о о
ND SD 00
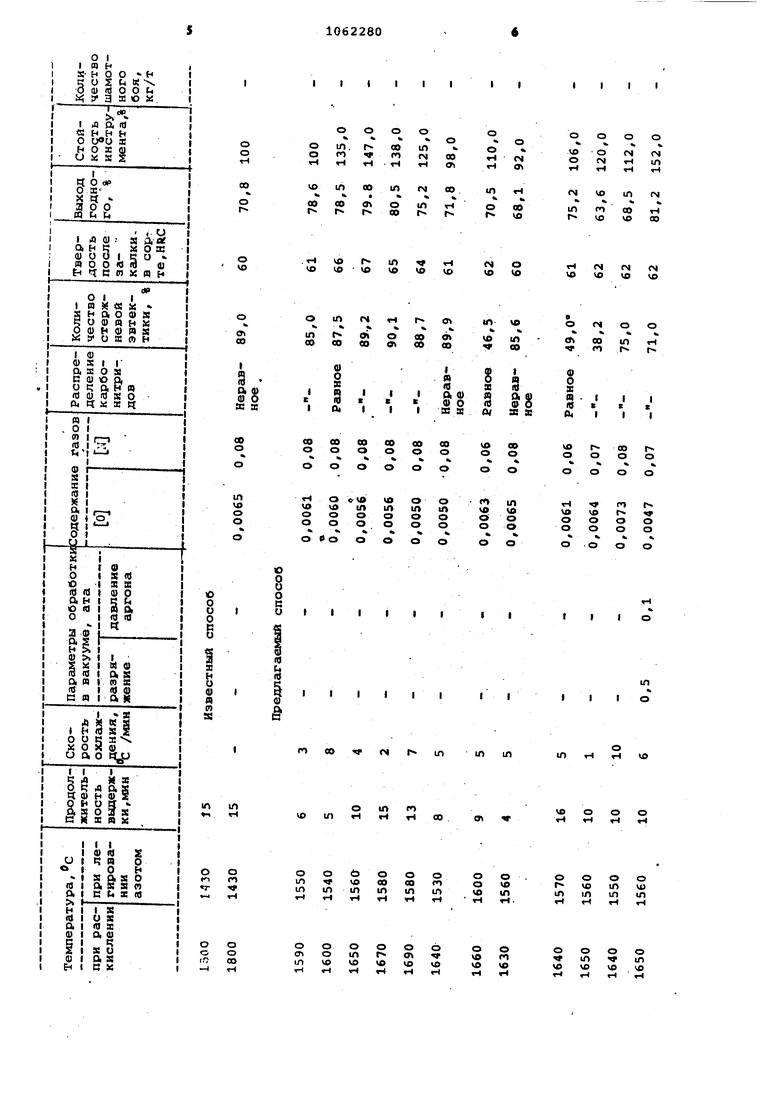
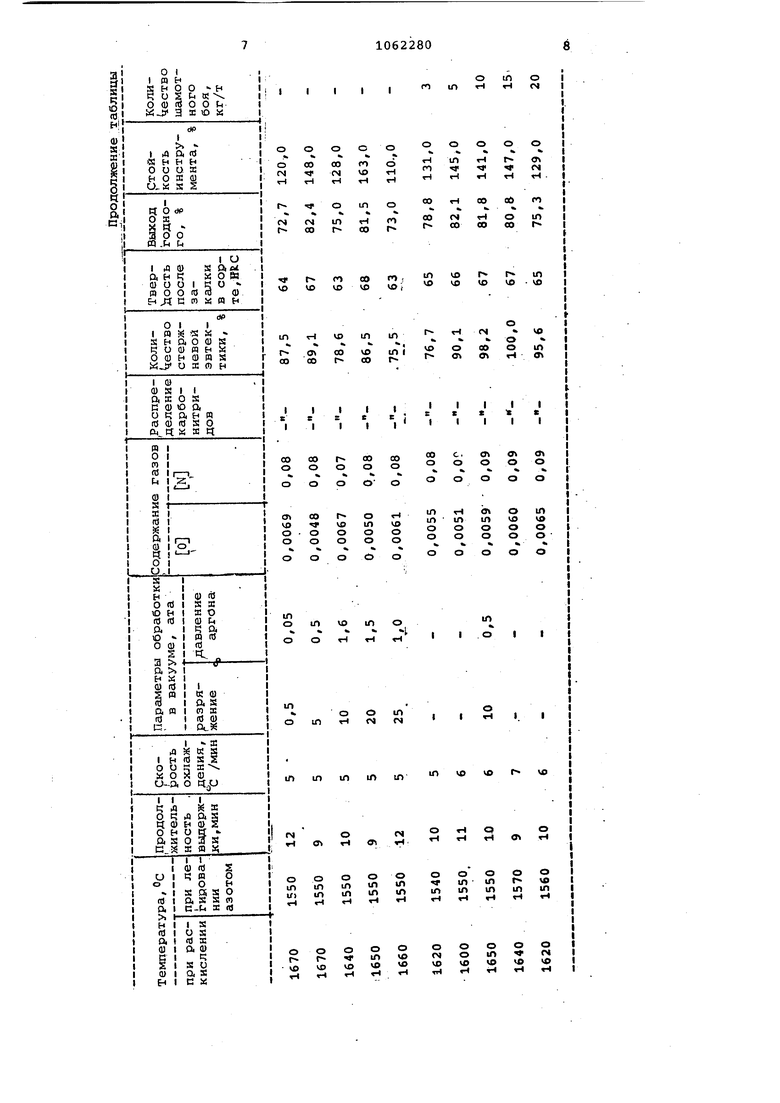
о Изобретение относится к металлургии и может быть использовано при производстве быстрорежущих и инструментальных стаЛей ледебуритного клас са, легированных азотом. Известны способы выплавки сталей и сплавов, включающие выпуск из печи перегретого металла и последующее ох лажденае его до.температуры разливки с использованием различных приемов ij . Однако при выплавке металла эзГим способом скорость охлаждения расплава до тег шературы разливки превышает 10°С/мин, что не обеспечивает улучшения структуры твердого металла при выплавке быстрорежущих сталей, при этом снижается технологическая пластичность в переделе и режущие свойст ва готового инструмента. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ выплавки азотсодержащей быстрорежущей стали, включающий расплавление, раскисление охла)эдение MeTajj:a, присадку азотсодержащих ферросплавов, вьщержку и вы пycI расплава в ковш. Азотсодержащие ферросплавы присаживают при температуре ниже , чем ограничивается выделение азота из металла 2j . Однако легирование азотом быстрорежущих сталей по известному способу не обеспечивает равномерного распределения карбонитридсЗв в . . структуре литого металла. Образование скоплений карбонитридов, особенно в межосных участках, приводит к ухудшению технологической пластичности S переделе и режущих свойств готового инструмента. Цель изобретения - улучшение структуры твердого металла и повыше ние технологической пластичности в переделе. Поставленная цель достигается тем, что согласно способу выплавки азотсодержащей быстрорежущей стали, включающему расплавление, раскисление, охлаждение металла, присадку азотсодержащих ферросплавов, выдерж ку и выпуск расплава в ковш, металл раскисляют при 1600-1670 С с последующим снижением температуры до 1540-1580 С путем присадки карбидообразующих элементов, выдерживают . расплав в печи в течение 5-15 мин, а охлаждают в ковше со скоростью 2-8 с/мин.до температуры разливки после достижения разрежения в камере в пределах 0,5-20,0 мм рт.ст. путем продувки металла нейтральным Газом под давлением 0,1-1,5 ата через днище ковша. Кроме того, одновременно или после азотсодержащих ферросплавов в печь присаживают шамотный бой в количестве 5-15 кг/т. Раскисление металла при 16001670°С изменяет характер взаимодействия между углеродом и карбидообразующими: элементами и обеспечивает быстрое протекание и завершение процесса разупорядочения карбидоподобных комплексов. Диссоциация карбидоподобных комплексов повышает однородность расплава перед присадкой азотсодержащих ферросплавов, а также повышает активность карбидоподобных элементов в расплаве, что приводит к повышению степени усвоения азота из азотсодержащих ферросплавов и улучшению структуры твердого металла. Раскисление металла при температуре ниже 1600°С снижает скорость процесса разупорядочения, не обеспечивается полное его протекание. Это ухудшает структуру литого и деформированного металла. Раскисление при температуре выше не вызывается практической необходимостью, однако снижается стойкость футеровки печи и затрудняется дальнейшее . ведение плавки. Это снижает качество готовогв металла. Последующее снижение температуры металла до 1540-1580 с путем присадки карбидообразующих элементов быстро снижает температуру на и обеспечивает однородное распределение присаживаемых карбидообразующих элементов в расплаве перед присадкой азотсодержащих ферросплавов. Присадка азотсодержаищх ферросплавов при 1540-1580°С создает условия для высокого усвоения азота металлом и однородного распределения азота в объеме расплава, что улучшает структуру твердого металла, повышает технологическую пластичность в переделе и режущие свойства готового инструмента. Присадка азотсодержащих ферросплавов при температуре выше 1580°С не дает повышения однородности расплава,однако снижает усвоение азота из ферросплавов . Это ухудшает технологическую пластичность в переделе и режущие свойства инструмента. Присадка азотсодержащих ферросплавов при температуре ниже приводит к появлению в структуре твердого металла скоплений карбонитридов, ухудшению пластичности в переделе и снижению режущих свойств инструмента. Образование карбидоподобных комплексов, повышающих микронеоднородность расплава, обусловлено усилением связей Ме-С при температуре ниже . Выдержка в печи в течение 5-15 мин после присадки азотсодержащих ферросплавов и выпуск в ковш при этой температуре позволяет реализовать благоприятные условия, создаваемые при присадке азотсодержащих материалов при 1540-1580°С и улучшить струк туру твердого металла. Выдержка расплава менее 5 мин не обеспечивает полного расплавления азотсодержащих ферросплавов и равномерного распределения азота в структуре металла. Выдержка расплава боле 15 мин не вызывается практической не обходимостью, однако приводит к уда лению азота из расплава, снижению |пластичности и режуцих свойств инстjpyMeHTa. Выпуск расплава из печи в ковш пр 1540-1580°С реализует имеющиеся условия для однородного распределения азота в расплаве за счет интенсивного перемешивания. Охлаждение металла со скоростью 2-8°С/мин до температуры разливки позволяет сохранить однородное распределение азота в расплаве, несмот ря на усиление связей Ме-С в указан ном интервале температур, Уменьшение скорости охлаждения менее 2°С/мин приводит к образованию скоплений карбонитридов в структуре твердого металла, снижению пластичности в переделе и режущих свойств готового инструмента. Повышение ско рости охлаждения более 8°С/мин вызывает повышение материальных затрат, особенно при увеличении садки металла, а также приводит к ухудшению структуры твердого металла. Охлаждение расплава до температу ры разливки в вакууме с одновременной продувкой нейтральным газом под давлением 0,1-1,5 ата после достижения разрежения в камере в предела 0,5-20,0 мм рт.ст. позволяет обеспе чить указанную скорость охлаждения, ;улучшить качество структуры твердог металла за счет рафинирования и интенсивного перемешивания расплава в процессе охлаждения, повысить пластичность металла в переделе и режущие свойства инструмента. Снижение давления нейтрального газа менее 0,1 ата резко снижает интенсивность перемешивания расплав и не обеспечивает скорость охлаждения расплава в указанных пределах, при этом ухудшается структура твердого металла.. Повышение давления нейтрального газа более 1,5 ата так |же снижает интенсивность перемешива ния и ,при этом возможны выбросы металла и шлака из ковша. Подача нейтрального газа в металл после достижения разрежения в камере в указанных пределах обеспечивает стабильные условия регулирования процесса продувки, исключающие выброс металла или шлака из ковша и создание аварийной сетуации. Стабильные условия регулирования процесса охлаждения обеспечивает улучшение структуры твердого металла, технологической пластичности в переделе и режущих свойств инструмента. Повышение разрежения в камере более 0,5 r.tM рт.ст не достигается на имеющемся оборудовании. Снижение разрежения менее 20 мм рт.ст. ухудшает условия перемешивания расплава и регулирования продувки, снижает качество структуры твердого металла. Одновременная или последующая после азотсодержащих ферросплавов присадка шамотного боя в количестве 5-15 кг/т снижает основность шлака и растворимость в нем азота. Это приводит к увеличению содержания азота в жидком и твердом металле. Присадка шамотного боя в количестве менее 5 кг/т не предотвращает частичного удаления азота после присадки азотсодержащих ферросплавов. Присадка шамотного боя в количестве более 15 кг/т не влияет на удаление азота из расплава,, однако дальнейшее снижение основности шлака ухудшает его десульфурирующую способность и качество металла. Пример. Способ осуществлен при производстве стали Р6АМ5 в открытой дуговой 30-тонной электропечи. Шихтовка,завалка, плавление и расплавление опытных плавок проводили по известному способу. Температура раскисления, температура присгшки азотсодержащих ферросплавов, количество шамотного боя, продолжительность вы- держки после присадки азотсодержащих ферросплавов, скорость охлаждения расплава до температуры разливки и параметры обработки расплава в вакууме варьировались в широких пределах. После охлаждения расплава до температуры разливки металл разливали сифонныг 5 способом в слитки весом 1060 кг. Структуру литого металла .. изучали на металле центровой штанги диаметром 90 мм. Оценивали качество микроструктуры, морфологию роста эв.тектической составляющей по видам, распределение карбонитридов и размер карбидного зерна. Технологическую пластичность в переделе оценивали по результатам испытаний на кручение .и по выходу годного на стане 850. Режущие свойства готового инструмента оценивали в результате проведенных стойкостных испытаний. Результаты испытаний приведены в таблице.
о о
in. го
tn 00
00
р
о
о
%
о
о «м
ло о
{N
сч
00 У|
N А
1Л
оо.
CNI
«л
(N
VO
1Л
(N
ъ
(Л
00 УО
in г
о г
и
п VO
00
г
00
VO
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выплавки азотосодержащейбыСТРОРЕжущЕй СТАли | 1979 |
|
SU810832A1 |
| Способ выплавки быстрорежущей стали | 1979 |
|
SU773085A1 |
| Способ раскисления и модифицирования нержавеющей стали | 1983 |
|
SU1089143A1 |
| Способ производства стали и сплавов | 1979 |
|
SU872570A1 |
| Способ выплавки быстрорежущих сталей | 1976 |
|
SU655725A1 |
| Способ производства азотсодержащей штамповой стали | 1985 |
|
SU1261964A1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ СОРТОВОГО ПРОКАТА СО СФЕРОИДИЗОВАННОЙ СТРУКТУРОЙ ИЗ БОРСОДЕРЖАЩЕЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2238334C1 |
| Способ выплавки стали и сплавов | 1979 |
|
SU773084A1 |
| АУСТЕНИТНАЯ ВЫСОКОПРОЧНАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ И СПОСОБ ЕЕ ВЫПЛАВКИ | 2011 |
|
RU2456365C1 |
| СПОСОБ ПРОИЗВОДСТВА РЕЛЬСОВОЙ СТАЛИ | 2009 |
|
RU2434060C2 |
1. СПОСОБ ВЫПЛАВКИ АЗОТСОДЕРЖАЩЕЙ БЫСТРОРЕ35СУТЦЕЙ СТАЛИ, включающий расплавление, раскисление, охлаяление металла, присадкуазотсодержащих ферросплавов, вьздержку и- выпуск расплава в ковш, от л и ч а к) щ и йс я тем, что, с целью улучшения структуры твердого металла и повышения технологической пластичности в переделе, металл раскисляют при 1600-1670°С с последующим снижением температуры до 1540-1580°С путем присадки карбидообразукицих элементов, выдерживают расплав в печи 5-15 мин, а охлаждают в ковше со скоростью 2-8° С/мин до температуры разливки после достижения разрежени н в камере в лределах 0/5-20,0 ГФ. рт.ст. путем продувки метсшла нейтральные газсил под давлением 0,1-1,5 ата через днище ковша. . 2. Способ по П.1, отличающ и и с я тем, что одновременно или (Л после азотсодержаишх ферросплгшов в печь присажиьают шамотный бой в количестве 5-15 кг/т.
VO Г VO VO
ч
л гч
г 00
in со
и о
00
о о
о
г4ос «оV0оо
и VOшш1Лm
оооооо
оооооо
I I I
шл
VO
о
ЧГ
in
0ооооо
01ошг (Л
1ЛVOЮVOЮVO
-1«-(гЧfti-tгЧ
N VO
о
(N VO
гч
|
ш
VO
VO
VO
VO
m to
о
о
м
Ok
в
ю
ш 00
00 го
г-1
in г
оо
Ч
t
Iф
Ао
ая
&§S
а: а:Of
00
VO
VO
00
г о
оо о
г о
о
о
о
о
U1
(П
VO
veVOг
о
ооо
о
о
ооо
о
1110
in
«
I о
III
in г4 и VO
VO о о о
00
а
о
о о
о ю ш
о ш in
оо
о о
о
VO
оо
00 fO in
in in
inin
in
VO
T-l«Н
о
о
о
о ш
о
fO
ш
ч
VO
о
VO
kO
г-1
I
00 CO ГО
ТГ VD
тЧ гЧ тН
C4
in
r CO
t
)
vo
vo
u
1Л
Г со
со г
о
со
00
г
о
о
ст 00г о«-I
VO ФVO1ЛVO
о оооо
ооооо
VO
in о гН
о о
г4 01
in
in in
in
OJ
91
оооо
(Лinшш
U)ШШin
о
о t
VO
tn
о ts
1Л
о
о
тН
in
Ч
«N
4 гН
тН
СО аи
ОО
гЧ
01
о 00
ш г
00
со
г
г v
vo
in vo
ю
VO
VO
vo
tN
VO
о о
00
о о%
п а
VO
I
г№
а
о
о
с. о о о о
ШтНО оin
in ininvovo
ооооо
ооооо
ш
,н
. о
о I
VO VO
in
in ш
3 S :
0«
о о
о ш ш
о ш г- о
ш tn in
о
о о
о ш
о о
01 VO
о
VO
VO
VO
9 106228010
Исследование качества металла по-пластичности , особенно винкаэало, что предлагаемый способ обес-тервале температур 1180-1200 С, повыпечивает значительное улучшение мик-шеиие стойкости готового инструмента,
роструктуры, измельчение и однородноеЭкономический эффект от примене-;
распределение карбонитридов, получе-,ния изобретения за счет снижения брание благоприятной морфологии эвтекти-5 ка при переделе и повьаиения стойкосческой (юставляюдей, измельчение раз-ти режущего инструмента составит
мера карбидного зерна, повышение40 руб/т«
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ внепечной обработки прецизионных железоникелевых и железоникельхромокремнистых сплавов | 1974 |
|
SU539961A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Брродулин Г.М | |||
| и др | |||
| Нержавеющая сталь | |||
| - М., Металлургия, 1973, с | |||
| Переносная мусоросжигательная печь-снеготаялка | 1920 |
|
SU183A1 |
