() ЛИНИЯ ПОПЕРЕЧНОЙ РЕЗКИ АРМАТУРНОЙ СТАЛИ


| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ЗАГОТОВКИ И УПРОЧНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 1992 |
|
RU2014927C1 |
| ЛИНИЯ ДЛЯ ЗАГОТОВКИ И УПРОЧНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 1992 |
|
RU2074084C1 |
| Линия раскроя арматурной стали | 1982 |
|
SU1013137A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БЕЗОТХОДНОЙ ЗАГОТОВКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1973 |
|
SU408730A1 |
| СПОСОБ СКРУЧИВАНИЯ ПРУТКА, ПРОВОЛОКИ, ДРУГОГО ДЛИННОМЕРНОГО МАТЕРИАЛА И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2053036C1 |
| ЛИНИЯ ДЛЯ ПРАВКИ СТЕРЖНЕЙ | 1994 |
|
RU2108883C1 |
| РОЛЬГАНГ ДЛЯ ЛИНИИ СТЫКОВОЙ СВАРКИ и РЕЗКИ АРМАТУРНОЙ СТАЛИ | 1967 |
|
SU202375A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ для СВАРКИ ПЛ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU337208A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
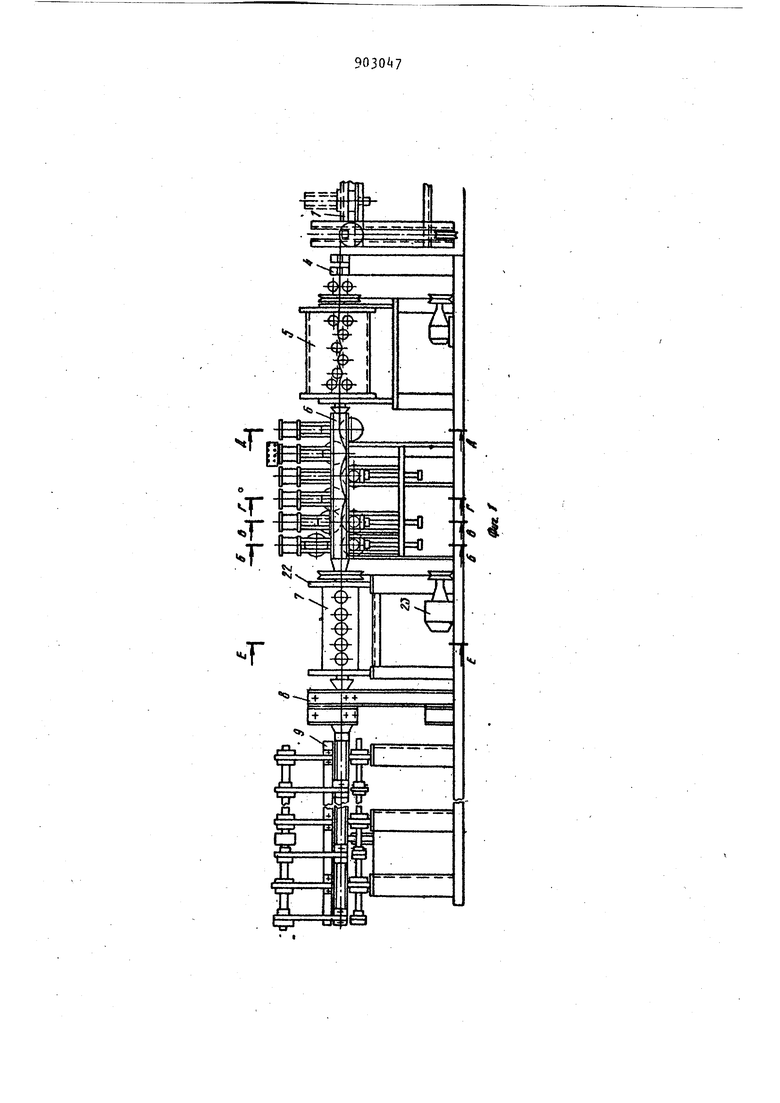





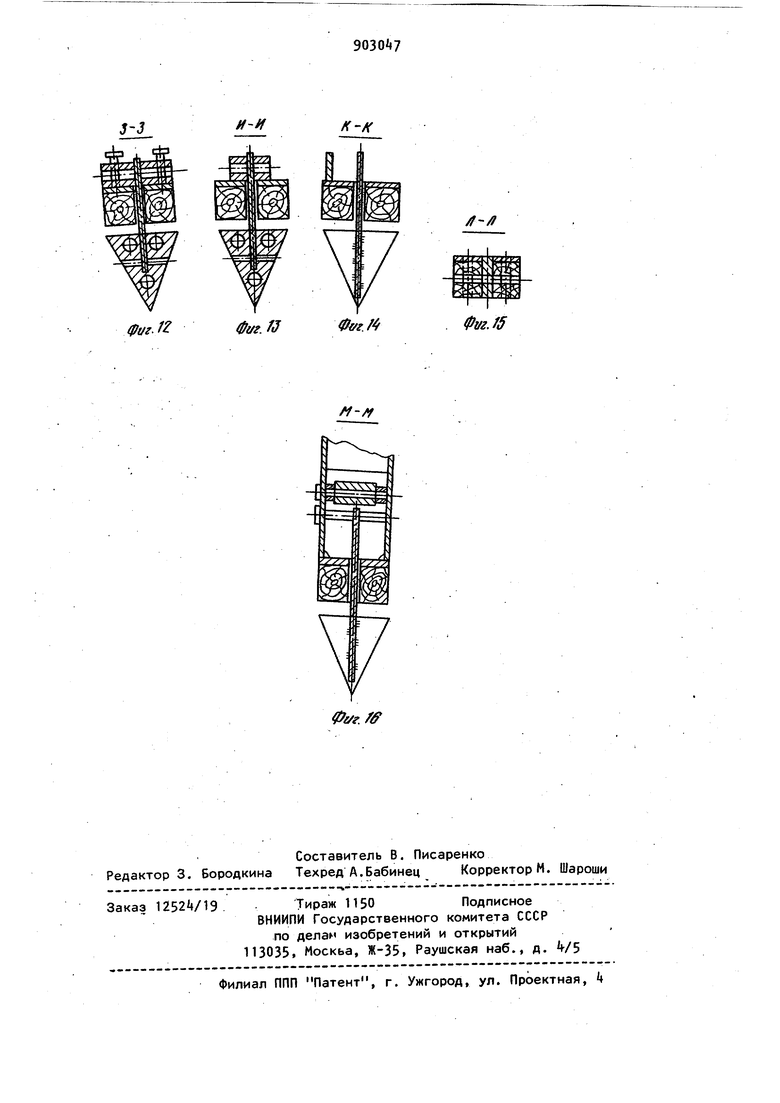
Изобретение относится к сварке, а именно к линии поперечной резки арматурной стали и может быть использовано для заготовки элементов стержневой арматуры из прутковой и проволочной стали гладкого и периодического профиля диаметром мм и в арматурных цехах заводов по изготовлению железобетонных изделий. Известна полуавтоматическая линия безотходной заготовки арматурных стержней, содержащая загрузочный стеллаж с направляющим рольгангом, правильный механизм, механизм периодической подачи заготовки, стыкосварочную машину, ножницы, мерный стол и сбрасыватель стержней СП. Такая линия об спечивает раскрой лишь прутковых заготовок и не пригодна для переработки стальной проволоки из бухт. Кроме того, использованный в линии правильный механизм ударного действия не позволяет осуществлять , качественную правку заготовки с высокими точностью и чистотой поверхности. Известна линия поперечной резки арматурной стали, содержащая смонтированные на основании и расположенные в технологической последовательности загрузочный стеллаж с бухтодержателем и направляющим рольгангом, стыко-, сварочную машину, правильное устройстёо, поворотный правильный барабан, механизм периодической подачи заготовки, ножницы и мерный стол со сбрасывателем нарезанных стержней t2}, Эта линия малопроизводительна, а также не обеспечивает требуемого качества правки арматурной стали. Целью изобретения является повышение .производительности и качества правки арматурной стали. Цель достигается тем, что в линии поперечной езки арматурной стали, содержащей смонтированные на основании и расположенные в технологической последовательности загрузочный стеллаж с бухтодержателем и направляющим рольгангом, стыкосварочную -машину, правильное устройство, пово ротный правильный барабан, механизм периодической подачи заготовки, ножницы и мерный стол со сбрасывателем, нарезанных стержней, поворотный прйвильный барабан оснащен нечетным чис лом втулок .с размещенными внутри каж дой из них с возможностью установочного перемещения вдоль оси втулок вкладышами с роликами, образующи/ и канал для прохода стержня, при этом в корпусе правильного барабана перперпендикулярно к его оси выполнены отверстия, I которых размещены указа ные втулки, а загрузочный стеллаж выполнен в виде двух кареток, причем нижняя каретка установлена на основа нии с возможностью установочного перемещения в направлении вдоль оси линии, а верхняя каретка - на нижней каретке с возможностью установочного перемещения в направлении, перпендикулярном к оси линии. На фиг. 1 изображен общий вид линии; на фиг. 2 - то же, вид сверху; на фиг. 3 - загрузочный стеллаж; на фиг. Ц - вид А на фиг. 3; на фиг. 5, .6, 7, 8 и 9 - соответственно сечения Б-Б. В-В. Г-Г, Д-Д и Е-Е фиг. 1; на фиг. 10 - сечение Ж-Ж фиг. 9; на фиг. 11 - мерный стол; на фиг. 12, 1 1, 15 и 16 - соответственно сечения 3-3, И-И, К-К, Л-Л и М-М фиг. 11. Основные узлы линии - загрузочный стеллаж 1 с направляющим рольгангом 2 и бухтодержателем 3, стыкосварочная машина , поворотное правильное устройство 5, механизм 6 периодической подачи заготовки, правильный барабан 7 ножницы 8 и мерный стол 9 со сбрасывателем нарезанным стержней.
Стеллаж 1 выполнен в виде верхней каретки, установленной на перпендикулярных к оси линии направляющих опорах 10, которые укреплены в свою очередь, на нижней каретке 11, перемещаемой по проложенным вдоль линии рельсам 12. Такое исполнение стеллажа 1 расширяет технологические возможности линии, позволяя перерабатывать на ней не только стержневую, но и проволочную арматуру в бухтах, надеваемых на бухтодержатель 3i Кроме того, при наличии нескольких верхних кареток возможна подача заготовок
, Предлагаемая линия работает слеау-; ющим образом.
Пруток или бухта арматурной стали укладываются соответственно на рольганг 2 или бухтодержатель 3, конец
заготовки проводится через машину 4, устройство 5, механизм 6, барабан 7 и ножницы 8. регулированием ползунов в устройстве 5 и пробок 27 в барабане 7 устанавливают требуемую
траекторию изгиба заготовки и включают привод линии. При этом тормоз 19 освобождает заготовку, и она зажимается между транспортирующими ;/олив любом наборе и желаемом ассортимен те. Устройство 5 имеет расположенные внytpи него ролики, укрепленные в ползунах с выступающими наружу хвостовиками, зафиксированными затяжными гайками. Каждый ползун имеет возможность установочного перемещения в радиальном и продольном относительно оси устройства 5 направлениях. Механизм 6 периодической подачи и торможения заготовки состоит из опорныхрифленых роликов 13 с групповым электроприводом Н, редуктором 15 и цепной передачей 1б. Холостые ролики 17, оборудованы индивидуальными поджимными пневмоцилиндра.ми 18. Тормоза 19 соединены с пневмоцилиндром 20. Опоры роликов 13 выполнены регулируемыми по высоте с помощью винтовых домкратов 21. Барабан 7 представляет собой цилиндрический корпус, установленный в подшипниковых опорах 22 и оборудованный электроприводом 23 для вращения его вокруг продольной ос4. В этом барабане выполнен ряд поперечных отверстий, в которые вставлены втулки 2. В последние помещены вкладыши 25 с роликами 2б, образующими канал для прохода заготовки. Фиксация заданного положения вкладыша обеспечивается зажимными пробками 27, ввернутыми во втулку 2 с обеих ее концов.. Втулки 2 укреплены в барабане с помотцью фиксаторов 28. Стол 9 содержит раму 29 с укреп ленными на ней кронштейнами 30 и 31, с рычагами 32 и 33, амортизатором k и упором 35. На кронштейнах 30 и 31 смонтированы выключатели Зб и 37, срабатывающие под воздействием пластин 33 и 39 при контакте последних с рычагами 32 и 33. 5 ками 13 и 17 и проводится до упора в рычаг 32, который поворачивается вокруг своей оси и через пластину 38 нажимает на выключатель 36, управляющий работой пневмоцилиндров 18, Пор ни этих цилиндров поднимаются вместе с обоймами роликов 17, освобождая заготовку от прижатия к роликам 13, вследствие.чего скорость заготовки резко замедляется. Далее она движется уже по инерции до соприкосновения с рычагом 33, управляющим через пластину 39 и выключатель 37 работой пневмоцилиндра 20 тормоза 19 и ножниц 8. Дальнейшее продвижение заготовки прекращается из-за упора ее тор ца в амортизатор 3, укрепленный на переставном ограничительном упоре 35 Поршень пневмоцилиндра 20 приводит в действие тормоз 19, зажимающий заготовку, а ножницы 8 отрезают от нее стержень требуемой длины, после чего цикл автоматически возобновляется. Высокое качество обработки стержне обеспечивается наличием барабана 7. В нем заготовка при ее продольнбм перемещении подвергается поверхностному упрочнению за счет многократной обкат ки роликами 2б. Меняя положение вкладышей 25 с этими роликами по длине втулок , можно регулировать изгиб заготовки и, следовательно, характер ее обработки роликами. Заготовка периодически наращивается в стыкосварочной машине за счет приварки к ее концу очередного прутка, подаваемого со стеллажа 1 на рольганг 2 или проволоки с бухты, размещенной на бухтодержателе 3. Предлагаемая линия позволяет осуществлять переработку не только прутковой но и проволочной арматуры и, кроме того, повышает качество продукции. Формула изобретения Линия поперечной резки арматурной стали, содержащая смонтированные на основании и расположенные в технологическои последовательности загрузочный стеллаж с бухтодержателем и направляющим рольгангом, стыкосварочную машину, правильное устройство, поворотный правильный барабан, механизм периодической подачи заготовки, ножницы и мерный стол со сбрасывателем нарезанных стержней, отличающаяся тем, что, с целью повышения производительности и качества правки арматурной стали, правильный барабан оснащен нечетным числом втулок с размещенными внутри каждой из них с возможностью установочного перемещения вдоль оси втулок, вкладышами с роликами, образующими канал для прохода стержня, при этом в корпусе правильного барабана перпендикулярно к его оси выполнены отверстия, в которых размещены указанные втулки, а загрузочный стеллаж вы полнен в виде двух кареток, примем нижняя каретка установлена на основании с возможностью установочного перемещения в направлении вдоль оси линии, а верхняя каретка - на нижней с возможностью установочного перемещения в направлении, перпендикулярном к оси линии. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № бЗОО 6, кл. В 23 К 11/04, 07.09.76. 2.Николаев Г. А. и др. Расчет, проектирование и изготовление сварных конструкций. Н., Высшая школа, 1972, с. 718, рис. 23-3 (прототип).
l/г.J
.: ; -/лСиЬУ.V.YP.У.Г-.у. г. о°с;---Q-. / -ои .
CD П ,- о о О С-1 С 01 . /
о о о сэ о сз о о э
H
S-f
-f7 .ГЗ,
n
4rr .Ф
Й
.T
.S
3
Фуг.
1/г.7
tfg. fff
/
г
фиг.1г
Фиг. fJ
к-к
Фуг./
