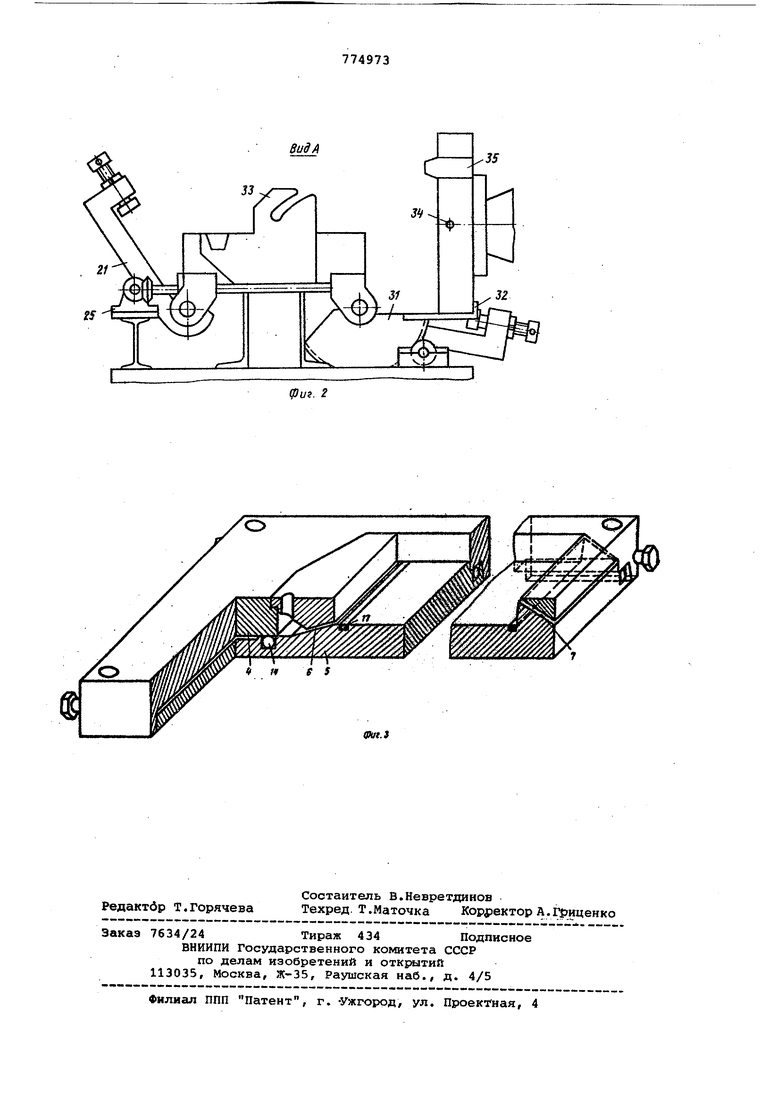
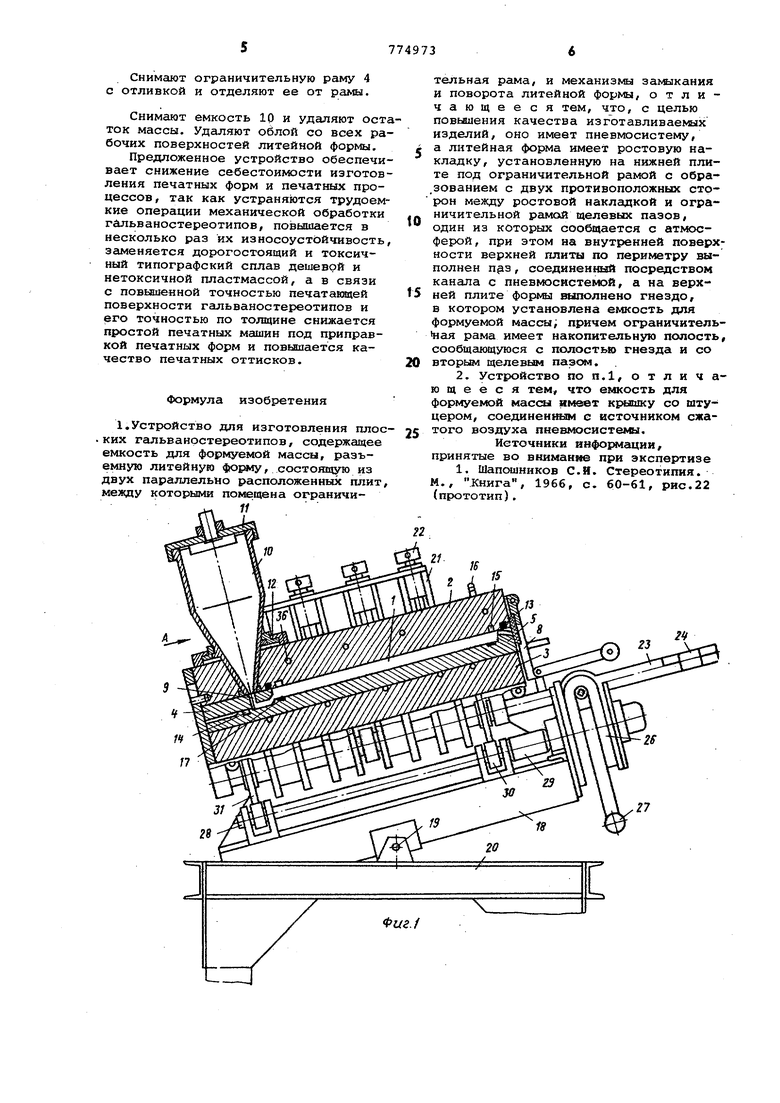
Изобретение относится к области полиграфической техники. Известны устройства для изготовле ния плоских стереотипов из типографс ких свинцово-сурьмяно-оловянистых сплавов или заливки ими гальваноотложений . Наиболее близким техническим решением к данному изобретению является плоскоотливной стереотипный станок, содержащий емкость для формуемой массы, разъемную литейную форму состоящую из двух параллельно расположенных плит, между которыми помеще на ограничительная рама, и механизмы за№лкания и поворота литейной формы 1 . Недостатком известного станка является низкое качество получаемых в нем отливок, в том числе и заливаемы гальваноотложений. Целью изобретения является повыше ние качества изготовляемых изделий. Это достигается тем, что предлагаемое устройство имеет пневмосистему, а литейная форма имеет ростовую накладку,.установленную на нижней плите под ограничительной рамой с образованием двух противоположных сторон между ростовой накладкой и ограничительной рамой щелевых пазов, один из которых сообщается с атмосферой, при этом на внутренней поверхности верхней плиты по периметру выполнен паз, соединенный посредством канала с пневмосистемой, а на верхней плите формы выполнено гнездо, в которой установлена емкость для формуемой массы, причем ограничительная рама имеет накопительную полость, сообщакицуюся с полостью гнезда и со вторым щелевым пазом. Емкость для формуемой массы имеет крьшку со штуцером, соединенным с источником сжатого воздуха пневмосистемы. На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 - вид по стрелке А на фиг. IJ на фиг. 3 - сочленение ростовой накладки с ограничительной рамой. Устройство имеет разъемную литейную форму 1 , состоящую из верхней 2 и нижней 3 плит, ограничительной paNSbi 4 и ростовой накладки 5, образующими с двух противоположных сторон между собой щелевые пазы - 6 и правый 7. Последний сообщается с атмосферой и перекрывается дверкой 8. Ограничительная рама 4 .имеет Накопительную полость 9, сообщаемую с емкостью 10 для формуемой массы с крышкой 11, через которую поступает сжатый воздух. Емкость 10 крепится на верхней плите 2 байонетовым соединением 12. В верхней плите 2 имеются пазы, в которые проложены резиновые уплотнительные пластины 13/ компенсирующие неплотность прилегания плиты 2 и ограничительной рамы 4. Ростовая накладка 5 имеет паз б, в который проложена уплотняющая трубка 14 из вакуумной резины, со диненная с пневмосистемой, подающей сжатый воздух. По периметру зеркала плиты 2 имеется вентиляционный паз 15, соединенный с каналами штуцера 16 и пневмосистемой, служащей для эвакуации воздуха из зазора между гальваноотложением и зеркалом плиты 2.. В пазах ростовой накладки 5 расположены резиновые планки 17, предназначенные для крепления ориентирующего материала. Литейная форма 1 смонтирована на вращающейся раме 18, которая установ лена на оси 19 металлоконструкции 20 Для замыкания литейной формы устройство имеет две пары струбцин 21 с регулировочными винтами 22 и двумя эксцентриковыми валами 23 и 24 Для подъема верхней плиты 2имеет ся механический привод 25. Для раскрытия литейной формы служит механизм, который состоит из чер вячного редуктора 26 с рукояткой 27 вала 28, связанного с редуктором муф той 29. На валу 28 имеются два цили рических зубчатых колеса 30, находящ ся в зацеплении с зубчатыми цилиндрическими сектррами 31, которые при помощи уголков 32 соединены с верхней плитой 2 так, что позволяют пли те перемещаться относительно уголка на 10 мм. Установка подвижной рамы 18 на . требуемый угол производится с помощ домкрата. Для точности соединения верхней 2 и нижней 3 плит на них имеются на .правляющие 33-35. Литейная форма 1 снабжена электронагревателями 36. Устройство работает следующим об разом. При помощи привода 25 приподнима ют верхнюю плиту 2, после чего с помощью механизма поворота верхней плиты, вращая рукоятку 27, поворачи вают ее в вертикальное положение, снимают вручную или с помощью каког либо подъемника ростовую ограничите ную раму 4, на ростовую накладку 5, лежащую на нижней плите 3, накладывают армирующую ткань, заправляют е края в пазы, зажимая резиновыми пла ками 17, на ростовую накладку 5 устанавливают ограничительную раму 4, на ограничительную раму 4 укладывают подготовленное гальваноотложение очком вверх так, чтобы его края лежали полностью в уступе, окружающим полость ограничительной рамы, вращая рукоятку 27 механизма поворота верхней плиты, переводят ее из вертикального в горизонтальное положение, поворачивают рукоятку механизма подъема верхней плиты, опускают ее поступательно на ограничительную раму, закрывая тем самым литейную форму, устанавливают в свое гнездо на верхней плите емкость 10 без крышки и фиксируют ее положение с помощью байонетового соединения 12, зажимают верхнюю плиту 2 струбцинами 21, поворачивая эксцентриковые валы 23 и 24, соединяют уплотняющую трубку 14 с источником сжатого воздуха. С помощью домкрата раму 18 с замкнутой литейной формой поворачивают на оси 19, придавая; ей наклоненное положение, показанное на фиг. 2. Подготовленную формуемую массу заливают в емкость 10, закрывают ее крышкой 11, соединенной гибким воздуховодным шлангом с источником сжатого воздуха. Открывают кран воздуховода и при помощи редуктора давления создают в емкости 10 давление сжатого воздуха 1,5-2 атм. После того, как формуемая масса под давлением сжатого воздуха заполняет накопительную полость 9 и полость, литейной формы 1 и выступает по всей ширине правого щелевого паза 7, опускают дверку 8 и фиксируют ее. Затем давление в емкости 10 повышают до 6 атм, открывают кран, соединяющий штуцер 16 с вакуумным насосом, создавая вакуум в его канапе до 0,1 аТм, и включ-ают электрические нагреватели 36 в верхней и нижней плитах литейной формы 1. После выдержки, требующейся для полимеризации формуемой массы, закрывают кран подачи сжатого воздуха в емкость 10 и соединяют ее с атмосферой, закрывают кран, соединяющий штуцер 16 с вакуум-насосом, открывают дверку 8 и снимают крышку 11, выключают электронагреватели 36. Переводят литейную форму в горизонтальное положение, отключают уплотняющую трубку 14 от источника сжатого воздуха и соединяют с атмосферой. Поворачивают валы 23 и 24, ставя их в положение, освобождающее от давления струбцин верхнюю плиту 2, отводят их в сторону (фиг.2),.поворачивают рукоятку механизма подъема верхней плиты, приподнимая ее, вращая рукоятку 27 редуктора механизма поворота верхней плиты 1 придавая ей вертикальное положение (фиг.2). Снимают ограничительную раму 4 с отливкой и отделяют ее от рамы. Снимают емкость 10 и удаляют ост ток массы. Удаляют облой со всех ра бочих поверхностей литейной формы. Предложенное устройство обеспечи вает снижение себестоимости изготов ления печатных форм и печатных процессов, так как устраняются трудоем кие операции механической обработки гальваностереотипов, повышается в несколько раз их износоустойчивость Зё1меняется дорогостоящий и токсичный типографский сплав дешевой и нетоксичной пластмассой, а в связи с повышенной точностью печатающей поверхности гальваностереотипов и его точностью по толщине снижается простой печатных машин под приправкой печатных форм и повышается качество печатных оттисков. Формула изобретения 1.Устройство для изготовления плос . ких гальваностереотипов, содержащее емкость для формуемой массы, разъемную литейную форму, состоящую из двух параллельно расположенных плит мезвду которыми помещена ограничи11тельная рама, и механизмы закклкания и поворота литейной формы, отличающееся тем, что, с целью повышения качества изготавливаемых изделий, оно имеет пневмосистему, а литейная форма имеет ростовую накладку, установленную на нижней плите под ограничительной рамой с обра зованием с двух противоположных сторон между ростовой накладкой и ограничительной рамай щелевых пазов, один из которых сообщается с атмосферой, при этом на внутренней поверх; ности верхней плиты по периметру выполнен , соединенш посредством канала с пневмосистелюй, а на верхней плите фор1«д1 выполнено гнездо, в котором установлена емкость для формуемой массы; причем ограничитель|ная рама имеет накопительную полость, сообщгиощуюся с полостью гнезда и со вторьЕл щелевым пазом. 2. Устройство по п.1, отличающее с я тем, что емкость для формуемой массы имеет крышку со штуцером, соединенным с источником сжатого воздуха пневмосистемы. Источники инфоц ации / принятые во внимание при экспертизе 1. Шапошников С.И. Стереотипия. М., книга, 1966, с. 60-61, рис.22 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЛЬВАНОСТЕРЕОТИПОВ | 1970 |
|
SU275073A1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ РАМЫ ИЛЛЮМИНАТОРА | 2012 |
|
RU2500535C1 |
| Робот | 1988 |
|
SU1538994A1 |
| Формирующе-копировальная установка для изготовления фотополимерных печатных форм для офсетной и типоофсетной печати на основе жидкой фотополимеризующейся композиции | 1990 |
|
SU1797088A1 |
| Стенд для испытаний баллонов гидравлическим давлением | 2017 |
|
RU2696814C1 |
| Способ обработки, аэрации и удобрения почвы и устройство для его осуществления | 2015 |
|
RU2608728C2 |
| КАМЕРА ДЛЯ ФОРМОВКИ БРИКЕТОВ ЛИТЕЙНОЙ ФОРМЫ ИЗ СЫРОЙ ФОРМОВОЧНОЙ СМЕСИ | 1999 |
|
RU2237541C2 |
| Устройство для затягивания длинномерных изделий в монтажные трубки | 1980 |
|
SU983856A1 |
| РАЗБОРНАЯ ВИТРИНА | 2000 |
|
RU2168311C1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |