тали. Кроме того, вырубают детали, расположенные в различных частях полосы, симметрично отно.сительно продольной оси последней.
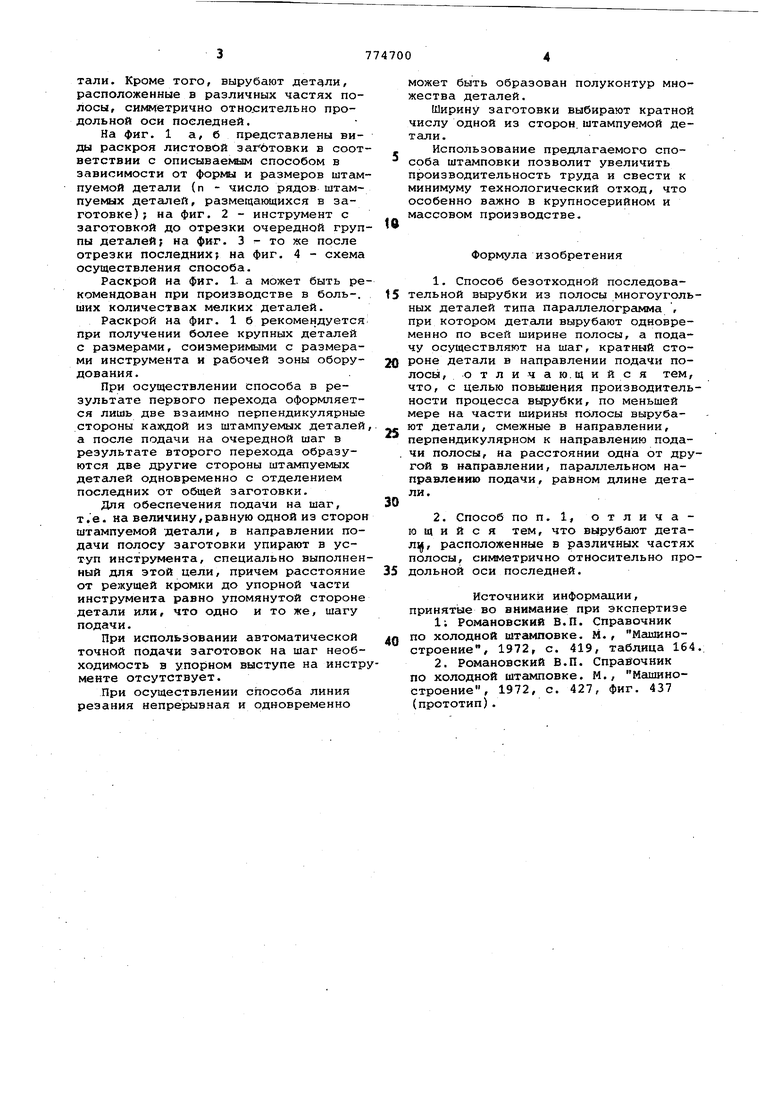
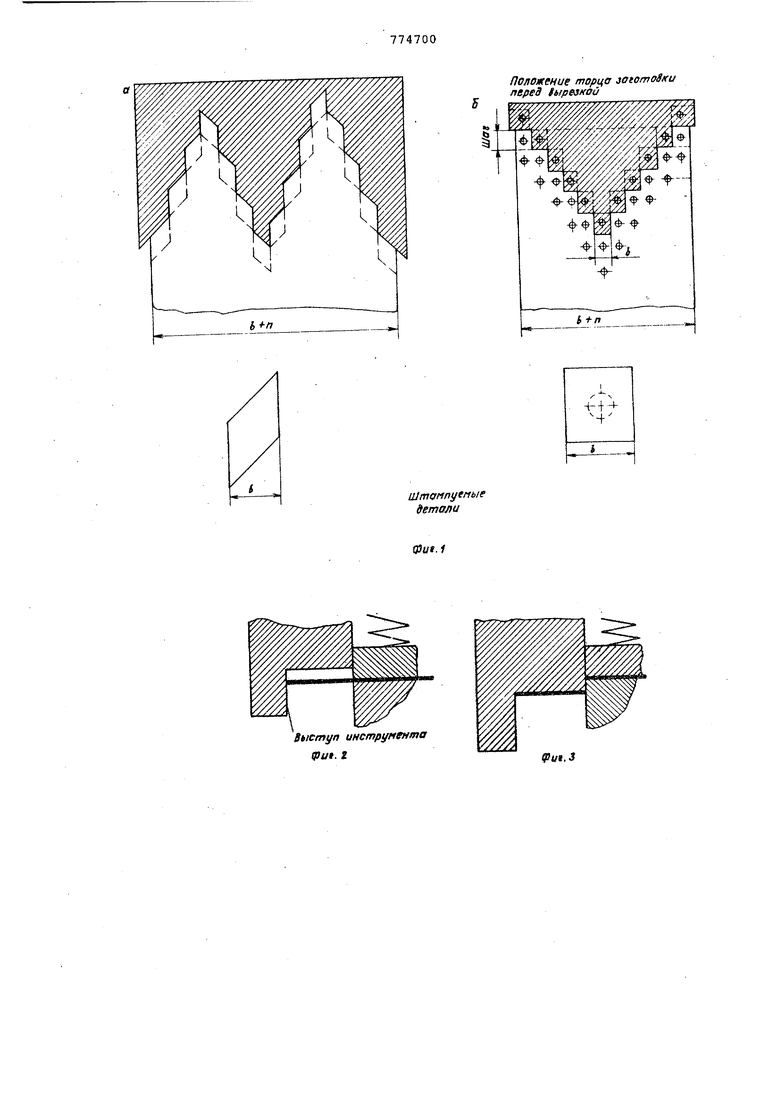
На фиг. 1 а, б представлены виды раскроя листовой заготовки в соответствии с описываемым способом в зависимости от форъвл и размеров штампуемой детали (п - число рядов штампуемых деталей, размещающихся в заготовке) ; на фиг. 2 - инструмент с заготовкой до отрезки очередной группы детгшей на фиг. 3 то же после отрезки последних; на фиг. 4 - схема осуществления способа.
Раскрой на фиг. 1. а может быть рекомендован при производстве в боль-. ших количествах мелких деталей.
Раскрой на фиг. 1 б рекомендуется при получении более крупных деталей с размерами, соизмеримыми с размерами инструмента и рабочей зоны оборудования.
При осуществлении способа в результате первого перехода оформляется лишь две взаимно перпендикулярные стороны каждой из штампуемых деталей а после подачи на очередной шаг в результате второго перехода образуются две другие стороны штампуемых деталей одновременно с отделением последних от общей заготовки.
Для обеспечения подачи на шаг, т.е. на величину,равную одной из сторон штампуемой детали, в направлении подачи полосу заготовки упирают в уступ инструмента, специально выполненный для этой цели, причем расстояние от режущей кромки до упорной части инструмента равно упомянутой стороне детали или, что одно и то же, шагу подачи.
При использовании автоматической точной подачи заготовок на шаг необходимость в упорном выступе на инстрменте отсутствует.
При осуществлении способа линия резания непрерывная и одновременно
может быть образован полуконтур множества деталей.
Ширину заготовки выбирают кратной числу одной из сторон, штампуемой детали.
Использование предлагаемого способа штамповки позволит увеличить производительность труда и свести к минимуму технологический отход, что особенно важно в крупносерийном и массовом производстве.
Формула изобретения
1.Способ безотходной последовательной вырубки из полосы многоугольных деталей типа параллелограмма , при котором детали вырубают одновременно по всей ширине полосы, а подачу осуществляют на шаг, кратный стороне детали в направлении подачи полосы ,отл и ч аю.щи йс я тем, что, с целью повышения производительности процесса вырубки, по меньшей мере на части ширины полосы вырубают детали, смежные в направлении,
перпендикулярном к направлению пода. чи полосы, на расстоянии одна от другой в направлении/ параллельном направлению подачи, равном длине детали.
2.Способ по п. 1, отличающийся тем, что вырубают детапщ, расположенные в различных частях полосы, сигФ1етрично относительно продольной оси последней.
Источники информации, принятые во внимание при экспертизе
1; Романовский В.П. Справочник Q по холодной штамповке. М., Машиностроение, 1972, с. 419, таблица 164.
2. Романовский В.П. Справочник по холодной штамповке. М., Машиностроение, 1972, с. 427, фиг. 437 (прототип).
Положение торца joeomoSifu перед iiifpeiKOu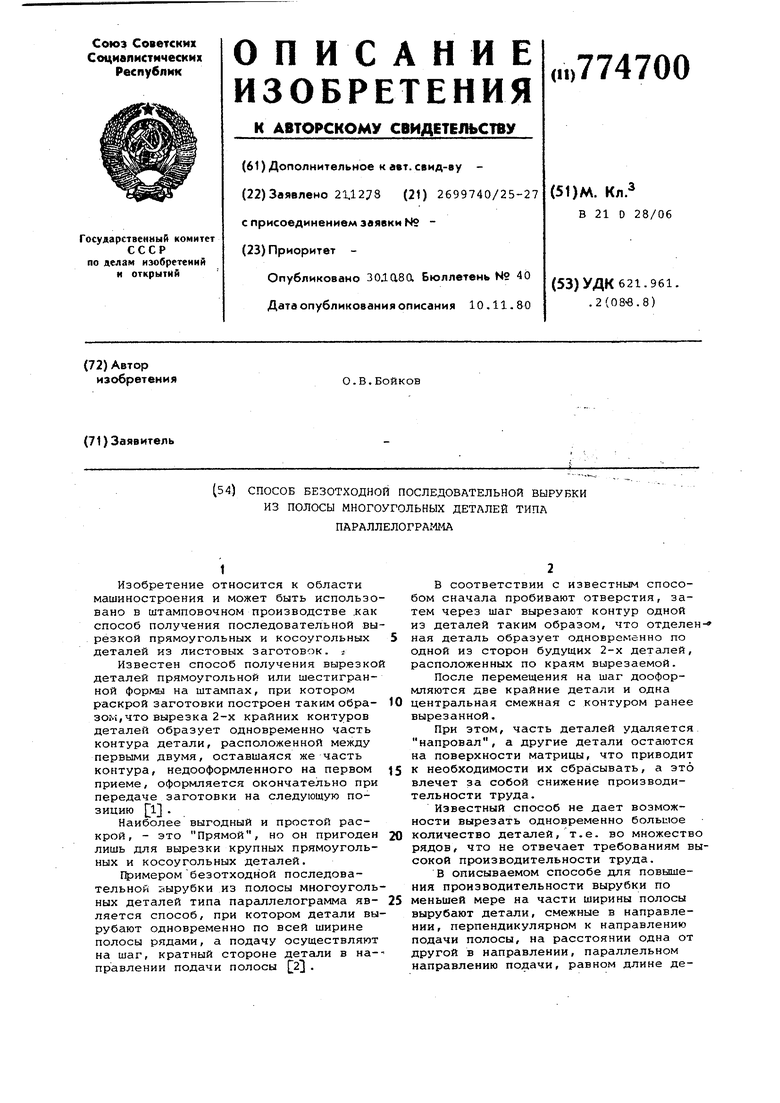
-.
ч-tЧ
lUmonnyfffb/e детали
ut.3
KoHmyf iujffJKU no eaffyro- v, шен laate N
Торец sgtomotifu afflfff Stipenfou
виетуа Iti/teuru 1-ой 9tmeau
neftafi {чрезанная femOAt
