1
Изобретение относится к обработке металлов давлением и может быть использовано в металлургической промышленности для прокатки круглой стали.5
Известен предчистовой калибр для прокатки круглой стали, преимущественно для систем калибровки овал-ребровой овал, образованный ручьями двух валков в виде ребрового овала 1 . 10
Однако для прокатки одного и того же размера круглой стали из различных марок не представляется возможным использовать одни и те же валки.
В каждом случае прокатки сталей 5 марок, отличающихся по содержанию углерода и легирующих элементов, необходимо корректировать размеры нескольких калибров, предшествующих чистовому.20
Возможные пределы регулировки ширины калибра типа ребровой овал недостаточны. Например, калибр этого типа шириной 37 мм имеет диапазон регулировки около 2 мм.25
Указаннык .недостаток обусловлен тем, что раскаты из различных марок ст91лей при деформировании в одних и тех же калибрах с одинаковой степенью деформации.получают различное ЗО
уширение, поэтому чистовой калибр либо не полностью заполняется металлом, либо переполняется им, образуя ус.
Необходимость замены части валков при переходе от прокатки одной марки стали к другой одного и того же профиля, снижает производительность стана и требует использования нескольких комплектов валков.
Целью изобретения является повышение производительности стана при сокращении парка валков.
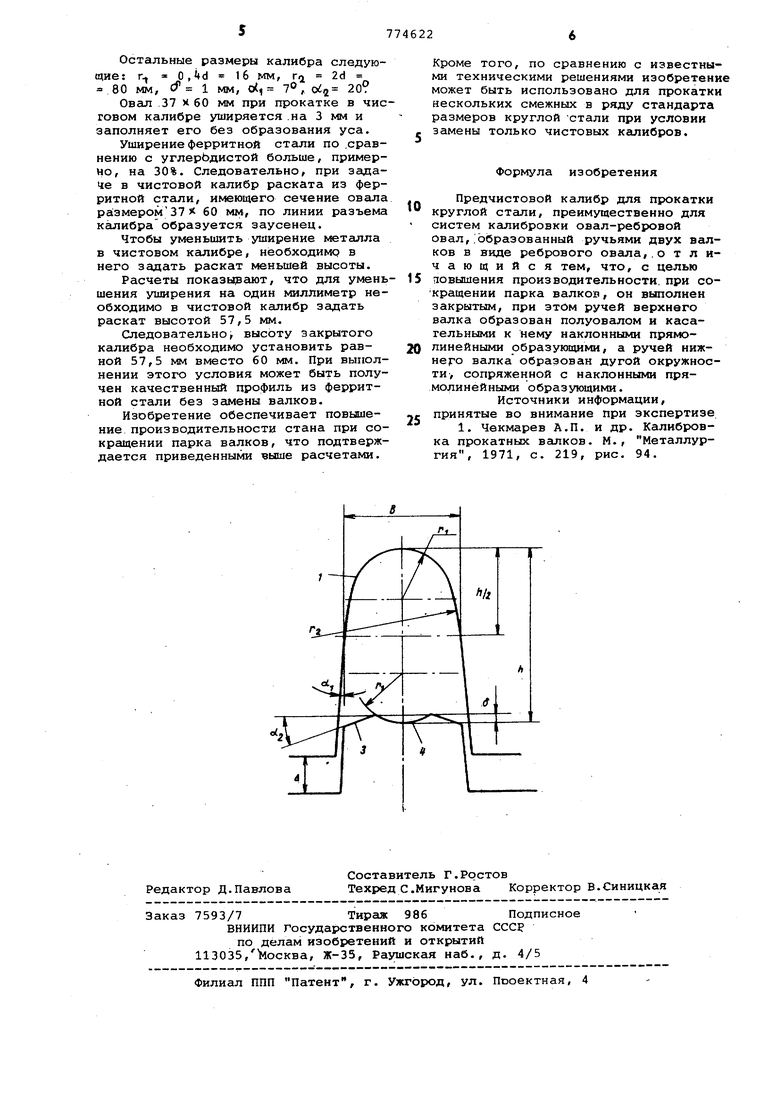
Для достижения указанной цели предчистовой калибр для прокатки круглой стали, преимущественно для систем калибровки овал-ребровой овал, образованный ручьялш двух валков в виде ребрового овала, выполнен закрытым, при этом ручей верхнего валка образован полуовалом и касательными к нему наклонными прямолинейными образующими, а ручей нижнего валка образован дугой окружности, сопряженной с наклонными прямолинейньили образующими..
На чертеже изобргикен предлагаемый калибр.
Предчистовой закрытый калибр включает верхнюю часть, образованную
полуовалом 1 и касательными к нему образующими 2, а нижняя часть калибра образована двумя образующими 3, сопряженными с дугой 4 окружности. На .чертеже показана высота калибра h и его ширина В,: соответствукяцая размеру h/2, также радиусы г , г дуг окружностей, углы-наклона 0, , d.w стрела прогиба .
Ё исходном положении высота калибра равна его номинальному значению h, а зазор между валками равен Д, допускающий изменения высоты калибра на 15-20%.
При этом высота и ширина калибра определяется соответственно.по зависимостям
k,d и В
kn.d.
где d - диаметр чистового калибра, k - коэффициент, равный 1,651,35, k - коэффициент, равный 0,920,85.
Радиусы закругления вершины полуовала и радиусы дуг окружностей, сопрягающих ее с образующими калибра, соответственно-выполняются равными г, 0,4d и rj 2d, углы наклона образукнцих калибра состав тшЬу соответственно оС, и 1525°, а стрела прогиба дуги окружности нижнего контура.калибра равна О,05-0,Id.
Выполнение предчистового калибра закрытого типа создает возможность регулирования его высоты в широких пределах, порядка 20% от исходной высоты. При этом верхняя часть калибра, выполненная в виде полуовала препятствует развитию уширения металла в стороны на участках , расположенных в верхней части и посередине калибра. Наклонные к оси калибра образующие нижней части калибра способствуют течению металла вдоль них. В результате область уширения металла смещается в нижнюю часть калибра. Раскат, выходящий из предчистового калибра, имеет форму, близкую к овалу, нижняя часть которого несколько уширена. Такая форма раската при подаче в круглый чистовой калибр способствует его заполнению. При этом области разъема чистового калибра задаваемый в него раскат всегда имеет одну и ту же ширину. Это создает благоприятные условия для регулирова;ния величины уширения металла в месте разъема чистового калибра за счет изменения высоты раската. Изменяя высоту предчистового калибра, изменяют площадь сечения получаемого из него раската и регулируют количество металла, поступаклцаго в чистовой калибр),, что позволяет устранять либо избыток металла, идущий на образование, уса, либо незалолнению калибра. Размеры
калибра h, В, г., г и коэффициенты k и k установлены из условия равенства его площади и площади предчистового овального калибра, применяемого в настоящее время для прокатки круглой стали данного размера, мера.
Большие значения коэффициентов k и kij, соответствуют размерам круглой стали, прокатываемой на мелкосортJJ ных станах, а меньшие - на среднесортных.
Размер сГ назначен из условия обеспечения устойчивости раската, задаваемого в калибр. Меньшие значения cf соответствуют круглой стали,
5 прокатываемой на мелкосортных станах, а большие - на среднесортных. Калибр номинальной высоты предназначен для получения предчистового раската в случае прокатки стали,
0 склонной к минимальному по сравнению с другими марками стали уширению. В процессе работы в этом калибре прокатывается овальная заготовка, которая при уширении заполняет верхнюю и среднюю части калибра.
Уширение средней части заготовки ограничивается стенками калибра.
При переходе к прокатке профиля того же размера, но из стали, склонной- к повышенному уширению, высоту предчистового калибра уменьшают за счет уменьшения зазора между валками ,
В этом случае овальная заготовка деформируется в калибре с большей
степенью обжатия. Поскольку ее уширение в средней части .сдерживается стенками калибра, то вытяжка металла в калибре увеличивается при незначительном изменении максимальной
0 ширины раската, выходящего из калибра. Таким образом, в случае прокатки сталей, склонных к повышенному уширению, система калибров обеспечивает получение из описанного предчистового калибра раската той же ширины, что и в случае прокатки стали с пониженной склонностью к уширению, но меньшей высоты. Изменением высЬты
л предчистового калибра получают раскат,, обеспечивающий заполнение чистового калибра без образования уса.
В качестве примера использования изобретения рассмотрена система калибров для прокатки круглой -стали
5 ча мелкосортном стане 350.
Необходимо прокатать в одних и тех же валках круглую стгшь диаметром 40 мм из ферритной и среднеуглеродистой сталей.
0 Для пол гчения качественного профиля из углеродистой стеши в чистовой калибр необходимо задать овал высотой, равной h « 1,5 40 - оО мм, и шириной kgd « 0,92
5 60 37 юл.

| название | год | авторы | номер документа |
|---|---|---|---|
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| ОВАЛЬНЫЙ КАЛИБР МЕЛКОСОРТНОГО СТАНА | 2007 |
|
RU2351411C1 |
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| Способ прокатки угловых профилей | 1987 |
|
SU1424878A1 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2007 |
|
RU2346762C1 |
| Предчистовой двухвалковый калибр для прокатки круглой стали | 1978 |
|
SU791437A1 |
| Стальная арматура периодического профиля | 1980 |
|
SU891872A1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
