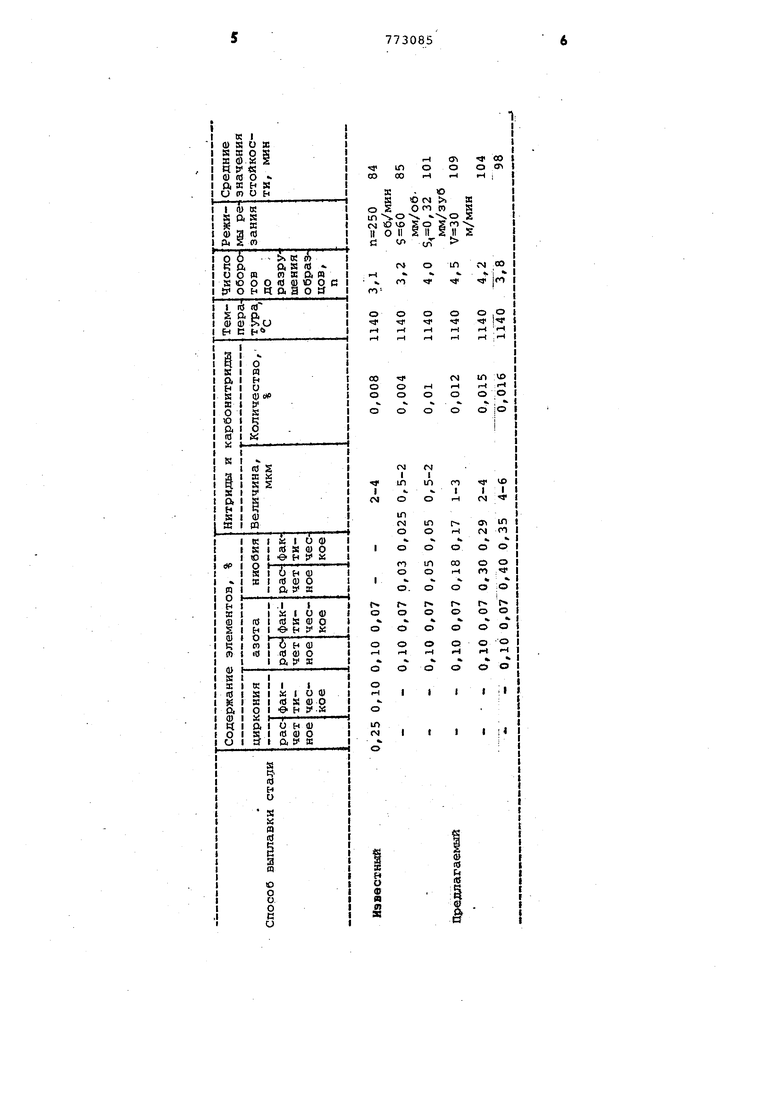
В таблице приведены результаты испытаний.
Как видно из таблицы, пластичность быстрорежущей стали 10Р6М5, выплавленной по предлагаемому способу при температуре горячей деформации, на 30-45%, а стойкость изготовленьых резцов на 20-30% выше аналогичных характеристик стали 10Р6М5, выплавленной по известному способу.
Производство быстрорежущей стали предлагаемым способом позволяет повысить качество выплавляемого металла, увеличить выход годного и улучшить служебные характеристики режущего инструмента.
« 00
ел о о о
in со
ж - о
S Ю (S ,ж
о О Р)Я
.-хОS
C-JlOVD So SfO
11 о II I It I 11S Й v oT
ГЧ 00
чл
о
i
k
« го 5f
о о
О
о
ч- 1-
ф
гЧ
1ЛVO
ч
N
гЧf-l
о
гН
оо о
о о
о о
сэ1о
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выплавки быстрорежущей стали | 1974 |
|
SU460300A2 |
| Способ выплавки азотосодержащейбыСТРОРЕжущЕй СТАли | 1979 |
|
SU810832A1 |
| Способ выплавки азотсодержащей быстрорежущей стали | 1982 |
|
SU1062280A1 |
| Способ получения синтетического шлака и попутного легирующего металла | 1982 |
|
SU1055775A1 |
| Быстрорежущая сталь | 1977 |
|
SU737493A1 |
| Способ выплавки трансформаторной стали | 1982 |
|
SU1052546A1 |
| АУСТЕНИТНАЯ ВЫСОКОПРОЧНАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ И СПОСОБ ЕЕ ВЫПЛАВКИ | 2011 |
|
RU2456365C1 |
| Способ раскисления и модифицирования нержавеющей стали | 1989 |
|
SU1675347A1 |
| Способ получения нержавеющей стали с ниобием | 1981 |
|
SU962323A1 |
| Способ производства стали | 1984 |
|
SU1318614A1 |
м I
«г «л
1Л
Г)
I I
I
N «а
1Л
г
Мго
о
гЦ
ъ
оо
о
оо
1Л
со
го
о
%
о;о
г о
г
оо
о
о о
о
о о о о
Q
о о
о о о о о
I ||
fl и ф л
Формула изобретения
Способ выплавки быстрорежущей стали, включающий расплавление шихты, рафинирование металла, раскисление в печи алюминием, введение азота до получения его в металле 0,04-0,09% и легирование, отличающийся тем, что, с целью повышения .качества металла и увеличения выхода годного, легирование ниобием в количестве
0,05-0,30% производят до введения азота после скачивания шлака с послдующей выдержкой в течение 5-10 мин до присадки шлакообразующих.
Источники информации, принятые во внимание при экспертизе
