4
ю
Jlih
00
00
Изобретение относится к прокатному производству и может быть использовано при прокатке угловых профилей из плоской заготовки,
, Цель изобретения - повышение точности размеров профиля и предотвращение его изгиба и скручивания при прокатке.
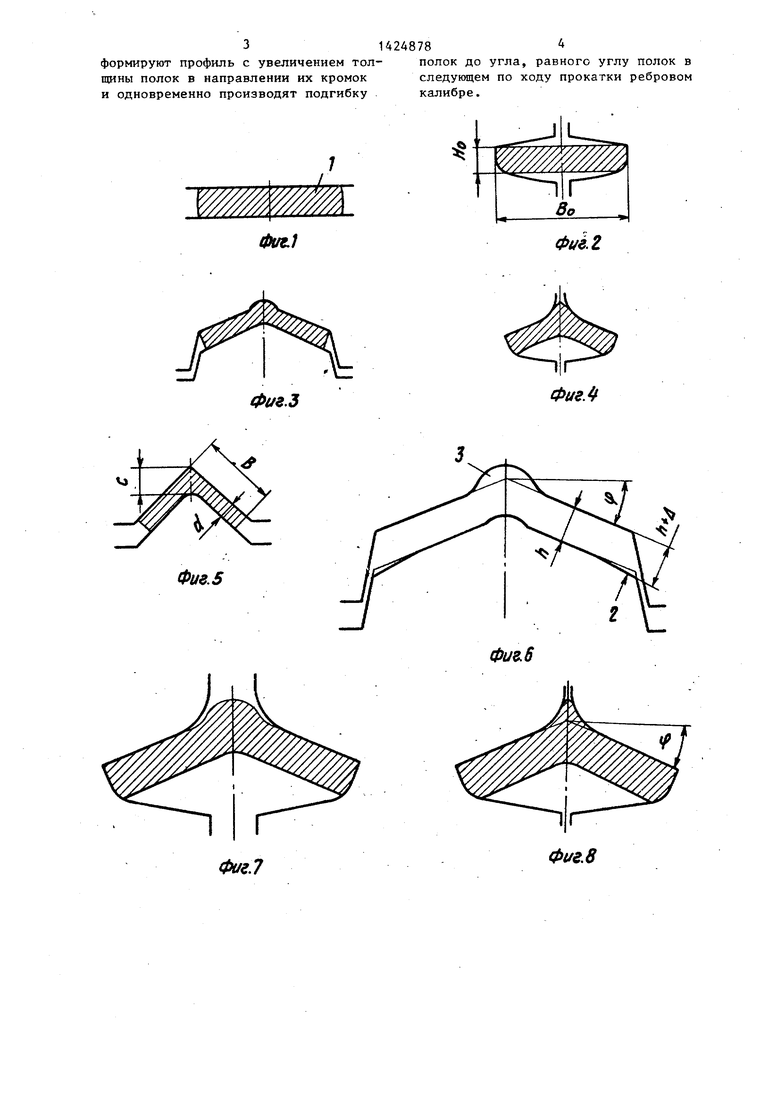
На фиг 1 дана прокатка полосы на гладких валках; на фиг. 2 - прокатка полосы в ребровом калибре; на фиг.З - пр окатка в первом черновом фасонном калибре; на фиг. 4 - прокатка в пред
pa без смещения в поперечном направлении, а сами валки за счет осевых люфтов смещаются относительно друг друга в направлении силового равновесия, автоматически выравнивая толщины полок, .
Тдким образом, при щирине исходной полосы, равной ширине первого фасонного калибра, гарантируется симметрия выходящей из него полосы. Поскольку профиль не сгибается в предчистовом калибре, то при отсутствии смещения его ручьев нет условий для нарущения
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ФАСОННЫХ ПРОФИЛЕЙ | 2001 |
|
RU2212288C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| Способ прокатки асимметричных угловых профилей | 1987 |
|
SU1433510A1 |
| СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2004 |
|
RU2254942C1 |
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| НОВЫЙ СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288048C1 |
| Способ прокатки угловых асимметричных профилей | 2020 |
|
RU2741875C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке угловых профилей из плоской заготовки. Целью изобретения является повьппение точности размеров профиля и предотвращение его изгиба и скручивания при прокатке. Прокатка профиля производится из плоской заготовки в черновом закрытом профильном калибре, реб- ровом предчистовом и в чистовом калибрах. Заготовку деформируют в черновом фасонном калибре таким образом, чтобы оставалась необжатой ее середина, соответствующая вершине угла профиля, а толщина полки увеличивалась к ее кромке. При этом одновременно подгибают полки до угла, соответствующего по величине углу между полками в следующем ребровом калибре. Это повьшает устойчивость профиля при прокатке, исключает его смещение относительно оси калибра, предотвращает скручивание на выходе из калибра. 8 ил. с $
чистовом ребровом калибре; на фиг,5 - jg симметрии сечения предчистовой полопрокатка в чистовом калибре; на фиг. 6 - построение первого фасонного, закрытого калибра; на фиг, 7 - положение полосы в предчистовом ребровом калибре, в плоскости захвата; на фиг. 8 - Формирование верщины и кромок профиля в предчистовом ребровом калибре.
Металл 1 прокатывают в общих вытяжных калибрах и гладких валках (фиг. 1) до полосы, ширину которой стабилизируют с помощью ребрового калибра (фиг, 2) и вьщерживают равной ширине первого фасонного калибра. В первьй фасонный калибр (фиг, 3) ЗО с помощью высоко установленной вводной арматуры полосу задают так, чтобы она до обжатия отцентрировалась в верхнем ручье. В этом калибре на участке будущей вершины полоса не обсы. Симметричная форма сечения пред- чистовой полосы будет способствовать полученияю профиля с равной и пй риной полок.
2Q Утолщения на кромках полок, полученные в первом фасонном калибре, могут несколько увеличиваться в предчистовом ребровом калибре, а в чисто- вом способствуют -устойчивой прокатке
25 профиля и при равной толщине и ширине полок гарантируют от скр.учивания.
35
В соответствии с изложенным для непрерывного мелкосортного стана 250 разработан новый способ прокатки угловых профилей, по которому исходной полосы ,06-1,15 С, ширина , где С - толщина готового профиля на участке верщины, b и d - ширина и толщина полок готового профиля соответственно.
жимается, а чтобы на вьссоде раскат
..
не изгибался вверх, на кромках предусмотрено обжатие меньше, чем в средней части полок. Это достигается благодаря скосам 2 (фиг. 6J, Ширина вы- ходящей из этого калибра полосы и величина утолщенного участка 3 на ней должны гарантировать формирование вершины готового профиля, главны образом, в предчистовом ребровом ка либре (фиг. 4). В предчистовом ребровом калибре одновременно с обжатием утолщенной части на участке вершины формируют кромки будущего профиля;- (фиг, 7,8). Угол наклона полок пред- чистового ребрового калибра с равен соответствукнцему углу предьщущего калибра (прокатка в нем ведется без сгибания профиля).
Исходная заготовка в первом ребровом калибре формируется по ширине, равной щирине первого фасонного калибра. Благодаря этому она удерживается в верхнем ручье фасонного капиб
сы. Симметричная форма сечения пред- чистовой полосы будет способствовать полученияю профиля с равной и пй риной полок.
Утолщения на кромках полок, полученные в первом фасонном калибре, могут несколько увеличиваться в предчистовом ребровом калибре, а в чисто- вом способствуют -устойчивой прокатке
профиля и при равной толщине и ширине полок гарантируют от скр.учивания.
ЗО 35
45
50
55
В соответствии с изложенным для непрерывного мелкосортного стана 250 разработан новый способ прокатки угловых профилей, по которому исходной полосы ,06-1,15 С, шири на , где С - толщина готового профиля на участке верщины, b и d - ширина и толщина полок готового профиля соответственно.
В первом фасонном калибре утолщение на кромках полок ,1 - 0,13h, где h - толщина полки в средней части на промежуточной полосе. Угол сгибания полок- Cf выбран из условия равноценного захвата полосы в обоих калибрах горизонтальных клетей, а также с учетом уширения, чтобы гарантированно исключить переполнение закрытого калибра.
Формула изобретения
Способ прокатки угловых профилей, включающий прокатку плоской заготовки в черновом фасонном калибре с формированием утолщения на участке вершины угла профиля, в ребровом и чистовом калибрах, отличающий- с я тем, что, с целью повьшгения точности размеров профиля и предотвращения его изгиба и скручивания при прокатке, в черновом фасонном калибре
Фиг.1
Фиг.З
Фиг. 5
Фиг. 2
Фиг.
| Металлург, 1974, № 8, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Росс Е | |||
| Бейнон | |||
| Калибровка валков и расположение прокатных станов | |||
| М.: Металлургиздат, 1960, с | |||
| Индукционная катушка | 1920 |
|
SU187A1 |
| РЕЛЬСОВАЯ ПЕДАЛЬ | 1920 |
|
SU290A1 |
