Изобретение относится к обработке меаллов давлением, а именно к оборудованию ля правки, поверхностной очистки и мерой безотходной резки арматурной стали.
Известна линия раскроя арматурной стаи, содержащая приемный рольганг, стыковарочную машину, ножницы, механизм перемещения плети и мерный стол со сбрасывающим механизмом и приемным бункером 1.
Недостаток этой линии - низкая производительность и трудоемкость обслуживания, в особенности при переработке стержней диаметром свыще 12 мм.
Наиболее близким техническим рещением к предложенному является линия раскроя арматурной стали, содержащая бухтодержатель, правильно-протяжное устройство, стыкосварочную мащину, ножницы и приемный бункер 2.
Недоотатком известной линии является невозможность обработки на ней бухтовой стали диаметром 14-22 мм, так как ее роликовый протяжной механизм не обеспечивает усилие, необходимое для равномерной подачи плети с постоянной скоростью: гладкая сталь проскальзывает, а стадь периодического профиля застревает в правильных барабанах, кроме того, из-за значительных колебаний переднего конца плети на выходе его из правильного барабана и инерции заготовки точная ее фиксация в зоне реза практически невозможна.
Целью изобретения является увеличение производительности « повышение качества резака.
С этой целью в линии раскроя арматурной стали, содержащей бухтодержатель, правильно-протяжное устройство, стыкосварочную машину, ножницы и приемный бункер, правильно-протяжное устройство выполнено в виде двух правильных барабанов, чередующихся с ними трех пар приводных шестерен разного диаметра и контактирующих с ними роликов, при этом каждый ролик снабжен механизмом перемещения в вертикальной плоскости, выполненным в виде пневмоцилиндра.
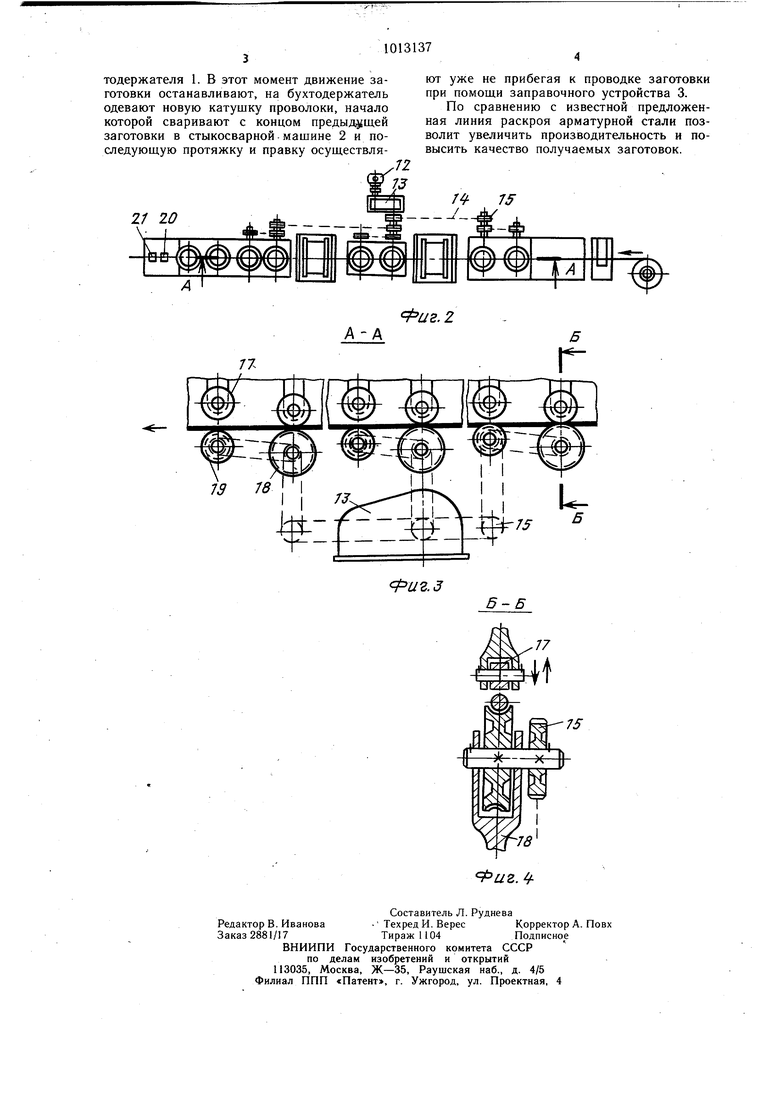
На фиг. 1 представлена схема линии; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - сечение Б--Б на фиг. 3.
Линия состоит из бухтодержателя 1, стыкосварочной машины 2, заправочного устройства 3, протяжных механизмов 4-6, ножниц 7, мерного стола 8 с упором, тормоза 9 и правильных барабанов 10 и 11. Механизмы 4-6 имеют общий групповой привод, состоящий из электродвигателя 12, редуктора 13 и приводных цепей 14, вращение от которых передается через звездочки 15 на парные приводные шестерни. К
этим шестерням посредством пневмоцилиндров 16 поджаты нажимные ролики 17. Протяжные механизмы 4-6 выполнены в виде трех пар шестерен, при этом в каж5 дои паре имеется шестерня большего диаметра 18 и .меньшего диаметра 19. Для осуществления подачи проволоки, а также для ее торможения установлены выключатели 20 и 21.
0 Линия работает следующим образом.
Катущка проволоки одевается на бухтодержатель 1. Конец проволоки заправляется между валиками заправочного устройства 3 и включается его привод (не показан). Протягиваемая валиками заправочного устройства, проволока последовательно проводится через механизм 4, правильный барабан 10, механизм 5, правильный барабан 11 и механизм 6. В период заправки нажимные ролики 17 механизмов 4-6 подняты в верхнее положение, а ролики правильных барабанов 10 и 11 максимально разведены так, что заготовка свободно проходит через все эти агрегаты. По завершении заправки включают основной привод линии - протяжные механизмь 4-6 и барабаны 10
5 и 11. С этого момента работа линии переводится в автоматический цикл: нажимные ролики 17 всех трех механизмов плотно прижимают проволоку к вращающимся щестерням 18, осуществляя ее подачу с заданной рабочей скоростью до упора торца заготовки в путевой выключатель 20, подающий команду на подъем нажимного ролика 17, поджимающего проволоку к шестерне 18, и опускание аналогичного ролика на шестерню 19 меньщего диаметра. Окружная скорость этой шестерни меньше, чем шестерни 19 и, следовательно, поступательное движение заготовки замедлится. Полное торможение заготовки происходит при контакте торца заготовки со вторым путевым выключателем 21, который подает команду
0 на подъем всех нажимных роликов 17 и опускание тормоза 9. Одновременно включается привод ножниц и ножницы 7 отрезают от заготовки стержень заданной длины, определяемой расстоянием между ножами ножниц 7 и контактной пластиной выключателя 21. После падения отрезанного стержня в приемный бункер (не показан), происходит поджатие роликов 17 в направлении к шестерням 18 и цикл возобновляется. При этом электропривод 13 протяжных механизмов 4-6 и электроприводы правильных барабанов не отключаются. В рабочем режиме заготовка зажата между шестерней 19 и нажимным роликом, а в режиме торможения - между шестерней 19 и нажимным роликом. В обоих случаях заготовr ка подается одной из шестерен 19 или 18 и проскальзывает по второй. Таким образом, осуществляется работа линии до полного сматывания проволоки с катушки бух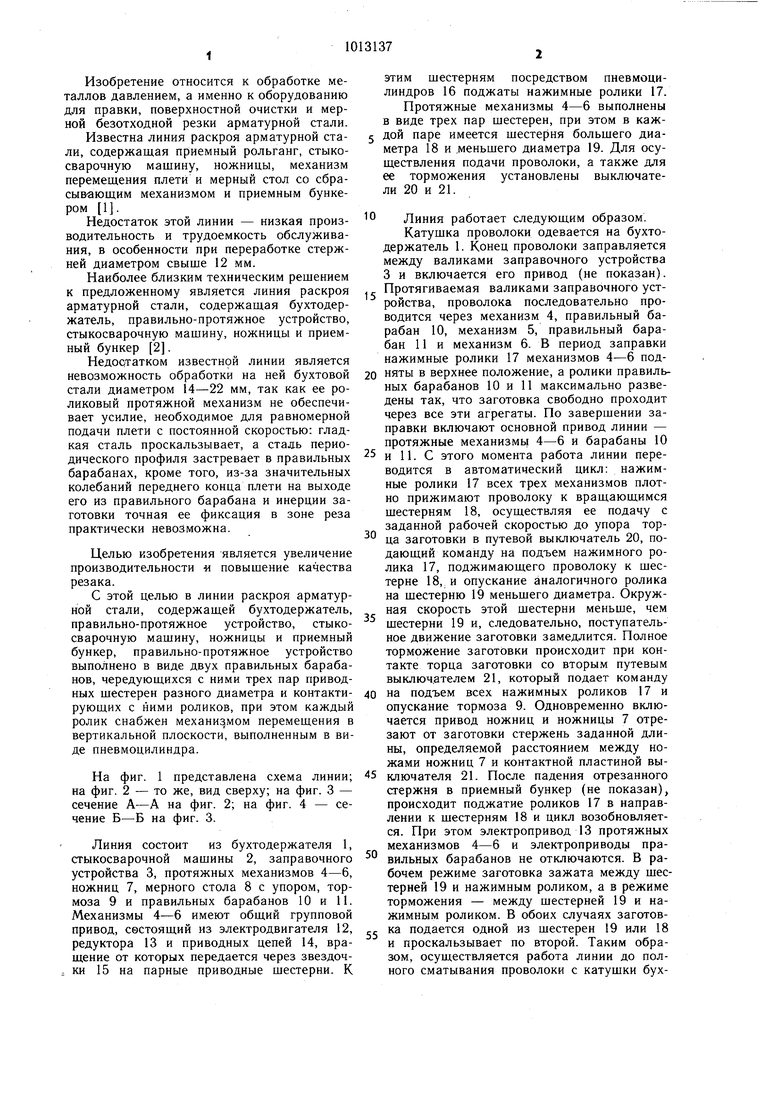
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия поперечной резки арматурной стали | 1980 |
|
SU903047A1 |
| Станок для заготовки арматурныхСТЕРжНЕй | 1979 |
|
SU795659A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БЕЗОТХОДНОЙ ЗАГОТОВКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1973 |
|
SU408730A1 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2007 |
|
RU2348493C1 |
| ОТРЕЗНОЕ УСТРОЙСТВО АВТОМАТА ДЛЯ ПРАВКИ И РЕЗКИ ПРОВОЛОКИ | 1991 |
|
RU2028202C1 |
| Устройство для правки проволоки | 1977 |
|
SU665971A1 |
| Устройство для правки и резки проволоки | 1982 |
|
SU1105268A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ для СВАРКИ ПЛ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU337208A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
ЛИНИЯ РАСКРОЯ АРМАТУРНОЙ СТАЛИ, содержащая бухтодержатель, правильно-протяжное устройство, стыкосва рочную машину, ножницы и приемный бункер, отличающаяся тем, что, с целью увеличення производительности и повыщения качества резки, правильно-протяжное устройство выполнено в виде двух правильных барабанов, чередующихся с ними трех пар приводных шестерен разного диаметра и контактирующих с ними роликов, при этсш каждый ролик снабжен механизмом перемещения в вертикальной плоскости, выполненным в виде пневмоцилиндра. СО со 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЛИНИЯ СТЫКОВОЙ СВАРКИ И РЕЗКИ АРМАТУРНОЙ СТАЛИ | 0 |
|
SU329975A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Полуавтоматическая линия безотходной заготовки арматурных стержней | 1976 |
|
SU630046A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
