(54) ПРЕДЧИСТОВОЙ ДВУХВАЛКОВЫЙ КАЛИБР ДЛЯ ПРОКАТКИ КРУГЛОЙ СТАЛИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ С ИСПОЛЬЗОВАНИЕМ ТРЕХВАЛКОВЫХ КЛЕТЕЙ НА КРУПНОСОРТОВЫХ И РЕЛЬСОБАЛОЧНЫХ СТАНАХ | 2005 |
|
RU2295405C1 |
| Способ прокатки круглой стали | 1986 |
|
SU1435328A1 |
| Способ прокатки периодической арматурной стали | 1980 |
|
SU940979A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Предчистовой калибр для прокатки круглой стали | 1978 |
|
SU774622A1 |
| Система калибров для прокатки круглых профилей | 1987 |
|
SU1475742A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
| Предчистовой двухвалковый калибр для прокатки круглых профилей крупного сечения | 1988 |
|
SU1538937A1 |
1
Изобретение относится к метал- . лургической промышленности, конкретнее - к области обработки металлов давлением,
Для прокатки круглой стали пред- 5 чистовые двухвалковые овальные калибры применяют в основном однорадиусные с отношением осей b/h 1,54, где Ь и h - ширина и высота калибра,10
Для прокатки проволоки и мелкого сорта преимущественно на непрерывных станах применяют предчистовые широкие плоские овалы (b/h 4), для среднего сорта (диаметром 16-40 мм) , 15 а для крупного (диаметром 40-90 мм) и трубной заготовки b/h 1,5 .l .
Плоские предчистовые овалы при прокатке в круглых калибрах легко удерживаются от сваливания пропус- 20 ками вводной арматуры, что способствует повышению точности размеров круглой, стали. Однако повышение точности при использовании плоских овалов в качестве предчистовых не пред- 25 ставляется возможным, так как формирование сеченияВ чистовом калибре происходит в основном за счет значительного уширения, которое зависит от изменения ряда технологичес- 30
ких факторов, С точки зрения улуч- . шения геометрии и точности сечения круглой стали предпочтительной является прокатка в чистовых калибрах выпуклых однорадиусных овалов (b/h 1,5 - 2), Но выпуклые овалы при обжатии в круглых калибрах труднее удерживать пропусками и, как правило, их прокатка происходит при заметном несовмещении осей симметрии и калибра.
Таким образом, форма и соотношение габаритных размеров общепринятых предчистовых овальных калибров для прокатки круглой стали не способствуют повышению точности размеров, и прокатка производится по госту 2590-71 по классу обычной точности .
Известен двухвалковый калибр для прокатки круглой стали с ручьями/ криволинейный участок в средней части описан радиусом г, соответствующим чистовому Кс1ЛИбрУ 2 .
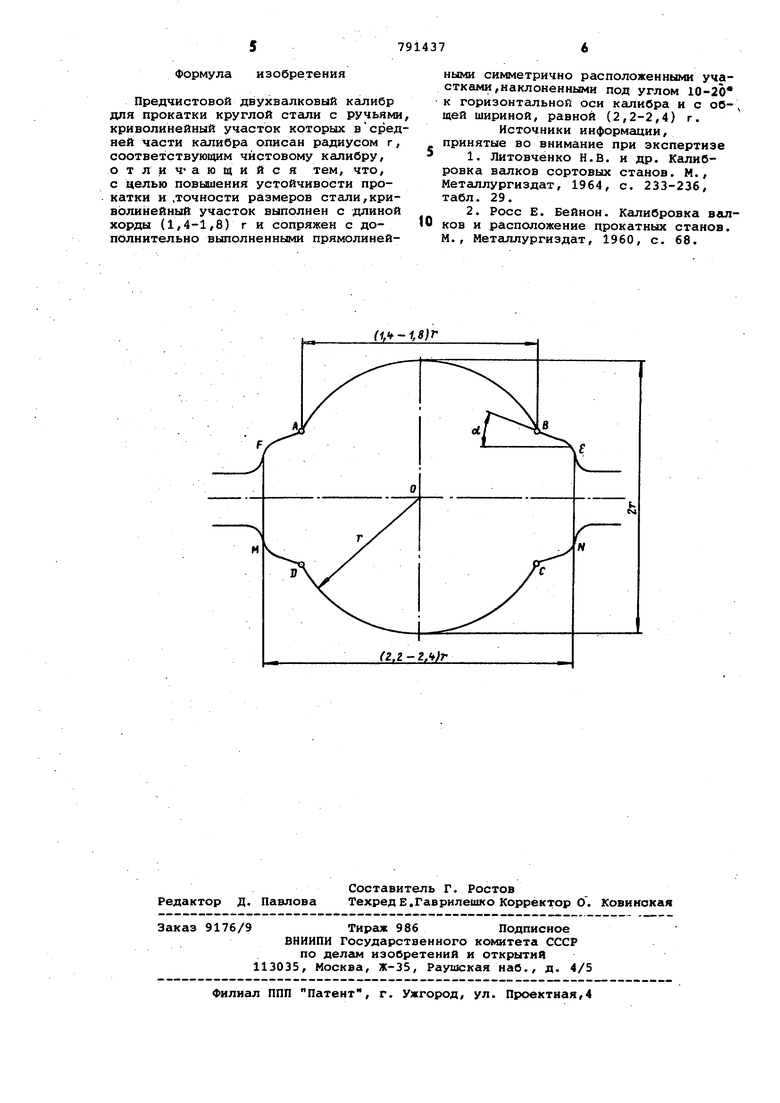
Окончательная прокатка производится по системе калибров круг-круг. Точность размеров и формы круглых профилей достигается за счет выполнения точного круглого раската в предчистовом калибре с некоторым переполнением участков разъема, т.е с образованием технологических выступов , которые в чистовом калибре раскатываются. Прокатка производится с обжатиями, соизмеримыми с отклонениями на размеры круглой стали. На практике для массового производства предчистовые круглые калибры для прокатки круглой стали не нашли применения из-за скручивания круглого раската при прокатке в круглом калибре. При этом круглый раскат невозможно удержать от скручивания пропусками вводимой арматуры. Целью изобретения является повышение устойчивости и точности размеров профилей, Поставленная цель достигается тем что в известном предчистовом двухвалковом калибре для прокатки круглой стали с ручьями, криволинейный участок которых в средней части кал ра описан радиусом г, соответствующим чистовому калибру, криволинейный участок выполнен с длиной хорды (1,4-1/8) г и сопряжен с дополнител но выполненными прямолинейными симметрично расположенными участками, наклонными под углом 10-20 к горизонтальной оси калибра и с общей ши риной, равной (2,2-2,4) г. На чертеже приведен предчистовЬй двухвалковый калибр для прокатки круглой стали. Калибр имеет ширину b (2,2-2,4) г, высоту h 2г и отношение b/h (2,2-2,4) г (1д-1, где г - основной радиус чистового калибра. Из центра О калибр описывают радиусом г и на расстоянии (О,7-0,9)г от вертикальной оси калибра на окру ности откладывают точки А, В, С, Д. Следовательно,хорды АВ и ДС равны значениям (1,4-1,8) г. Из центра О на горизонтальной оси откладывают симметрично по отрезку длиной (1,11,2) г и из полученных крайних точек, расстояние между которыми равн (2,2-2,4) г, восстанавливают перпендикуляры. Затем изчточек А, В, С Д под углом 10-2о к горизонтали проводят прямые до пересечения с вышеуказанными перпендикулярами в точках В, С, Д, F. Из этих же точек проводят прямые с выпуском 510% до пересечения с образующей бур тов калибра. Таким образом,получают скелетную схему калибра. Скругляя точки пересечения радиусами закругления, получают конструкцию предла гаемого калибра, имеющего ширину b (2,2-2,4) г и высоту h 2г. Длину хорды АВ, ДС следует принимать (1,4-1,6)г для стали диаме ром до 20 мм, а свыше - (1,6-1,8) Основная часть калибра состоит из круглой части, которая способст ет повьяиению точности круглой стал После кантовки на 90° при обжатии в чистовом Ксшибре раскаты надежно удерживаются от сваливания пропусками по линиям поверхности БЕ, CN, FA, МД. Угол наклона этих плоскостей в пределах 10-20улучшает условия деформации и удержание раскатов от сваливания. При углах меньше Ю устойчивость прокатки в чистовом калибре повышается, но в то же время качество поверхности в зонах А, В, С, Д ухудшается. При углах свыше 20° условия деформации улучшаются, а удерживание от сваливания ухудшается, так как калибр приближается к круглому с развалом. В этом случае прокатка будет производиться по системе кругкруг. Так как уширение в чистовом калибре небольшое, то его компенсируют за счет изменения зазора по буртам в предчистовом предложенном калибре. Таким образом, наличие в сечении предчистового раската большей части круглой поверхностии частично плоских, расположенных к горизонтали под углом of- 10-20°, позволяет устойчиво вести процесс прокатки в чистовой клети и повысить точность размеров круглой стали. Предложенный двухвалковый предчистовой калибр может быть применен на каждом стане, прокатываемом сталь или трубную заготовку. Например, на стане 230 при прокатке круглой стали диаметром 20 мм предчистовой калибр строят радиусом 10 мм, при этом полученная высота калибра h 20 мм. Из центра калибра на горизонтальной оси откладывают два симглетричных отрезка и из полученных крайних точек восстанавливают перпендикуляры, расстояние между которыми равно 2,3 г 2,3 х X 10 23 мм. Затем параллельно горизонтальной оси проводят хорду длиной 1,7 г 1,7-10 17 мм и из точек пересечения с окружностью радиуса г под углом 19 проводят прямые до пересечения с перпендикулярами . Из точек пересечения строим боковые стенки с вьшуском 5% до пересечения с линией буртов. Зазор между валками по буртам на основании опытных данных принимаем 4 мм. Таким образом строят двухвалковый предчкстовой калибр для прокатки круглой стали. В этот калибр в зависимости от принятой системы калибровки могут задаваться квадратные, круглые, овальные и другие раскаты. Предложенный предчистовой калибр способствует повышению точности прокатки на действующих станах, при этом можно получать круглую сталь по высокому классу точности согласно ГОСТу 2590-71.
Формула изобретения
Предчистовой двухвалковый калибр для прокатки круглой стали с ручьями криволинейный участок которых всредней части калибра описан радиусом г, соответствующим чистовому калибру, отличающийся тем, что, с целью повышения устойчивости прокатки и .точности размеров стали,криволинейный участок выполнен с длиной хорды (1,4-1,8) г и сопряжен с дополнительно выполненными прямолинейными симметрично расположенными участками, наклоненными под углом 10-20 к горизонтальной оси калибра и с об-; щей шириной, равной (2,2-2,4) г.
Источники информации, принятые во внимание при экспертизе
(1Л-1,8)Г
