Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении металлических конструкций типа модуль-панель, состоящих из листов и ребер или профилей, а также прессованных или сварных панелей.
Известны способы гибки и правки металлических деталей с применением упругопластического изгиба в холодном состоянии, а также с применением местных нагревов (Куклин О.С., Шабаршин В.П. «Средства технологического оснащения корпусообрабатывающих цехов». - Л.: "Судостроение", 1985, Куклин О.С., Михайлов B.C. «Проблемы повышения качества правки и гибки корпусных деталей». - "Судостроение", 1988, Горбач В.Д., Васильев А.А. и др. «Технологическое проектирование корпусообрабатывающих цехов судостроительных предприятий». - СПб: ФГУП "ЦНИИТС", 2005).
Известно техническое решение по патенту РФ №927372, в котором при формообразовании металлических заготовок предложено совместное воздействие локальных изгибающих усилий и местных нагревов по линиям гибки.
Задачей настоящего изобретения является обеспечение ресурсосбережения при гибке и правке металлических деталей и конструкций типа модуль-панель. Технический результат, обеспечивающий решение поставленной задачи, заключается в снижении длительности и трудоемкости технологического процесса формообразования указанных деталей и конструкций.
Поставленная задача решается следующим образом.
В предлагаемом способе сначала производят приложение продольных усилий вдоль оси ребер жесткости до придания панели криволинейной формы вдоль этих ребер, а затем поперечных усилий с одновременным нагревом с вогнутой стороны панели участков в виде клиньев, расположенных поперек ребер жесткости. При этом ширину основания клиньев и шаг между участками выбирают обратно пропорциональным заданным радиусам кривизны, а глубину нагрева осуществляют на высоту заготовки.
В частном случае предлагаемого способа поперечные усилия прикладывают с учетом последующей тепловой усадки нагретого металла и его пружинения, причем в местах с заданной двоякой кривизной поперечное усилие выбирают прямо пропорционально сумме заданных продольной и поперечной кривизны панели.
Сущность предложения поясняется схемами на фиг.1-5.
На фиг.1 изображена гибка листовой детали ротационно-локальным деформированием (РЛД) с применением местных (локальных) нагревов.
На фиг.2 изображена та же операция с применением последовательно локального деформирования.
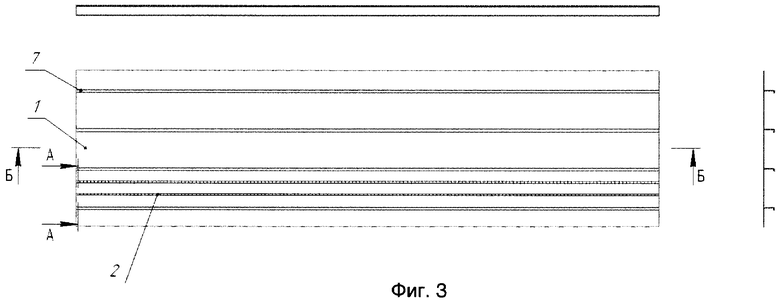
На фиг.3 приведен способ гибки (правки) типовой сварной конструкции типа модуль-панель (вид сверху), состоящей из листов и профилей.
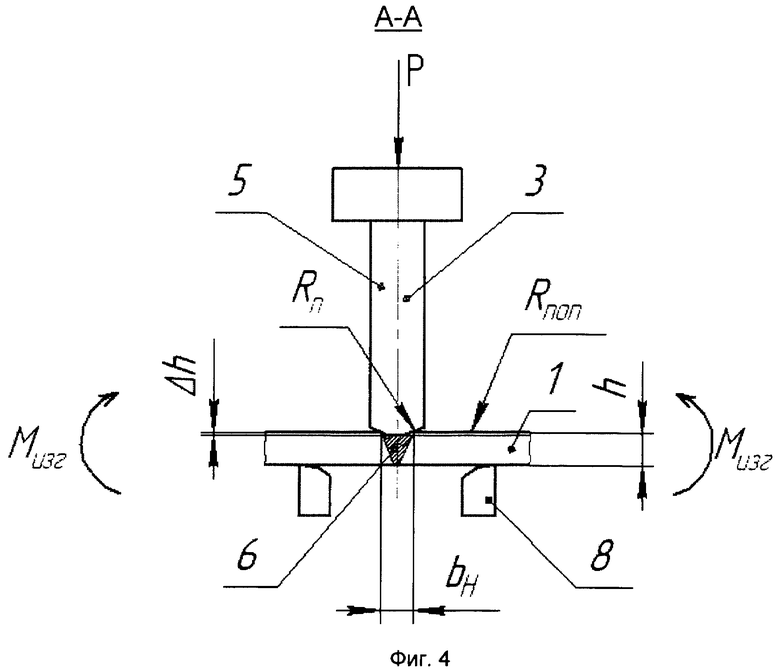
На фиг.4 показано поперечное сечение изгибаемой листовой части панели или листов сварной конструкции (сечение А-А на фиг.1-3).
На фиг.5 изображено поперечное сечение Б-Б сварной конструкции модуль-панель (Фиг.3) в месте приварки профиля.
Листовая деталь 1 (Фиг.1) подвергается по линии гиба ротационно-локальному деформированию (РЛД) роликом 3 с радиусом закругления Rп рабочей поверхности усилием Р по сечению 5 (А-А) по предварительно нагретому участку 6 линии гиба шириной bн с шагом линий гиба и нагрева bi. Заданные радиусы кривизны детали - продольный Rпр и поперечный Rпоп (фиг.4).
Листовая деталь 1 (Фиг.2), входящая, например, в состав модуль-панели, может быть изогнута последовательно локальным деформированием (ПЛД) по линии гиба 2 пуансоном 3 с закруглением Rп его рабочей поверхности усилием Р в точках 4, обозначенных крестиками с предварительным нагревом в этих точках, как показано в поперечном сечении А-А на фиг.4. Шаг линий гиба и точек нагрева bi.
Сварная конструкция типа модуль-панель, состоящая из листов 1 и ребер жесткости (профилей) 7 (фиг.3), подвергается локальным нагревам по линиям гиба на листах 2, как показано в сечении А-А на фиг.4. Причем нагрев производится в левой части с вогнутой лицевой стороны сверху, а в правой части конструкции - снизу (фиг.5), так как в этом месте направление гибки меняется.
Местные нагревы листовых деталей (фиг.1-2) и конструкции (фиг.3) производятся в поперечном сечении в виде клина по толщине (высоте) заготовки) (фиг.4 и 5) с шириной основания клина bн. Величина bн выбирается в зависимости от радиуса заданной кривизны изгиба R детали, с которым она связана соотношением, исходя из общепринятой гипотезы плоских сечений при изгибе (фиг.4)
 .
.
Шаг линий гибов bi и ширина нагрева bн увеличиваются с уменьшением требуемого радиуса детали в зависимости от допуска на заданную форму ее поверхности и с учетом последующей тепловой усадки нагретого металла, как это принято при тепловой гибке листов, что определяется по приведенным в описании литературным источникам.
Приложение изгибающих усилий Р (Фиг.1, 2, 3) осуществляется перемещаемыми по линиям гиба 2 роликом или пуансоном, а изгибающие моменты создаются с применением опорных матриц 8 или укладкой грузов, как это выполняется при изгибе листов и секций корпусов судов.
При гибке листовых деталей конструкции (модуль-панели) двойная кривизна получается приданием утонения заготовке Δh (фиг.4), величина которого определяется в зависимости от требуемых радиусов продольного Rпр и поперечного Rпоп изгиба по общепринятому условию несжимаемости твердого тела
Локальный нагрев при гибке и правке может осуществляться установками ТВЧ, газовыми или плазменными горелками, лазером, при этом для создания клиновых прогревов наиболее эффективны первые три указанных метода.
Опробование предложенного способа осуществлялось в производственных условиях ОАО "Судостроительный завод "Северная верфь", где на экспериментальной установке изгибались листы наружной обшивки корпусов судов с применением местных полосовых нагревов газовыми горелками. Для интенсификации формообразования изгибающие моменты создавались обжимом заготовки клиньями по кромкам. Применение местных нагревов также проверялось на станке МГПС-25 в условиях ОАО "СФ "Алмаз". При этом нагрев осуществлялся сварочными электродами.
Применение предложенного способа формообразования (гибки и правки) листовых деталей типа модуль-панель с использованием, например, автоматизированного гибочно-правильного комплекса АГПК-25 позволит по сравнению с применяемым в настоящее время методом РЛД увеличить толщину обрабатываемых листов до 4 раз при проведении зонального нагрева зоны устройствами ТВЧ, например, норвежской фирмы "ELCA". По сравнению с гидропрессами и вальцами снижение требуемого усилия гибки достигает 20-40 раз, массы гибочной оснастки в 12-60 раз, массы оборудования в 3,5-6 раз, установленной мощности в 2-4 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ И ТРУБЧАТЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2008 |
|
RU2376094C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК И МНОГОФУНКЦИОНАЛЬНЫЙ ГИБОЧНО-ПРАВИЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2299107C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ | 2004 |
|
RU2259249C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2003 |
|
RU2243843C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЧНЫХ УСЛОВИЙ И КРИТЕРИЕВ ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2006 |
|
RU2336135C2 |
| Способ изготовления сварной панельной конструкции | 1990 |
|
SU1724509A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ КОНСТРУКЦИИ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2246365C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ И ПОЛОС | 2004 |
|
RU2288801C2 |
| ГИБОЧНО-ПРАВИЛЬНЫЙ РОЛИКОВЫЙ ПРЕСС | 2004 |
|
RU2261768C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 2000 |
|
RU2194589C2 |

Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении металлических конструкций типа модуль-панель, состоящих из листов и ребер или профилей, а также прессованных или сварных панелей. Сначала прикладывают продольные усилия вдоль оси ребер жесткости до придания панели криволинейной формы вдоль этих ребер. Затем - поперечные усилия с одновременным нагревом с вогнутой стороны панели участков в виде клиньев, расположенных поперек ребер жесткости. При этом ширину основания клиньев и шаг между участками выбирают обратно пропорциональным заданным радиусам кривизны, а глубину нагрева осуществляют на высоту заготовки. Снижается длительность и трудоемкость технологического процесса формообразования. 1 з.п. ф-лы, 5 ил.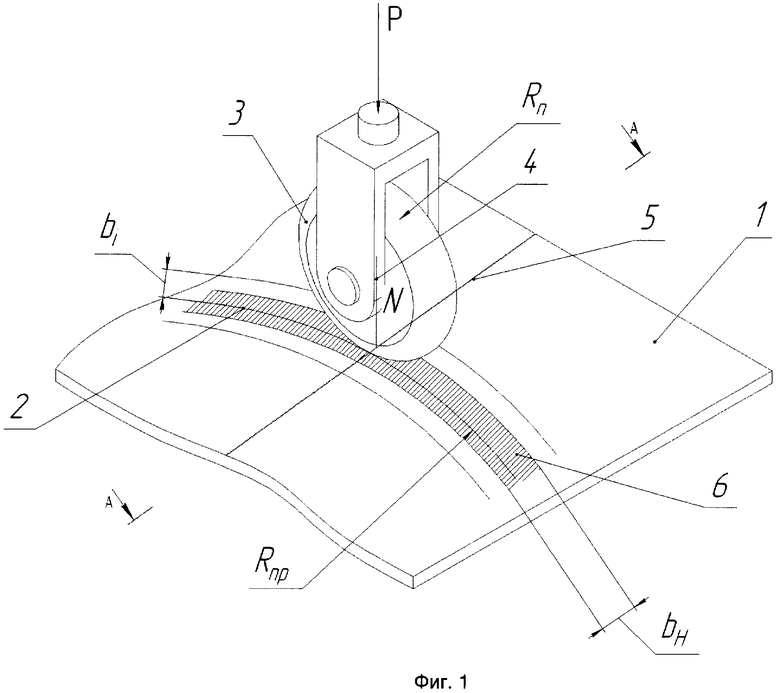
1. Способ термосилового формообразования металлических панелей двоякой кривизны, состоящих из листов с ребрами жесткости или профилей, отличающийся тем, что сначала прикладывают продольные усилия вдоль оси ребер жесткости до придания криволинейной формы с продольным радиусом кривизны панели вдоль этих ребер, а затем для получения поперечного радиуса кривизны прикладывают поперечные усилия с одновременным нагревом с вогнутой стороны панели участков в виде клиньев, расположенных поперек ребер жесткости, причем ширину основания клиньев и шаг между участками выбирают обратно пропорциональными заданным радиусам кривизны, а глубину нагрева осуществляют на высоту заготовки.
2. Способ по п.1, отличающийся тем, что поперечные усилия прикладывают с учетом последующей тепловой усадки нагретого металла и его пружинения, причем в местах с заданной двоякой кривизной поперечное усилие выбирают прямо пропорционально сумме заданных продольной и поперечной кривизны панели.
| Способ гибки сварных стальных панелей,содержащих обшивку с ребрами жесткости | 1983 |
|
SU1250348A1 |
| Способ изготовления профилей из высокопрочных полосовых заготовок | 1978 |
|
SU776708A2 |
| ПАРАШЮТНЫЙ КОМПЛЕКС ПАРАПЛАНЕРИСТА | 1992 |
|
RU2007341C1 |
| RU 22243844 С1, 10.01.2005. | |||

