Предлагается способ получения профилей точных размеров при горячей прокатке металла, основанный на использовании силы напора полосы (или другого профиля), выходящей из валков.
Изобретение поясняется чертежом.
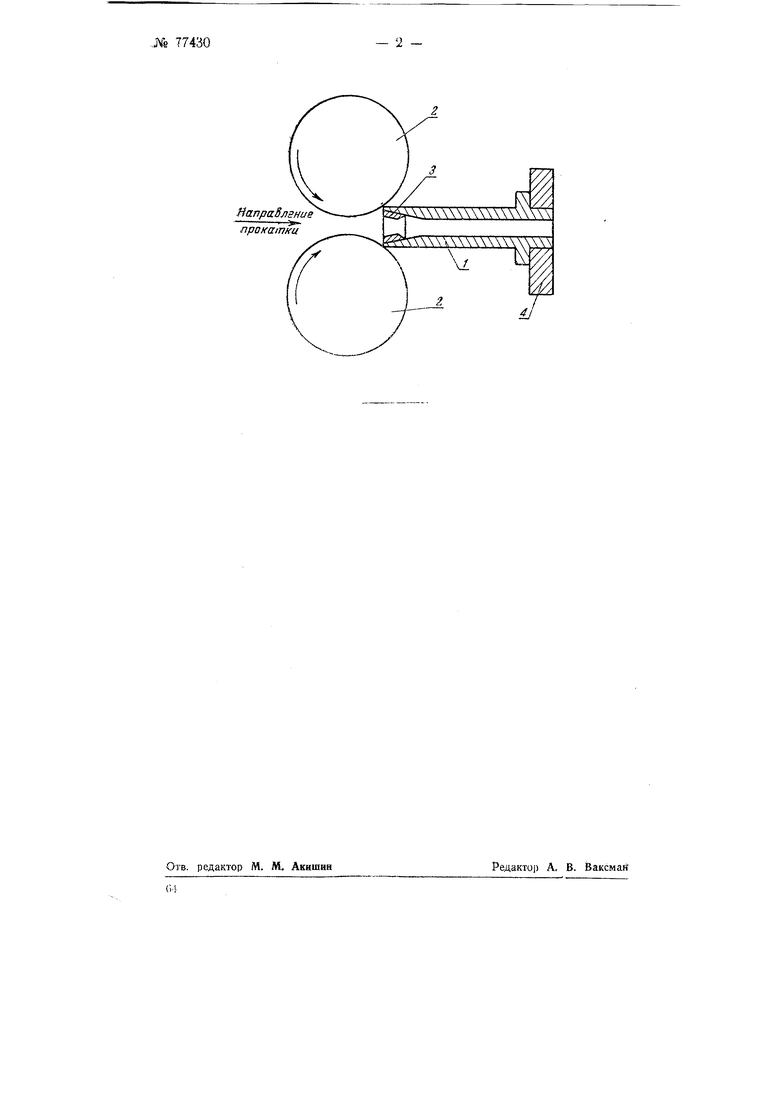
За последней клетью в выводной трубке / в направлении прокатки и возможно ближе к валкам 2 устанавливается калибровочное кольцо 3, профиль которого соответствует сечению прокатываемой штуки. Выводная трубка упирается в брусок 4.
Полоса (или другой профиль), выходящая из последней клети, попадает в калибровочное кольцо и под действием силы напора протягивается в горячем виде на более точный профиль.
Когда вся прокатываемая полоса выйдет из валков, возможно, что ее
инерция будет недостаточна для протяжки конца полосы (между КОЛЬЦОМ и валками) и для этого может потребоваться особый механизм.
Предлагаемый способ проверен при экспериментальной прокатке алюминиевых и свинцовых полос.
Предмет изобретения
Способ точной прокатки с использованием СИЛЫ напора полосы (или другого профиля), выходящей из валков, ДЛЯ калибровки профиля, отличающийся тем, что выходящий из последнего ручья отделочной клети металл проходит через калибровочное кольцо под влиянием СИЛЫ напора при прокатке и получает при этом более точные размеры и форму.
±1
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки профилей переменного сечения | 1946 |
|
SU74691A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УСИЛИЯ ТОРМОЖЕНИЯ ПОЛОСЫ ПРИ ПРОКАТКЕ | 1949 |
|
SU87890A1 |
| СПОСОБ ПРОКАТКИ ТРАПЕЦИЕВИДНЫХ ПРОФИЛЕЙ | 2017 |
|
RU2650464C1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253526C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛКОВ | 2002 |
|
RU2280520C2 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253524C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |