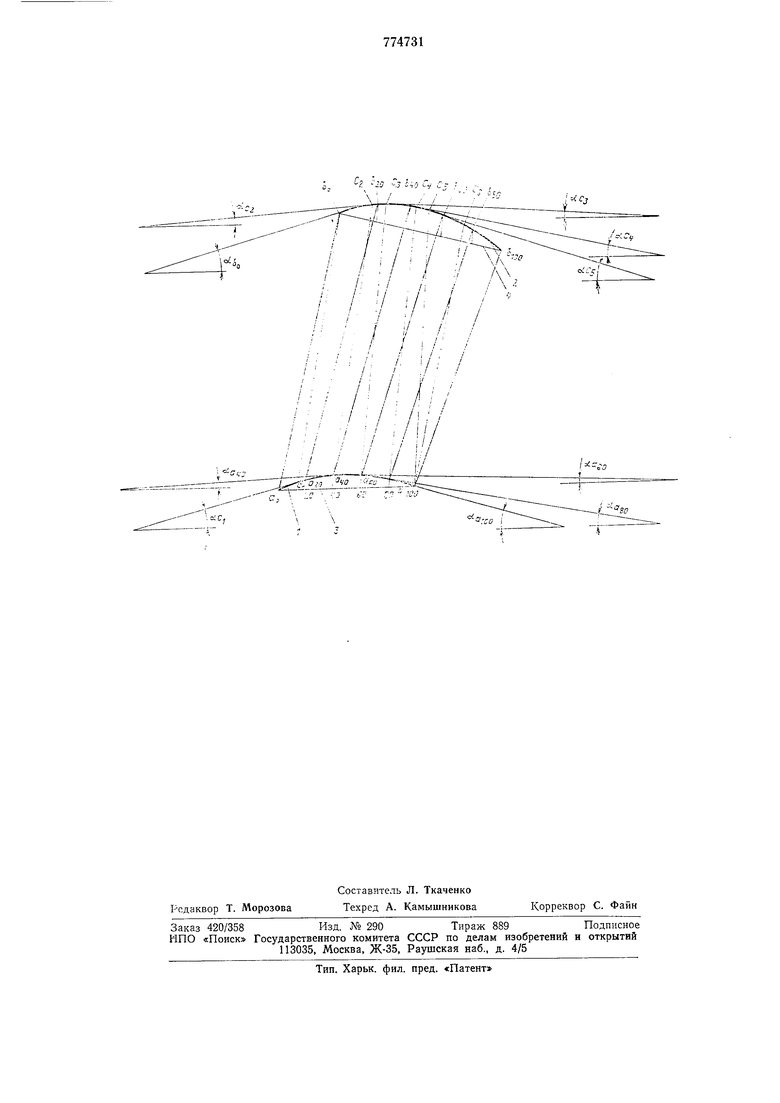
«80, alOO, ЬО). Для каждой из них строят касательную и определяют угол ее наклона к базовой плоскости, единой для обоих сечений (углы а а40, а абО, а а80, ее а 100, 10608Q10) а. bQ). Для каждой точки первого сечен.ия о находят на Втором сечеиии точку, имеющую касательную с таким же углом наклона к базовой плоскости. Далее яа средние участки: торцов заготовни наносят найдекные точки, а на боковых участках, т. е. на тех частях тордов точкам, которьим нет -соответствующих точек с касательными, лежащими в тех же плоскостях, производят равиомерную разметку. После чего 1соединяют -соответствующие точки olbQ, а40с2, абОеЗ, с80с4. а 100с5, а «а боковых участках проводят веерообразлые линии, наиример, alQOcQ. Затем заготовку устанавливают на гибочиую матрзщу И последовательно изгибают пуансоиом, расположенным вдоль .каждой линии гиба. В процессе гиба обеспечивается заданная закрутка сечаний. После этого заготовку по участкам доводят по иродоль,ной кр|ИБиз.не, напрИ1мар, с помощью свободиой гибки :на том же оборудоваНии, что и на первой операции. Пример выполненяя способа. Панель толщиной 10 мм из сплава 16 г, щириной 1,5 м и длиной 7 м имеет копцеБые сеЧ6ИИЯ, хорды которых имеют 1взаи:м.ную закрутку 3°. На заготовке, .вырезанной по развертке панели, размечают я а торцах найденные на эталонной детали точки образующих развертывающейся иоверхности и выполняют краской эти ЛИВИИ. Оиоры гибочной м атрицы устанавливают на 1расстоянии 200 мм и размещают заготовку так, чтобы линия аЮОсб проходила по оси гибочной матрицы. По этой линии последовательно воздействуют пуансоном на заготовку, затем гнут по друтим линиям. После этого проверяют прилегание заготовки к каркасу щаблонов и проводят доводку продольной кривизны на этом же . Технико-экономическая эффективность способа определяется снижением трудоемкости формообразоваиия, так как исключается необходимость отдельной операции закрутки и упрощается доводка кривизны, а также исключением необходимости использования специального оборудования для закрутки стоимостью около 50 тыс. руб. Формула изобретения Способ изготовления панелей линейчатой иоверхяости с криволинейными концевыми сечениями путем разметки на торцах заготовки соответствующих пар точек, нанесения между ними линий гиба и последующей гибки но нанесенным линиям, о тл и чающийся тем, что, с целью получения панелей с закрученными концевыьми сечениями, для разметки пар точек используют эталонную деталь, находят на средней части ее торцов точки, касательные к которым лежат в одной плоскости, переносят найденные пары точек на средние участки тарцов заготавки, а на боковые участки наносят точки с равномерным щагом и при нанесении линий пиба их соединяют веерообразно с крайней точкой среднего участка противоположного торца заготовки. Источник информации, принятый во внимание при экспертизе: .- 1. Авторское свидетельство СССР № 103218, кл. В 21 D 5/14, 1954.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения положения линий гиба панелей | 1980 |
|
SU902940A1 |
| Способ определения положения линий гиба панелей | 1983 |
|
SU1140866A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2000 |
|
RU2181642C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| Гибочный штамп | 1978 |
|
SU766705A1 |
| Способ гибки изделий переменной кривизны и устройство для его осуществления | 1985 |
|
SU1355318A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ | 2002 |
|
RU2229355C1 |
| СПОСОБ ТЕРМОСИЛОВОГО ЛОКАЛЬНОГО ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2010 |
|
RU2449847C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2003 |
|
RU2243843C1 |