яяемого материгша) слишком интенсивное воздействие приводит не к уплотнению, а к разуплотнению. Это обусловливает необходимость осуществления автоматического управления интенсивностью вибрации с учетом изменения реологических свойств смеси, что может быть достигнуто изменением амплитуды вынуждающей силы вибровозбудителя.
Целью изобретения является повышение качества уплотнения бетонных смесей в изделиях высотой более 0,5 м
Достигается это тем, что в способе автоматического управления режимом работы виброплощадок со свободным прижатием формьт для формования изделий, включающем формование импульсных сигналов в момент удара рабочего органа о форму с бетонной смесью и в момент прохождения дебалансом оптимального положения, и обеспечение совпадения обоих импульсов изменением скорости вращения дебалансов, дополнительно строят тарировочную зависимость оптимальных значений амплитуды вынуждающей силы от высоты и степени уплотнения укладываемой в форму бетонной смеси, измеряют высоту и степень уплотнения укладываемой в форму бетонной смеси, для найденных значений высоты слоя и степени его уплотнения по тарировочной зависимости определяют оптимальные значения амплитуды вынуждающей силы, сравнивают их с фактическими значениями и по результатам сравнения регулированием величины статического момента массы дебаланса изменяют интенсивность, воздействия до равенства между фактическими и расчетными значениями амплитуды вынуждающей силы.
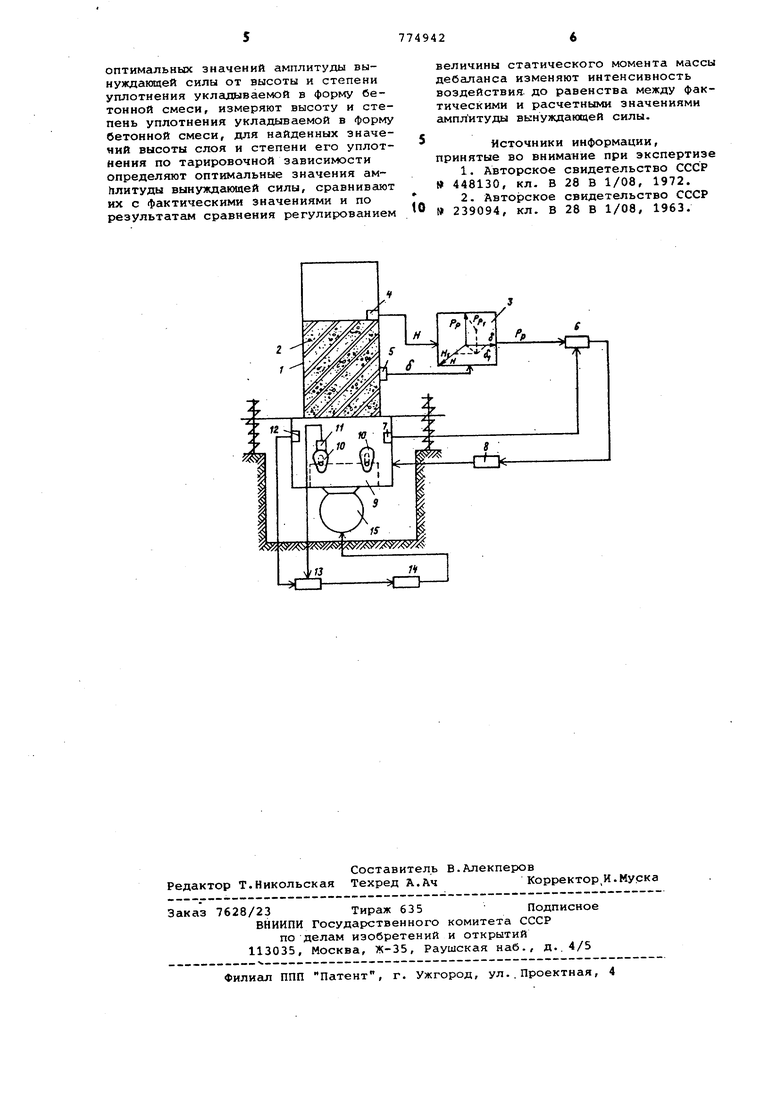
Предлагаемый способ иллюстрируется чертежом.
Для применяемой при формовании в форме 1 бетонной смеси 2 предварительно строится тарировочная зависимость между оптимальной неличиной амплитуды вынуждающей силы Р и высотой Н бетонной смеси при различных значениях степени ее уплотнения cf в диапазоне от рыхлого до наиболее плоного состояния.
Данная зависимость закладывается в основу работы функционально-преобразующего блока 3, задачей которого является формирование на выходе сигнала, соответствующего оптимальной (расчетно.й) величине амплитуды вынуждаю1цей силы Р (например, з.начению амплитуды Р при высоте слоя бетонной смеси Н и степени его уплотнения с5 . При реализации способа с помощью датчика 4 высоты и датчика 5 степени уплотнения .бетонной смеси измеряются величина Н высоты и величина (f степени уплотнения и преобразуются в сигналы,- которые подгиотся на соответствукжцйе входы функциональчо-преобразующего блока 3. С выхода блока 3 снимается сигнал Р оптимальной (расчетной) величины амплитуды вынуждающей силы и направляется в качестве эталонного на один из входов элемента 6 сравнения.
К другому входу элемента 6 сравнения от датчика 7 подводится сигнал Р , характеризующий величину фактической амплитуды вынуждающей силы.
Элементом 6 сравнения могут сопоставляться Рр и PJ. не только за каждое силовое воздействие, но и за любое их количество.
Разность сигналов лР Р f на выходе элемента сравнения б подается к исполнительному блоку 8, котор ;2й формирует сигналы, управляющие приводом регулятора 9 изменения амплитуды вынуждающей силы до достижения равенства между Р и Р . Требуемое изменение величины Р i фактической амплитуды вынуждающей силы может быть достигнуто, например, соответствующим изменением момента эксцентриков (статического момента массы дебалансов 10) .
Настройка на резонансный режим осуществляется следующим образом.
Предусмотрен специальный (второй) канал управления, состоящий из датчика 11 положения дебаланса в момент начала силового действия, датчика 12 момента прохождения дебалансом оптимального положения, преобразователя 13 и исполнительного устройства 14, управляющего скоростью вращения W вала приводного двигателя 15. В тех случаях, когда импульсы от датчиков 11 и 12 не совпадают по времени, в зависимости от величины и знака рассогласования преобразователя 13 формирует соответствующий управляющий сигнал, по.которому исполнительное устройство 14 производит при необходимости корректировку на ходу скорости вращения 10 вала возбудителя колебаний, добиваясь совпадения по времени этих сигналов и обеспечивая тем самым поддержание заданного режима работы.
Формула изобретения
Способ автоматического управления режимом работы виброплощадок со свободным прижатием формы для формования изделий, включающий формование импульсных сигналов в момент удара рабочего органа о форму с бетонной смесью и в момент прохождения дебалансом оптимального положения, и обеспечение совпадения обоих импульсов изменением скорости вращения дебалансов, отличающийся .тем,что, с целью повышения качества уплотнения бетонных смесей в изделиях высотой более 0,5 м, дополнительно строят тарировочную зависимость
оптимальных значений амплитуды вынуждающей силы от высоты и степени уплотнения укладываемой в форму бетонной смеси, измеряют высоту и степень уплотнения укладываемой в Форму бетонной смеси, для найденных значечий высоты слоя и степени его уплотнения по тарировочной зависимости определяют оптимальные значения амплитуды вынуждающей силы, сравнивают юс с фактическими значениями и по результатам сравнения регулированием
величины статического момента массы дебаланса изменяют интенсивность воздействия до равенства между фактическими и расчетными значениями амплитуды вынуждающей силы.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 448130, кл. В 28 В 1/08, 1972.
2.Авторское свидетельство СССР 239094, кл. В 28 В 1/08, 1963.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления режимом работы виброплощадок со свободным прижатием формы для формования изделий | 1978 |
|
SU876425A2 |
| Устройство для автоматического управления режима работы вибрационных формующих площадок | 1978 |
|
SU779094A1 |
| Способ автоматического управления работой машин ударно-вибрационного действия | 1980 |
|
SU1013572A1 |
| ВИБРОПЛОЩАДКА ДЛЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2036083C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2168410C1 |
| СПОСОБ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2039646C1 |
| ВИБРОПЛОЩАДКА ДЛЯ УПЛОТНЕНИЯ БЕТОННЫХ СМЕСЕЙ (ВАРИАНТЫ) | 2010 |
|
RU2450920C1 |
| Вибротрамбовка | 1981 |
|
SU974801A1 |
| ВИБРОПЛОЩАДКА С УПРАВЛЯЕМОЙ ЧАСТОТОЙ И НАПРАВЛЕНИЕМ КОЛЕБАНИЙ | 2003 |
|
RU2236937C1 |
| Способ изготовления железобетонного объемного блока | 2024 |
|
RU2830661C1 |
