I
Изобретение относится к оборудованию для правки гладкой или рифленой проволоки диаметром 3-14 мм, используемой после мерной резки в качестве элементов арматуры при изготовлении железобетонных изделий и конструкций. .Оно может быть использовано в арматурных и заготовительных иехах заводов, изготовляющих железобетонные изделия.
Известно устройство для правки прут.кового материала, содержащее вращающийся барабан с размещенными в нем.правильными элементами в виде втулок 1 Однако в таких устройствах при трении об обрабатываемый материал быстро изнашиваются втулки. Особенно интенсивный износ втулок наблюдается при прохождении через них участков сварки с кольцевым гратом.
Известно также устройство для правки пруткового материала, содержащее смонтированный на станине вращающийся барабан, внутри которого установлены с возможностью радиального перемещения один
относительно другого ползуны, каждый из которых имеет на одном конца хвостовик
Это устройство непригодно для обработки проволоки с различным модулем упругости в широком диапазоне диаметров. Причем перемещение правильных роликов в продольном направлении не предусмотре,но. Кроме того, известное устройство пригодно лишь ;1лй правки отдельных прут ков, так как в нем отсутствует механизм протяжки проволоки, сматываемой с бухты.
Таким образом, при обработке проволок различного диаметра необходимо иметь несколько устройств известного типа, настроенных на соответствующий типоразмер проволоки.
Цель изобретения - расширение технологических возможностей устройства.
Поставленная цель достигается тем, что каждый ползун имеет -дополнительный , хвостовик, закрепленный с его другой стороны с возможностью продольного переrti(.,.
метения, a барабан имеет продольные пазы для размепюния хвостовиков.
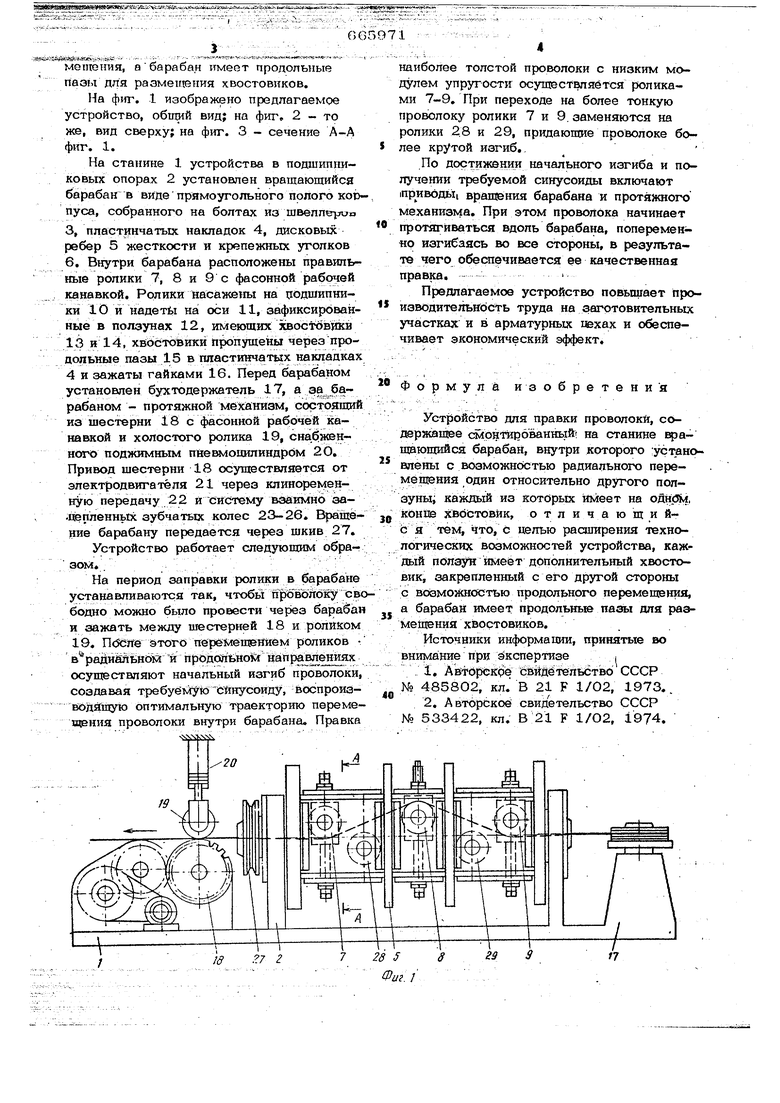
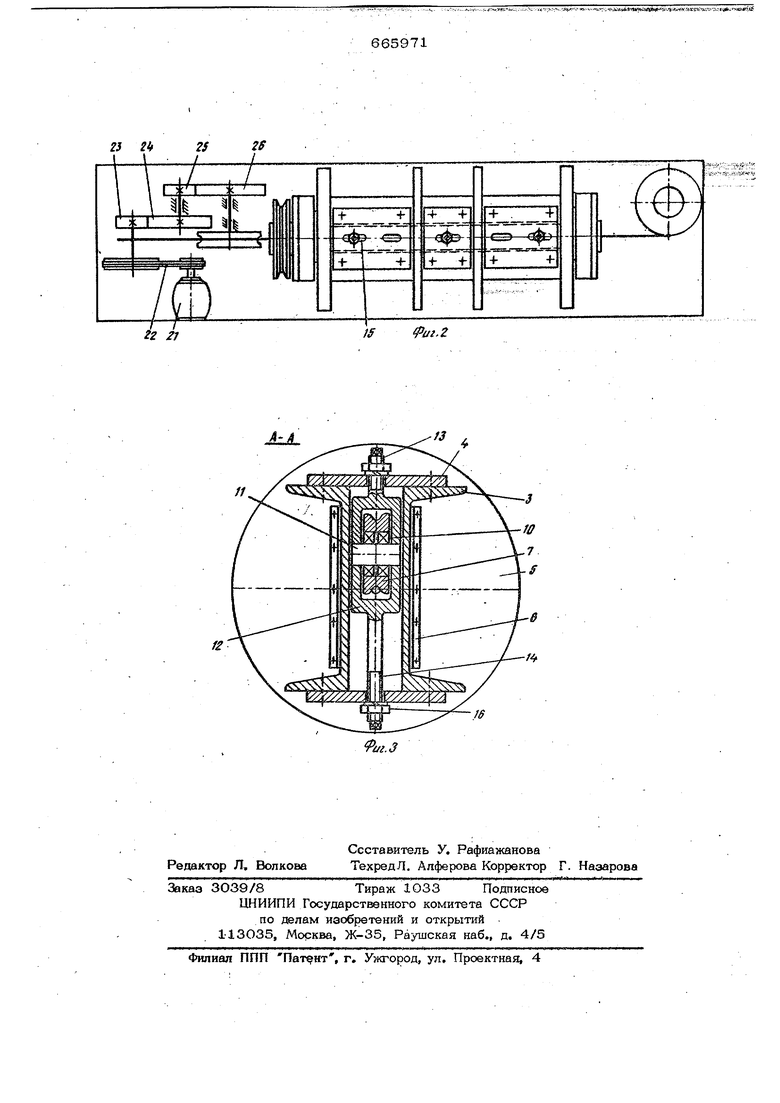
На фиг. 1 изображено предлагаемое устройство, обишй вид; HQ фиг, 2 - то же, вид сверху; на фиг. 3 - сечение А-А фиг. 1.
На станине 1 устройства в подшипниковых опорах 2 установлен вращающийся барабан в виде прямоугольного полого Kot пуса, собранного на болтах на швелле ио 3, пластинчатых накладок 4, дисковых ребер 5 жесткости и крепежных уголков 6. Внутри барабана расположены правильные ролики 7, 8 и 9 с фасонной рабочей квнавкой. Ролики насйжет1ы на цодшипники 10 и надетЬ на оси 11, зафиксированные в ползунах 12, имеющих хвостбвики 13 и 14, хвЬстовики пропущены через продольные пазы 15 в пластинчатых накладках 4 и зажаты гайками 16. Перед барабаном установлен бухтодержатель 17, а эа барабаном - протяжной мехйниэм, состоящий из шестерни 18 с фасонной рабочей канавкой и холостого ролика 19, снаб}кенного поджимным пйевмошшиндрЬм 20. Привод шестерни 18 осуществляется от электродвигателя 21 через клиноременную передачу 22 и систему взаимно аа.цепленньгх зубчатых колес 23-26. Враще ние барабану передается через шкив 27.
Устройство работает следующим образом. . . -/
На период заправки ролики в барабане устанавливаются так, чтобы пров ойбку свободно можно было провести через барабан и зажать между шестерней 18 и роликом 19. ncSCire этого перёме щенйём роликов в райиМбнЬи и продольной йапраЕшенйях осуществляют начальный изгиб проволоки, создавая требуёй ую Синусоиду, боспроизвбдйщукэ оптимальную траекторию перемещения проволоки внутри барабана, Правка
GG5971
наиболее толстой проволоки с низким модулем упругости осуществляется роликами 7-9. При переходе на более тонкую проволоку ролики 7 и 9. заменяются на ролики 28 и 29, придающие проволоке более крутой изгиб..
.По достиясении начального изгиба и получении требуемой синусоиды включают |Привбдь11 вращения барабана и протяжного механизма. При этом проволока начинает
протягиваться вдоль барабана, поперемеинр изгибаясь во все стороны, в результате чего обеспечивается ее качественная правка.
Предлагаемое устройство повьпцает производите лькгЬсть труда на заготовительных участках и в арматурных шхах и обеспечивает экономический эффект.
Формула изобретения
ycTpojicTBo для правки проволоки, содаржащее смрНШрбванньтй на станине вращающийся барабан, внутри которого установлены с возможностью радиального перемещения один относительно другого ползуны; каждый из которых имеет на оДнУЯи, коние хвбйтовйк, отличающийся тем, что, с целью расширения технологических возможностей устройства, каждый ползун имеет дополнительный хвостовик, закрепленный с его другой стороны с воамондаостью продольного перемещения, а барабан имеет продольные для размещения хвостовиков.
Источники информации, принятые во внимание при Экспертизе,
1.Aetopekpe сййдетельйтво СССР № 485802, кл. В 21 F 1/02, 1973..
2.Авторское свидетельство СССР № 533422, кл. В 21 F 1/02, 1974.
665971
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия поперечной резки арматурной стали | 1980 |
|
SU903047A1 |
| ЛИНИЯ ДЛЯ ПРАВКИ СТЕРЖНЕЙ | 1994 |
|
RU2108883C1 |
| Линия раскроя арматурной стали | 1982 |
|
SU1013137A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПРОВОЛОКИ | 2001 |
|
RU2202432C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ АРМАТУРНЫХ КАРКАСОВ | 2007 |
|
RU2352426C2 |
| Автомат для изготовления деталей сложной конфигурации из арматурной проволоки | 1990 |
|
SU1712047A1 |
| Устройство для правки пруткового материала | 1974 |
|
SU533422A1 |
| Устройство для изготовления арматурных каркасов | 1977 |
|
SU750019A1 |
| Устройство для изготовления проволочных арматурных сеток | 1989 |
|
SU1676729A1 |
| Станок для правки и резки проволоки | 1979 |
|
SU867487A1 |
ZJ Iff
/;
+ .
Ч- -t+
// аг.г
JbdL
//
/4
fS
