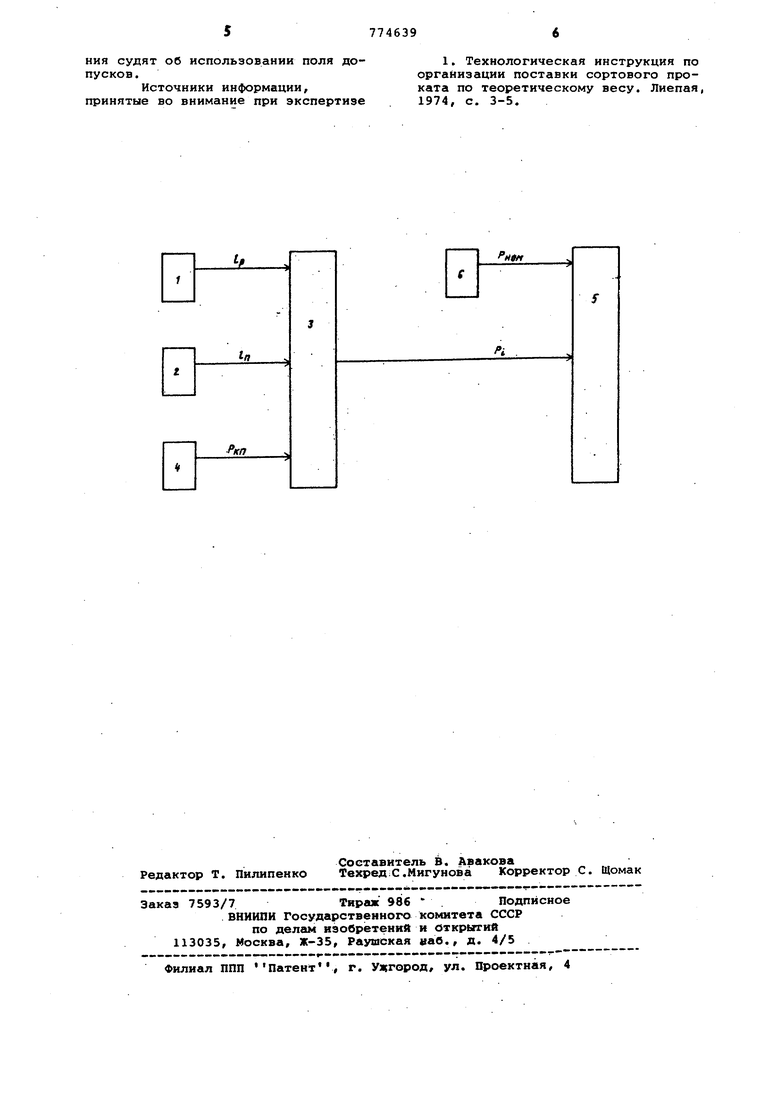
(54) СПОСОБ ДОПУСКОВОГО КОНТРОЛЯ ВЕСА .СОРТОВОГО ПРОКАТА Изобретение относится к области прокатного производства и может быть использовано для ведения прокатки профиля в поле допусков, в том числе и по минусовым допускам. Сортамент современного прокатного производства характеризуется большим разнообразием профилей. Количество регламентируемых параметров прокатазависит от сложности его профиля и может быть значительным (20-30 параметров для сложного, например, арматурного или периодического профиля). Допусковый контроль сложного профиля обычно осуществляют при установившейся прокатке на пробах готового Лрофиля и полученный результат относят (условное ко всей партии продукции) . Известен способ, заключающийся в определении веса погонного метра про бы контрольного готового профиля и сравнении его с ,номинальным значение веса погонного метра профиля l}. Известный способ допускового конт роля веса погонного метра сортового щзоката в силу того, что результат, полученный на пробе от одного профиля, распространяется на всю гхартию (полученную в установленный период) готового проката, недостаточно эффективен и точен, что делает невозможным его применение по ходу технологического процесса прокатки для воздействия на настройку стана и повышения эффективности его работы. Цель изобретения - повышение точности и эффективности контроля. Поставленная цель достигается тем, что пэ предложенному способу определяют вес погонного метра пробы контрольного готового профиля, сравнивают его с номинальным значением веса погонного метра профиля, дополнительно измеряют длину контрольного профиля на входе и выходе стана, определяют коэффициент в::Лгяжки контрольного профиля, по коэффициенту вытяжки и весу погонного метра пробы контрольного готового профиля определяют вес погонного метра его раската, измеряют.длину каждого очередного прокатываемого профиля на входе и выходе стана, определяют коэффициент вытяжки очередного прокатываемого профиля, по весу погонного метра раската готового контрольного профиля и коэффициенту вытяжки очередного прокатываемого профиля определяют вес его погонного метра, который сравнивают с номинальным значением веса погонного метра профиля и по ве личине отклонения судят об использовании поля допусков. Вначале (при установившейся прокатке) определяют коэффициент вытяжки 7s. контрольного профиля на основании замеров длины его раската р при прокатке в головной части стана и длины готового профиля 2п на выходе стана ) Затем от готового контрольного профиля бе рут пробу и определяют обычным путем (измерением длины и взвешиванием вес погонного метра Р( . По полученным параметрам вычисляют вес погонного метра раската контрольного профиля Рр , исходя из равенства При прокатке очередного профиля определяют аналогичными измерениями коэффициент вытяжки 1 . По значению коэффициента вытяжки i-ro профиля и первоначсшьно вычисленному значению веса погонного метра, раската контрольного профиля Рр определяют, исходя из условия постоянства сечения раската в зоне измерения, вес погонного метра каждого готового профиля VPp/Ч Условие постоянства сечения раската обусловлено незначительным износом прокатных валков в головной части ст на из-за малых скоростей прокатки на этом участке и постоянством раствор валков р течение длтельного времени Полученное значение погонного мет ра очередного проката Pi сравнивают с номинальным значением веса погонно го метра готового профиля и по вели чине отклонения судят об использова нии поля допусков. На чертеже изображена упрощенная схема контроля веса погонного метра сортового профиля в поле допусков. Предлагаемый способ реализуется условиях установившейся прюкатки. При прокатке первого (контрольно профиля Я1змерителями 1,2 длины заме ряют соответственно .длину раската .в головной части стана и длину ргот вого профиля на выходе стана и вводят полученную информацию в счетновычислительный блок 3, где по ним вычисляется коэффициент, вытяжки для контрольного профиля. с помощью задатчика 4 в блок 3 вводят значение веса погонного метр готового контрольного профиля , предварительно установленное на прО бе, взятой от этого готового профиля, и по значениям 7 и в блоке вычисляют вес погонного метра раска та Рр .. При прокатке очередных профилей змеряют длину раската и готового профиля Кс1ждого из них с помошью изерителей 1 и 2 соответственно. С помощью счетно-вычислительного блока 3 для каждого очередного профиля определяют значение вытяжки Л по полученным значениям длин и вычисляют вес погонного метра согласно выражению Р РТ,/ . Полученное значение веса Р( с помощью блока 5 сравнения сравнивают с заданным в блоке 6 номинальным значением веса погонного метра профиля Рцом отклонению судят об использовании поля допусков. Использование предложенного способа допускового контроля веса погонного метра сортового проката обесХ ечивает по сравнению с известным следующие преимущества: повышение точности за счет осуществления непрерывного контроля каждой штуки прокатываемого профиля по ходу прокатки; возможность контролирования поля допусков при прокатке практически любой формы поперечного сечения; возможность воздействия на увеличение выхода готовой продукции за счет ведения прокатки по минусовым допускам; высокую эффективность контроля, так как позволяет производить оценку степени использования поля допусков по ходу прокатки. Ожидаемый экономический эффект от использования данного способа на одном стане составит около 50 тыс. руб, за счет увеличения производительности стана и повышения качества проката. Формула изобретения Способ допускового контроля веса сортового проката, заключакацийся в определении веса погонного метра пробы контрольного готового профиля и сравнении его с номинальным значением веса погонного метра профиля, отличающийся тем, что, с целью повышения точности и эффективности контроля, измеряют длину контрольного профиля на входе стана, длину контрольного профиля на выходе стана и определяют коэффициент вытяжки контрольного профиля, по коэффициенту вытяжки и весу погонного метра пробы контрольного готового профиля определяют вес погонного метра его раската, измеряют длину каждого очередного прокатываемого профиля на входе и выходе стана, определяют коэффициент вытяжки очередного прокатываемого профиля, по весу погонного метра раската готового контрольного профиля и коэф ,-фидиенту вытяжки очередного прокатываемого профиля определяют вес его погонного метра, который сравнивают с номинальным значением веса погонного метра и по величине отклонения судят об использовании поля допусков.
Источники информации, принятые во внимание при экспертизе
1. Технологическая инструкция по организации поставки сортового проката по теоретическому весу. Лиепая, 1974, с. 3-5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля весового допуска сортового проката | 1979 |
|
SU870961A2 |
| Устройство контроля весового допус-KA СОРТОВОгО пРОКАТА | 1978 |
|
SU798495A1 |
| Устройство для автоматического определения теоретического веса сортового проката | 1984 |
|
SU1154543A1 |
| Устройство для контроля весового допуска сортового проката | 1982 |
|
SU1080029A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ ДЕМОНТИРОВАННОГО ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСА | 2015 |
|
RU2574531C1 |
| Устройство контроля потерь металла в линии сортопрокатного стана | 1985 |
|
SU1307240A1 |
| СПОСОБ КОНТРОЛЯ КИНЕМАТИЧЕСКИХ ПАРАМЕТРОВ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2006 |
|
RU2320435C2 |
| Устройство для определения веса проката | 1980 |
|
SU945869A1 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСА | 2015 |
|
RU2575266C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА НА АГРЕГАТЕ СОВМЕЩЕННОГО ЛИТЬЯ И ПРОКАТКИ | 2003 |
|
RU2233718C1 |
