1
Изобретение относится к области сварки, а именно к составу сварочной проволоки, применяемой преимущественно для сварки никелевых сплавов со сталью.
Известен состав сварочной проволоки Cl3 I содержащий следующие компоненты, вес.%
Хром12-16
Молибден10-16
Вольфрам2-8
Титан0,6-1,5
Алюминий0,3-1,0
НикельОстальное,
и проволоки ЭП356, состава:
Хром17,0-20,0
Вольфрам4,0-5,0
Молибден10,0-16,0
Титан2,2-2,3
Алюминий0,9-1,5
НикельОстальное.
При применении этих проволок для сварки соединения ЭП202-ЭП56 прочность сварного соединения (7382 кг/мМ значительно ниже прочности свариваемых металлов (100-104 кг/мм для ЭП202 и 120-126 кг/мм для ЭП56), Кроме того, металл шва, выполненного проволокой ЭП-356, характеризуется невысокой ударной вязкостью: 3,54,0 кгм/см, при требовании не менее 5 кгм/см и технологической прочностью (показатель) (10-11,5 мм/мин), что приводит к образованию горячих 5 трещин при сварке.
По составу компонентов наиболее близка к данному составу проволока 2, содержащая, вес.%:
Хром14-16
.10 Молибден .12-14
Вольфрам2-4
Титан1,3-1,6
Алюми НИИ0,6-0,9
Эта проволока характеризуется 15 более высокой ударной вязкостью
металла шва (5-6 кгм/см) и технологической прочностью 16-17 мм/мин.Однако прочность сварного соединения недостаточна (85-38 кг/мм), что 20 не позволяет в полной мере использовать высокие механические свойства основного металла и приводит к необходимости завышения расчетной толщины стенок и веса сварной конструк25 дни.
Целью изобретения является разработка состава сварочной проволоки на никелевой основе, который позволил бы повысить качество металла шва и 30 сварного соединения сплава ЭП202 со
сталью ЭП56, а именно ударную вязкость, предел прочности сварного соединения и стойкость против образвания горячих трещин при сварке (тенологическую прочность).
Цель достигается тем, что состав содержит компоненты в следующем соотношении, вес.%: : Хром 14,0-16,0
Вольфрам 2,0-4,0
Молибден 12,0-14,0
Титан1,9-2,2
Алюминий 1,4-1,7
Никель Остальное
Титан и алюминий способствуют упрочнению металла сварного шва на никелевой основе, это объясняется вьщелением в процессе термической обработки сварной конструкции 1 -фазы, имеющей химический состав Nij (Ti ,AI ) .
С увеличением содержания титана и алюминия в шве возрастает количество дисперсных вьщелений -(Ьаэы, увеличивается прочность металла. Однако металлографическими и механическими испытаниями, проведенными
при сварке соединений сплава ЭП202 со сталью ЭП56 установлено, что чрезмерные концентрации этих элементов 2,1-2,5% титана и 1,7-2,0% алюминия в металле шва приводит к появлению грубых вьщеления JJ -фазы, усилению неоднородности микроструктуры и, как следствие, к резкому падению пластических свойств металла, а также некоторому снижению его прочности.
в то же время оказалось неоднозначным влияние этих элементов на технологическую прочность, оно имеет сложный характер. Для существенного повышения качества сварного соединения найдено оптимальное соотношение титана и алюминия в составе металла шва с учетом конкретной композиции сплава.
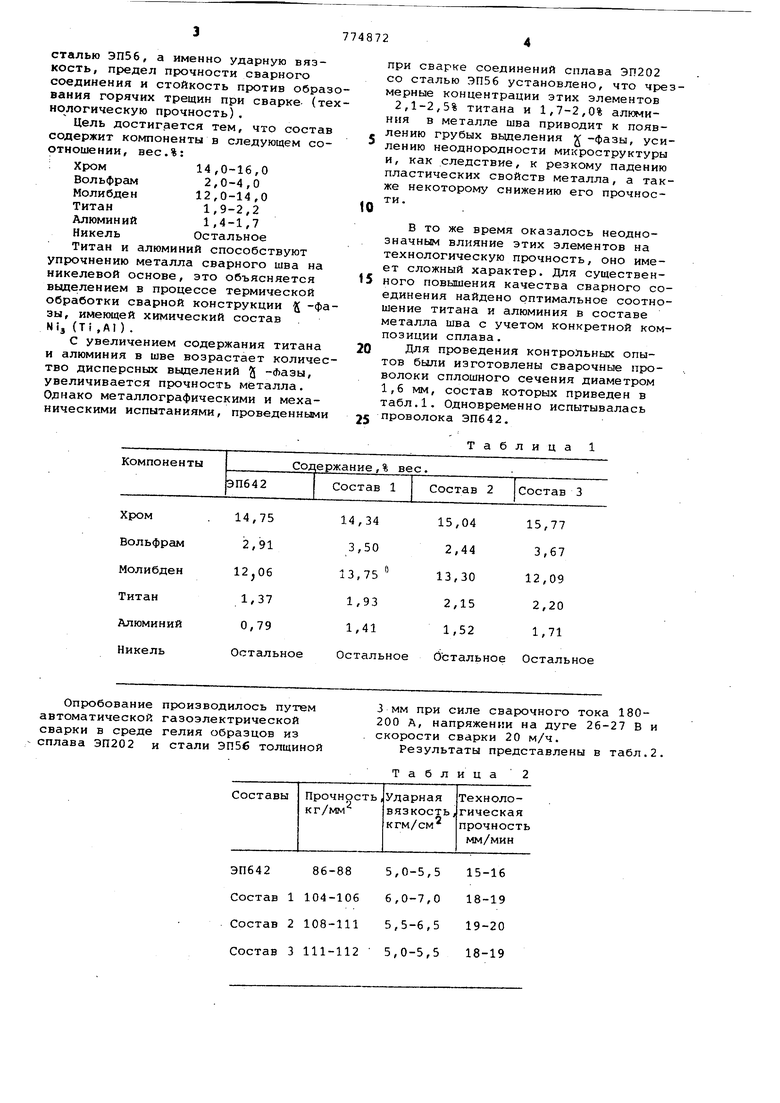
Для прюведения контрольных опытов были изготовлены сварочные проволоки сплошного сечения диаметром 1,6 мм, состав которых приведен в табл.1. Одновременно испытывалась проволока ЭП642.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав сварочной проволоки | 1979 |
|
SU859086A1 |
| Керамический флюс | 1975 |
|
SU538867A1 |
| Состав сварочной проволоки | 1978 |
|
SU747664A1 |
| Состав сварочной проволоки | 1979 |
|
SU863264A1 |
| Состав порошковой проволоки для сварки меди | 1978 |
|
SU774874A1 |
| Состав сварочной проволоки | 1979 |
|
SU825301A1 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2010 |
|
RU2446929C1 |
| СПЛОШНАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2008 |
|
RU2436664C1 |
| ПРИСАДОЧНЫЙ МАТЕРИАЛ НА ОСНОВЕ НИКЕЛЯ | 2015 |
|
RU2602570C1 |
| СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ ИЗГОТОВЛЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2080973C1 |
Опробование производилось путем автоматической газоэлектрической сварки в среде гелия образцов из сплава ЭП202 и стали ЭП56 толщиной
ЭП642 86-885,0-5,515-16
состав 1 104-1066,0-7,018-19
. Состав 2 108-1115,5-6,519-20
Состав 3 111-112 5,0-5,518-19
3 мм при силе сварочного тока 180200 А, напряжении на дуге 26-27 В и скорости сварки 20 м/ч.
Результаты представлены в табл.2.
Таблица 2
Как видно из таблицы 2 использование данногосостава сварочной проволоки обеспечивает высокую технологическую и конструкционную прочность соединений сплава ЭП202 со сталью ЭП56. При этом, по сравнению со сварочной проволокой ЭП642, предел прочности сварного соединения возрастает на 21-26% при сохранении ударной вязкости на уровне 5-6 кгм/см. Увеличение показателя технологической прочности на 20-25% позволяет избежать образования горячих трещин при сварке.
При содержании титана в проволоке менее 1,9% и алюминия менее 1,4% существенно снижается предел прочности сварного соединения и не достигается высокая технологическая прочность. В то же время при увеличении концентрации этих элементов соответственно выше 2,2% и 1,7% снижается пластичность металла шва и падает технологическая прочность.
Таким образом, предложенная сварочная проволока позволяет повысить качество газоэлектрической сварки соединений ЭП202 ЭП56 и эксплуатационную надежность соответственных сварных конструкций.
Формула изобретения
Состав сварочной проволоки преимущественно для сварки никелевых сплавов со сталью, содержащий никель, хром, вольфрам, молибден., титан и алюминий,отличающий с я тем, что, с целью повышения качества металла шва, он содержит компоненты в следующем соотношении, вес.%: Хром14-16
Вольфрам2-4
Молибден12-14
5
Титан1,9-2,2
Алюминий1,4-1,7
НикельОстальное.
Источники информации, принятые во внимание при экспертизе
0
№ 207701, кл. В 23 К 35/30, 18.07.66 (прототип).
