Заявляемое техническое решение относится к области высокочастотной электротехники, а именно к нагреву различных металлосодержащих заготовок для производства изделий сложной геометрической формы (медицинских скальпелей, зажимов, трепанов и т.д). При этом в качестве материала, из которого изготовляются изделия, может быть нержавеющая сталь, титановые сплавы и сложные композитные материалы.
Известны устройства нагрева различных изделий.
1) Патент: RU № 106480 U1. Индуктор для нагрева мерных заготовок. Опубликовано: 10.07.2011 Бюл. № 19. Особенностью данного устройства является индукционная катушка, выполненная из полой медной трубки прямоугольного сечения, намотанной в два слоя, причем верхний слой индукционной катушки имеет по меньшей мере два разрыва поля намотки, расположенных симметрично от центра индуктора.
2) Патент: RU № 71049 U. Индуктор для закалки цилиндрических поверхностей переменного профиля с галателью. Опубликовано: 20.02.2008 Бюл. №5. Полезная модель относится к области термообработки методом индукционного нагрева токами высокой частоты, в частности к индукторам для нагрева и закалки цилиндрических деталей с галтелью.
Недостатком известных устройств нагрева является невозможность обеспечения равномерности температуры нагрева по длине изделия, что при определенных условиях не позволяет добиться точности формирования в нагрузке необходимого температурного поля или равномерного нагрева изделий геометрически сложной формы.
Наиболее близким техническим решением, выбранным в качестве прототипа, является устройство индукционного нагрева (конусный индуктор) определенного переменного диаметра с заданным числом витков: А.Е. Слухоцкий, С.Е. Рыскин. Индукторы для индукционного нагрева - Энергия, Л: 1974, стр.152, рис.9-6 а. б., внутрь которого и помещается нагреваемое изделие.
Отличительной особенностью известного устройства является использование конусной формы индуктора для нагрева не цилиндрических изделий. Изменение формы индуктора от цилиндрической до конусной обусловлено необходимостью повышения эффективности нагрева (коэффициента полезного действия индуктора) при изменении формы нагреваемого тела, что показано выше. При этом намотка индуктора производится с заданным переменным диаметром и с заданным шагом намотки (то есть с определенным количеством витков с различным расстоянием между ними). Таким образом, расстояние между витками и нагреваемым изделием было одинаковым по всей длине намотки индуктора. То есть индуктор должен охватывать нагреваемое изделие полностью, как это указано в литературных источниках.
Намотка индуктора заданного переменного диаметра и с определенным количеством витков производится с принятым расстоянием между витками (с заданным шагом намотки). Шаг намотки и количество витков индуктора определяются режимом и условиями нагрева. В этом случае намотка индуктора производится с заданным переменным диаметром при заданном количестве витков с определенным расстоянием между витками. Расстояние между витками и нагреваемым изделием может быть также одинаковым по всей длине намотки индуктора. То есть индуктор должен охватывать нагреваемое изделие полностью.
Недостатком прототипа является невозможность обеспечения равномерности температурного поля в нагрузке при нагреве изделий сложной формы по всей его длине, что сужает его область применения и функциональные возможности.
Задача состоит в том, чтобы получить в нагреваемом изделии равномерное температурное поле по всей его длине при нагреве изделий сложной геометрической формы, что расширяет область применения и функциональные возможности заявляемого устройства.
Техническим результатом решения данной задачи является повышение качества нагрева изделия сложной геометрической формы.
Указанный технический результат достигается за счет того, что устройство нагрева содержит конусный индуктор с переменным шагом намотки витков, внутрь которого помещается полый конус, выполненный из теплоизоляционного материала, обеспечивающего его тепловую защиту. Внутри полого теплоизоляционного конуса устанавливается полый конус из огнеупорного материала также с одинаковой толщиной стенки и повторяющий форму внутренней поверхности конусного индуктора и теплоизоляционного конуса, обеспечивающий защиту индуктирующего провода от высоких температур, возникающих при нагреве обрабатываемого изделия. Толщины стенок теплоизоляционного и огнеупорного конусов выбираются исходя из требования к тепловой защите витков водоохлаждаемого индуктора и остаются неизменными по всей их длине. Внутри огнеупорного конуса размещается полый конус, выполненный из жаростойкой стали. Форма стального конуса повторяет форму внутренней поверхности полого конуса, выполненного из огнеупорного материала, а толщина стенки стального конуса выбирается не менее горячей глубины проникновения тока в выбранный металл. Толщина стенки конуса, выполненного из жаропрочной стали, остается также, как в указанных выше случаях, неизменной по всей его длине. Частота тока, протекающего по индуктору, выбирается таким образом, чтобы принятая толщина стенки металлического конуса была не менее горячей глубины проникновения тока, что обеспечивает отсутствие электромагнитного поля во внутренней области металлического конуса. При расчете горячей глубины проникновения тока используется значение удельного электрического сопротивления металла, величина которого зависит от величины рабочей температуры металлического конуса. Следовательно, при расчете горячей глубины проникновения тока необходимо использовать значение удельного электрического сопротивления при соответствующей рабочей температуре полого конуса, выполненного из жаропрочной стали. Зазор между витками индуктирующего провода конусного индуктора и стальным конусом по всей длине индуктора остается неизменным. Шаг намотки индуктора обратно пропорционален его внутреннему диаметру, что обеспечивает неизменную напряженность электромагнитного поля и удельную мощность на поверхности нагреваемого металлического конуса по его периметру и длине. Нагреваемое изделие сложной формы помещается внутрь стального конуса, обеспечивающего равномерный нагрев изделия за счет однородного температурного поля, создаваемого в его внутренней полости путем равномерного нагрева полого металлического конуса. В результате выбранных и приведенных выше условий нагрев изделий сложной формы за счет воздействия на них электромагнитным полем, создаваемым индуктором, не осуществляется.
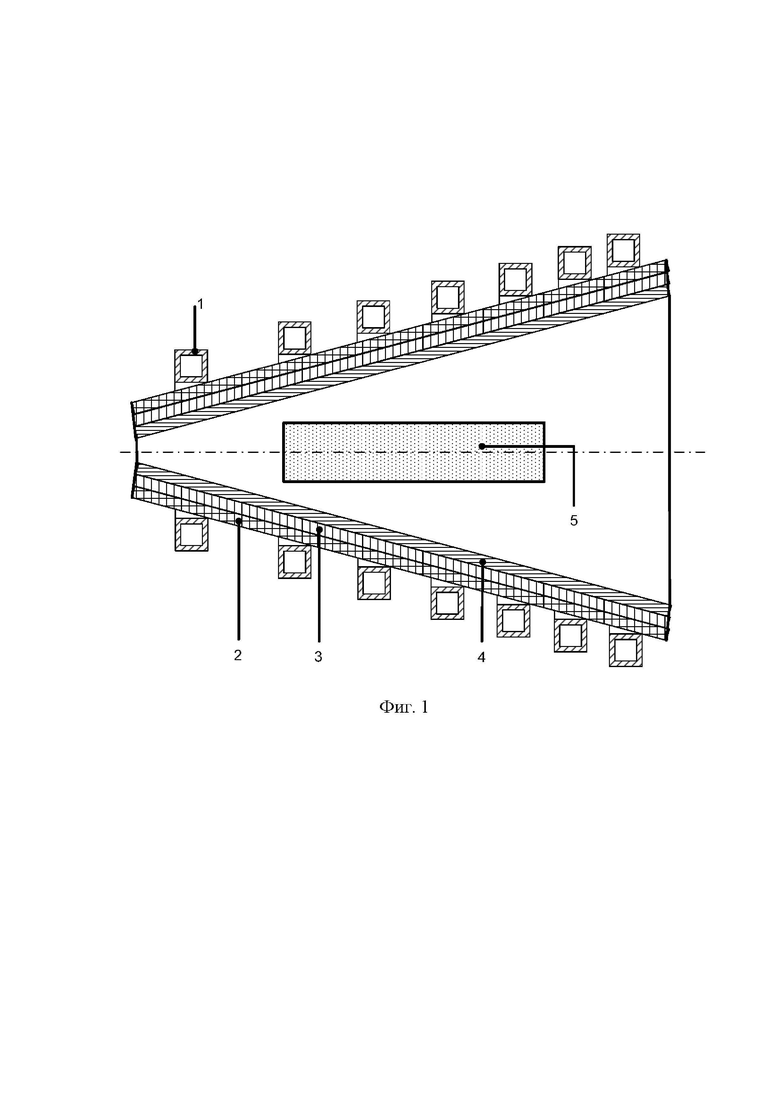
На фиг.1 представлено устройство нагрева изделий сложной геометрической формы. Позиция 1 - конусный индуктор; позиция 2 - полый конус, выполненный из теплоизоляционного материала; позиция 3 - полый конус, выполненный из огнеупорного материала; позиция 4 - полый конус, выполненный из жаростойкой стали с одинаковой толщиной стенки; позиция 5 - нагреваемое изделие.
Устройство состоит из конусного индуктора, шаг намотки которого обратно пропорционален его внутреннему диаметру - 1; полый конус, выполненный из теплоизоляционного материала с одинаковой толщиной стенки - 2; полый конус, выполненный из огнеупорного материала с одинаковой толщиной стенки - 3; полый конус, выполненный из жаростойкой стали с одинаковой толщиной стенки - 4; нагреваемое изделие - 5.
Устройство работает следующим образом. На индуктор 1 подается переменное напряжение такой частоты, чтобы согласно законам электромагнитной индукции происходил нагрев полого стального конуса 4 с одинаковой толщиной стенки до температур 1100 - 1200°С. При этом толщина стенки конуса выбрана таким образом, чтобы она превышала глубину проникновения тока используемой жаростойкой стали при заданной рабочей температуре. Шаг намотки витков индуктора изменяется обратно пропорционально величине его внутреннего диаметра. Зазор между индуктором и стальным конусом обеспечивается установкой теплоизоляционного и огнеупорного полых конусов. После определенного промежутка времени и полного прогрева конуса из жаропрочной стали до заданной температуры, требуемой для пластической деформации металла, внутрь него помещается нагреваемое изделие 5. За счет инфракрасного излучения нагреваемое изделие равномерно прогревается до требуемой температуры.
Таким образом, устройство индукционного нагрева в виде конусного индуктора, внутрь которого помещается теплоизоляционный, огнеупорный и стальной полые конусы с одинаковыми толщинами стенок по их всей длине повторяют форму конусного индуктора. Кроме этого, изменение шага намотки витков индуктора обратно пропорционально, его внутреннему диаметру. Нагреваемое изделие сложной формы помещается внутрь стального жаростойкого конуса. При этом удается получить требуемое равномерное распределение температуры в нагреваемом изделии, что расширяет область применения и функциональные возможности заявляемого устройства.
Рассматриваемое устройство может быть выполнено с использованием следующих материалов:
1. Индуктирующий провод изготавливается из медной профилированной трубки, линейные размеры которой определяются размерами нагрузки, частотой тока высокочастотного источника питания, а также выбранными теплоизоляционными и огнеупорными материалами.
2. В качестве огнеупорного материала целесообразно использовать изделия из алюмокремнеземистой без обжиговой на фосфатной связке керамики (АКБФ). Рабочая температура материала равна Т= 1450°С.
3. Теплоизоляционный материал, предназначенный для тепловой защиты индуктирующего провода, должен обладать диэлектрическими свойствами, что позволяет не изолировать индуктирующий провод устройства. В качестве теплоизоляционного материала целесообразно применять огнеупорную муллитокремнеземистую вату (МКРР-130). Рабочая температура материала равна Т=1150°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| ИНДУКТОР УСТАНОВКИ ИНДУКЦИОННОГО НАГРЕВА | 2000 |
|
RU2187215C2 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2286394C2 |
| Индуктор для нагрева изделий переменного сечения | 1986 |
|
SU1479950A1 |
| Индукционная печь для остекловывания высокоактивных отходов | 2022 |
|
RU2780195C1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2193293C2 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2272367C1 |
| Способ строительства сооружений из обожженной глины | 2023 |
|
RU2810035C1 |
| ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2005 |
|
RU2282806C1 |
| Способ локального индукционного нагрева изделий | 1980 |
|
SU998537A1 |
Изобретение относится к области высокочастотной электротехники, а именно к индукционному нагреву различных металлосодержащих изделий токами высокой частоты, и решает задачу повышения качества нагрева изделия, помещаемого внутрь устройства. Техническим результатом изобретения является повышение качества нагрева изделия сложной геометрической формы. Устройство нагрева содержит конусный индуктор, внутрь которого помещается теплоизоляционный, огнеупорный и стальной полые конусы с одинаковыми толщинами стенок по их всей длине, которые повторяют форму конусного индуктора. Шаг намотки индуктора обратно пропорционален его внутреннему диаметру. Нагреваемое изделие помещается внутрь стального конуса. 1 ил.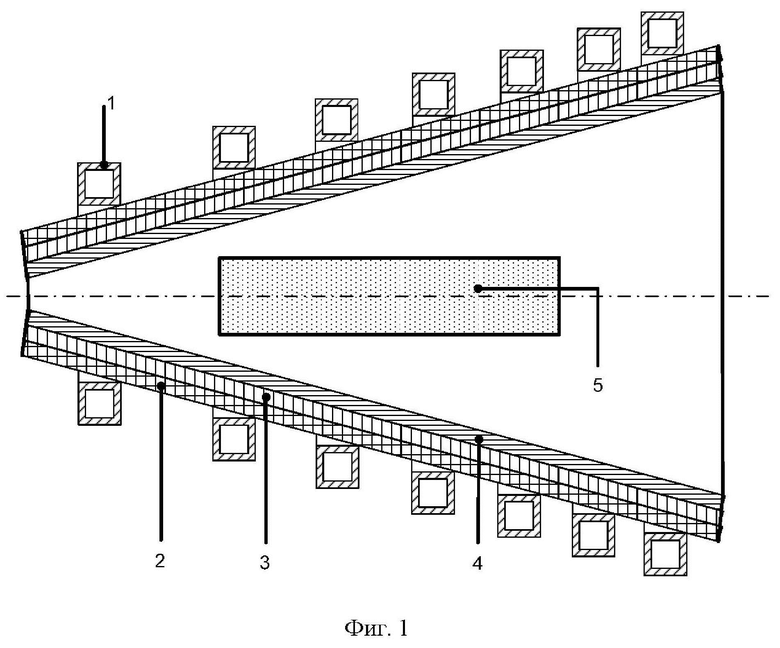
Устройство индукционного нагрева изделий сложной формы, содержащее конусный индуктор с переменным шагом намотки витков, отличающееся тем, что во внутренней полости конусного индуктора расположены полые конусы, выполненные из теплоизоляционного материала, из огнеупорного материала и из жаропрочной стали с одинаковыми толщинами стенок по всей их длине, повторяющие форму конусного индуктора, причем толщина стенки полого конуса из жаропрочной стали выбирается не менее горячей глубины проникновения тока в металл конуса, при этом горячая глубина проникновения тока в металл определяется с использованием удельного электрического сопротивления, полученного при рабочей температуре области, образованной внутренней полостью жаропрочного стального конуса, при этом расстояние по всей его длине между индуктором и стальным конусом остается постоянным, а внутренняя полость конуса, выполненного из жаропрочной стали, предназначена для размещения нагреваемого изделия сложной геометрической формы.
| Индуктор для нагрева расплава металла | 1981 |
|
SU970732A1 |
| US 4029926 A, 14.06.1977 | |||
| US 5334290 A, 02.08.1994 | |||
| Многовитковый индуктор для нагрева деталей | 1981 |
|
SU955527A1 |
| Индукционный нагреватель вяжущих материалов | 1980 |
|
SU896149A2 |
| 0 |
|
SU106480A1 | |
| А.Е | |||
| Слухоцкий, С.Е | |||
| Рыскин | |||
| Индукторы для индукционного нагрева - Энергия, Л: 1974, c | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
