i Изобретение о-Аюснтся к машиностроению, а именно к конструкциям правильно-отрезных автоматов Известен правильно-отрезной автомат , содержащий бухтодержатель, а также размещенные на станине меха низм подачи с тянущим роликом и при водом, правильный барабан, устройство предварительной правки, включающее корггус и поджимной ролик, рычажные ножницы, приемное устройство с измерителем длины арматуры и ловитель отрезанной арматуры. В устройстве подача и правка арм туры осуществляется роликами, а отрезка - рычажными ножницами tl L Недостаток известного устройства малая производительность. Цель изобретения - повьшение про изводительности . Указанная цель достигается тем, что правильно-отрезной автомат, содержащий бухтодержатель, а также размещенньге на станине механизм подач с тянущим роликом и приводом, правильный барабан и устройство пре варительной правки, включающее корпус и поджимной ролик, рычажные нож ницы, приемное устройство с измерителем длины обрабатываемого материала и ловителем его отрезанной части, снабжен эксцентриковой осью с приводной рукояткой и устрой ством .для останова обрабатываемого материала в виде качающегося силового цилиндра с регулятором усилия и соединенного одним концом со штоком указанного цилиндра двуплечего рычага с установленным на е другом конце прижимным роликом, а на наружной поверхности поджимного ролика устройства предваритешьной правки выполнена насечка, причем устройство предварительной правки размещено между бухтодержателем и механизмом подачи с тянущим роли ком, а его поджимной ролик смонтирован в корпусе на эксцентриковой оси, устройство для останова обрабатываемого материала смонтировано перед правильным барабаном в зоне тянущего ролика механизма подачи, а его регулятор усилия элек трически связан с указанным измерителем длины и рычажными ножница1чи . Кроме того, регулятор усилия уст ройства для останова обрабатываемог материала выполнен в виде реле давления, установленного на магист9,2 рали, соединенной с порщневой полостью качающегося силового цилиндра, Причем бухтодержатель снабжен электромагнитным тормозом, а механизм подачи с тянущим роликом выполнен реверсивным. При этом наружная поверхность прижимного ролика устройства для останова обрабатываемого материала вы . попнена цилиндрической. На фиг . I показан правильно-отрезной автомат, вид спереди; на фиг.2 то же, вид сверху; на фиг. 3 - разрез А-А на фиг, 1; на фиг. 4 - разрез Б-Б на фиг, 2; на фиг, 5 - вид В на фиг. 4; на фиг, 6 - кинематическая схема автомата. Правильно-отрезной автомат содержит бухтодержатель 1 с электромагнитным ленточным тормозом 2, откидное конусное ограждение 3, станину 4 , на которой размещены устройства 5 предварительной правки, правильный барабан 6 с многоскоростным электроприводом, механизм 7 подачи и, устройство 8 для останова арматуры . За правильным барабаном 6 установлены рычаж л.1е ножницы 9 с приемным устройством 10 и ловителем J1 отрезанной арматуры. Под устройством 5 предварительной правки правильным барабаном 6 и механизмом 7.подачи установлены приемные бункеры 12-14, связанные общей магистральной трубой 15 с отсасывающим устройством 16, Устройство 5 предварительной угравки содержит корпус 7, в котоpoi-j на неподвижных осях 18 установлены ролики 19, По окружности на роликах выполнены две треугольные канавки разной высоты, предназначенlaie для правки арматуры различных размеров. При переходе с одного размера на другой ролики снимаются с осей и устаргавливаются таким образом, чтобы соответствующая канавка была в зоне правки, В корпусе 17 выполнен паз, в котором установлен с возможностью перемещения от винта 20 ползун 21, В п:олзуне на эксцентриковой оси 22 смонтирован поджимной ролик 23 с насечкой на рабочей поверхности ддя снятия окалины и облоя, Винт контрится tia крыщке корпуса 17 гайой 24 „ К торцу оси 22 шарнирно крепятся укоятки 25 для быстрого отвода роли3ка 23. В передней части корпуса по оси протягивания арматуры установле на направляющая втулка 26. Механизм 7 пбдачи смонтирован на станине 4 и состоит из тянущего ролика 27 с канавкой по окружности, жестко закрепленного на оси 28. Ось установлена на опорах 29 в подшипниках качения и соединена с многоскоростным электродвигателем 30 через соединительные муфты 31 и 32 и редуктор 33. Механизм 7 подачи выполнен ревер сивным для ускорения заправки бухты арматуры в наладочном режиме. Устройство останова арматуры установлено перед правильным бараба ном 6 в зоне тянущего ролика 27 и выполнено в виде качающегося .сило вого цилиндра 34, одним концом щарнирно закрепленного на оси на стани не 4, а другим шарнирно связанного с рычагом 35. На противоположном конце рычага на оси в подщипниках качения закреплен прижимной ролик 36, рабочая поверхность которого выполнена цилиндрической . Силовой цилиндр 34 снабжен реле давления, установленным на магистрали, соединенной с поршневой полостью. Приемное устройство 10 состоит и верхних направляющих 38, откидной планки 39, связанной щарнирно через рычаги 40 со штоком цилиндра 41. На конце прижимного устройства смонтирован измеритель 42 длины арматуры. Управление автоматом осуществляется в наладочном и автоматическом режимах с выносного кнопочного поста 43 управления и пульта 44 управления . Правильно-отрезной автомат работает следующим образом. В наладочном режиме бухта арматуры устанавливается на бухт.одержа тель 1 при расторможенном- электромагнитом тормозе 2, после чего выправляется конец арматуры, откидывается конусное ограждение 3 и ар94матура протягивается до механизма 7 подачи через устройство 5 предварительной правки, гайка 24 которого расфиксирована и ползун 21 с подвижным роликом 23 подняты вверх. Включается цилиндр 34, и арматура защемляется меяду направляющими 38 и тянущим роликом 27. Закрывается верхняя крышка ограждения 3, и ползун 21 с роликом 23, винтом -20 перемещаются вниз до соприкосновения ропика 23 с арматурой к образования соответствующего прогиба послад|Ней. Бинт 20 контрится гайкой 24, а рук.оятка 25 зафиксирована в прорези корпуса 17. При очередной заправке арматуры того же размера отвод ропика 23 осуществляется рукояткой 25, при этом ролик 23 поднимается вверх и освобождает арматуру. Включается реверс электродвигателя 30 механизма 7 подачи и невыправленный конец арматуры выталкивается из автомата . После з ащемления между роликами 27 и 36 арматура проходит через правильный барабан 6, после чего включается автоматический режим работы. Арматура выпрявляется и поступает в верхние направляю1цие 38 прижимного устройства 10 до момента срабатывания измерителя 42, после чего рычажный механизм с помощью цилиндра 34 отводит ролик 36 и подача арматуры прекращается. Одновременно срабатывают рычажные ножницы 9, от- резая стержень арматуры необходимой длины. Включается цилиндр 41 приемного устройства, отводя с по мощью рычагов 40 в сторону |откидную планку 39, и стержень арматуры подается в ловитель 11. Планка 39 приходит в исходное положение, после чего цикл повторяется . Экономический эффект достигается за счет повьшгения производительности .
CsJ
28
35
Фиг.З 6-6
24
П
Фиг. 5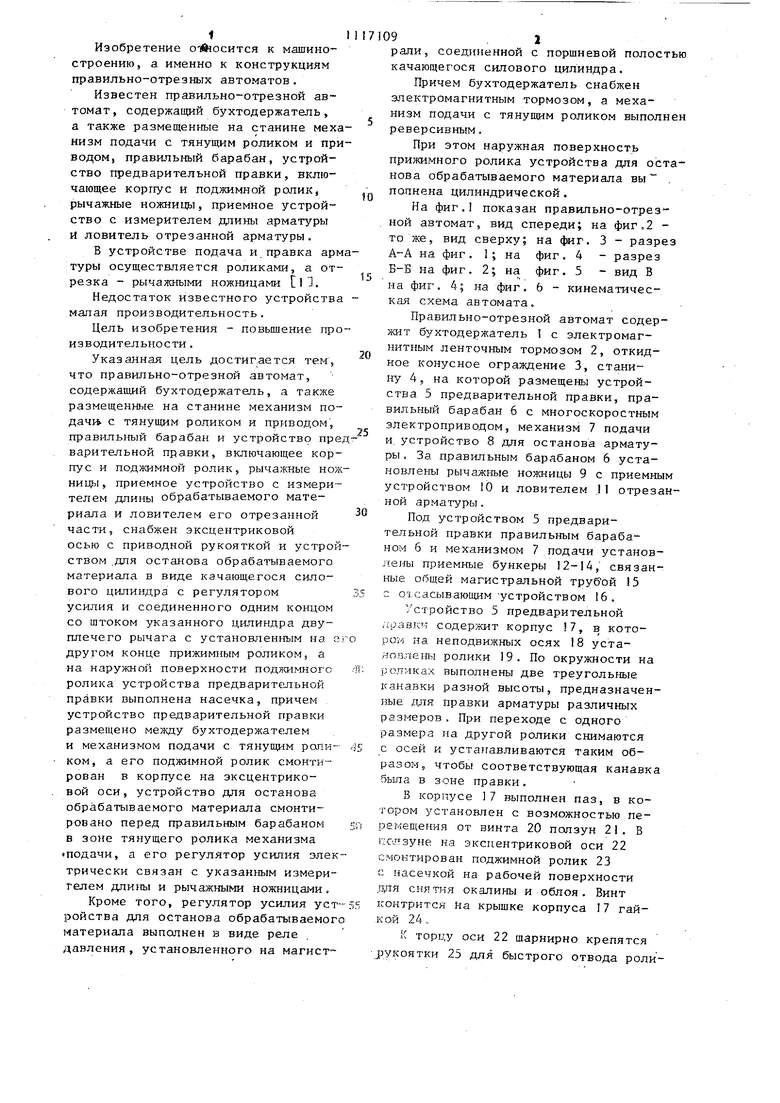

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для правки и резки проволоки | 1991 |
|
SU1779450A1 |
| ЛИНИЯ ДЛЯ ПРАВКИ СТЕРЖНЕЙ | 1994 |
|
RU2108883C1 |
| ОТРЕЗНОЕ УСТРОЙСТВО АВТОМАТА ДЛЯ ПРАВКИ И РЕЗКИ ПРОВОЛОКИ | 1991 |
|
RU2028202C1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| Линия поперечной резки арматурной стали | 1980 |
|
SU903047A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ АРМАТУРНЫХ КАРКАСОВ | 2007 |
|
RU2352426C2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841974A1 |




1. ПРАВИЛЬНО-ОТРЕЗНОЙ АВТОМАТ, содержащий бухтодержатель, а также размещенные на станине механизм подачи с тянущим роликом и приводом, правильный барабан и устройство предварительной правки, включающее корпус и поджимной ролик, рычажные ножни1Щ1, приемнэе устройство с измерителем длины обрабатьтаемого материала и ловитель его отре.занной части, отличаю щи йс я тем, что, с целью повьпиения его производительности, он снабжен эксцентриковой осью с приводной рукояткой и устройством для останова обрабать1ваемого материала в виде качающегося силового цилиндра с регуля- тором усилия и соединенного одним концом со штоком указанного цилиндра двуплечего рычага с установленным на его другом конце прижимным роликом, а на наружной поверхности поджимного ролика устройства предварительной правки выпольгена насечка, причем устройство предварительной правки размещено между бухтодержателам и механизмом подачи с тянущим роликом, а его поджимной ролик смонтиройан в корпусе на эксцентриковой оси, устройство Д.ПЯ останова обрабатываемого материала смонтировано перед правильным барабаном в зоне тянущего ролика механизма подачи, а его регулятор усилия электрически связан с указанным измерителем длины и р :П1:зж 1Ыми ножницам- . 2.Автомат по п. 1, отличающийся тем, что регулятор усилия устройства для останова обрабатываемого материала выполнен в виде реле давления , установленного ,:а магистрали, соединенной с поршневой полостью-качающегося силового цилиндра. 3.Автомат по п. 1, о т л и ч а ющ и и с я тем, что бухтодержатель « снабжен электромагнитным тормозом. toot, 4.Автомат по п. 1, о т л и ч а юо щ и и с я тем, что механизм подачи с тянущим роликом выполнен реверсив)ibIM . 5.Автомат по п. 1, отличающийся тем, что наружная поверхность пpижи ffloгo ролика устройства для останова обрабатываемого материала выполнена цилиндрической.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Торопов А.С | |||
| Арматурные работы | |||
| М., Высшая школа, 1976, с | |||
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
