Предпосылки изобретения
Настоящее изобретение относится к формовочной камере для брикетов литейной формы из сырой формовочной смеси, улучшенной для снижения потребления формовочной смеси, требуемой для формирования брикета литейной формы, что достигается путем выбора определенных размеров литейной формы благодаря уменьшению размеров соответствующего брикета литейной формы с помощью формовочной камеры переменного объема.
Предшествующий уровень техники
В формовочных машинах для брикетов литейной формы, предназначенных для литья из металла, имеется трубчатая камера в общем прямоугольного поперечного сечения, которая закрыта с одной стороны с помощью подвижной стенки, установленной на шарнире для обеспечения возможности удаления брикета литейной формы после формовки, в то время как с другой стороны она закрыта стенкой, соединенной с приводным поршнем, предназначенным для прессования и последующего выталкивания брикета литейной формы, то есть указанная камера имеет четыре неподвижные стенки, составляющие трубчатый корпус, причем верхняя стенка имеет соответствующее устье или отверстие, через которое подается формовочная смесь, и две подвижные стенки, так что в целом образуются шесть граней формуемого брикета литейной формы.
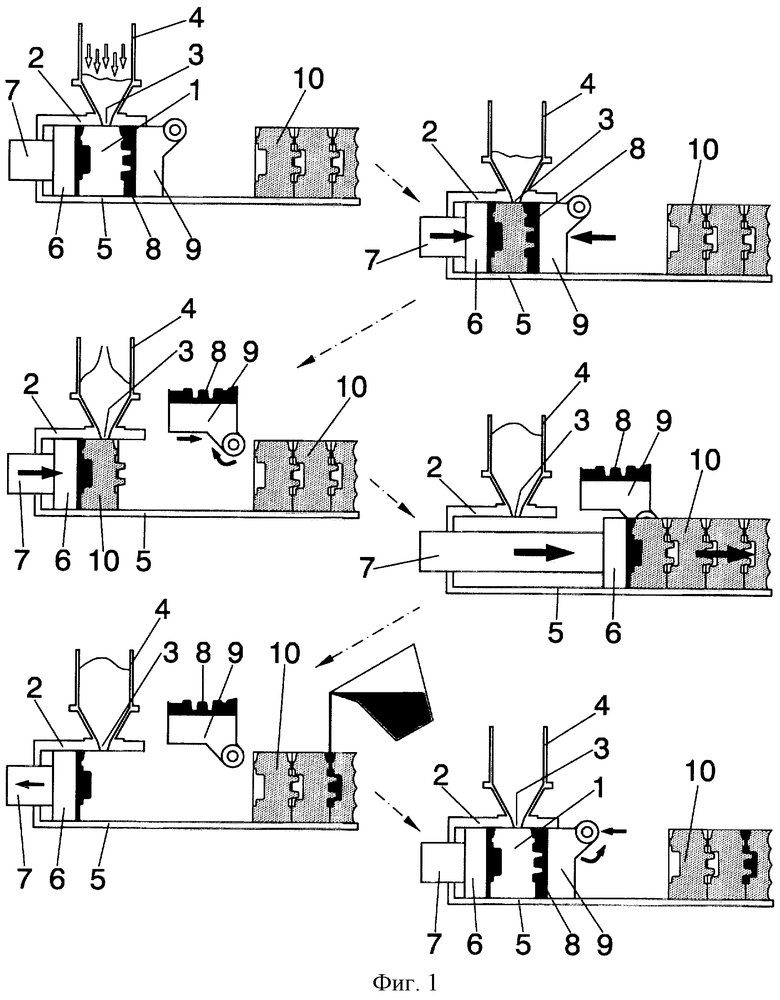
В частности, как показано на различных этапах, представленных на фигуре 1, полость для формовочной смеси формируется между двумя подвижными стенками, разделенными соответствующим образом (первый этап), затем эти подвижные стенки сдвигаются по направлению друг к другу для создания сжимающего действия и вытеснения воздуха (второй этап), после этого одна из подвижных стенок смещается в продольном направлении наружу и затем отводится вверх, чтобы открыть свободный проход для брикета литейной формы (третий этап), после чего другая подвижная стенка, которая соединена с поршнем сжатия и удаления воздуха, смещается под действием поршня, выталкивая брикет, до тех пор, пока он не соединится с предыдущим брикетом (четвертый этап), затем поршень вновь отводится назад так, что он возвращается в исходное положение, и происходит заполнение формы (пятый этап), и наконец вторая шарнирно установленная стенка опускается и смещается в продольном направлении до тех пор, пока она не будет установлена напротив первой стенки (шестой этап), занимая положение первого этапа для выполнения следующего цикла работы.
Как можно понять из вышеприведенного описания, рабочие характеристики формовочной камеры определяются некоторыми ее постоянными параметрами при неподвижных верхней, нижней и боковых стенках, при этом в случае, когда необходимо выполнить отливку меньшего размера, теоретически можно было бы использовать брикеты меньшего размера, то есть с использованием меньшего количества формовочной смеси, что невозможно, поскольку необходимо заполнять формовочной смесью всю камеру, установленную в машине.
Такие излишне большие размеры брикетов литейной формы приводят к следующим недостаткам:
- поскольку количество формовочной смеси на заводе является фиксированным (определенное количество тонн), может случиться, что количество наличной формовочной смеси будет недостаточным для обеспечения процесса производства брикетов литейной формы машиной, то есть количество брикетов литейной формы, формуемых машиной, будет ограничено доступным количеством формовочной смеси на складе литейного цеха;
- формовочная смесь после отливки и разрушения литейных форм должна пройти обработку для удаления загрязнений, которая включает транспортировку указанной формовочной смеси и погрузочно-разгрузочные операции с ней, а также последующую обработку, что предполагает финансовые затраты и потерю времени с учетом большого количества формовочной смеси, подверженной обработке.
Известна камера для формовки брикетов литейной формы из сырой формовочной смеси, имеющая трубчатую конфигурацию и содержащая верхнюю стенку, в которой выполнено отверстие, соединенное с загрузочной воронкой для подачи формовочной смеси, подвижную стенку, соединенную с гидравлическим цилиндром и закрывающую трубчатый корпус камеры с одного торца, стенку, закрывающую трубчатый корпус с другого торца, соединенную с шарнирным скользящим рычагом для открывания камеры и выталкивания сформированного брикета с помощью упомянутого гидравлического цилиндра, и две боковые стенки (см. WO 93/11892 A3).
Улучшения конструкции камер для формовки брикетов литейной формы из сырой формовочной смеси, которые предлагаются в настоящем изобретении, позволяют в достаточной степени решить перечисленные выше проблемы.
Такие улучшения состоят в создании формовочной камеры переменного объема, что позволяет адаптировать ее для конкретных требований каждого типа формуемого брикета литейной формы, в частности уменьшить теоретические и максимальные размеры указанной камеры.
В частности, с этой целью стенки камеры, которые ранее были неподвижными, выполнены подвижными, образованными определенным образом из соответствующих плит, каждая из которых, в свою очередь, установлена на раме формодержателя с гидравлическими цилиндрами, предназначенными для их перемещения с помощью направляющих, соответствующим образом установленных на формодержателе, которые обеспечивают точное смещение плит при их закрывающих и открывающих движениях.
Очевидно, что это также приводит к необходимости изменения двух традиционных подвижных стенок, при этом на каждой из них устанавливается модельная плита, имеющая ширину формируемого брикета литейной формы, причем ее ширина изменяется от максимального размера до минимального размера так, что максимальный размер соответствует наибольшей ширине, предусмотренной для данной формовочной камеры, а минимальный размер определяется шириной рамы формодержателя, на которой закреплена предпочтительно винтами соответствующая модельная плита, причем указанная рама формодержателя, в свою очередь, закреплена предпочтительно с помощью пневматических зажимов на плите, которая в одном случае должна быть соединена с пневматическим сжимающим цилиндром, а в другом случае с шарнирным смещаемым рычагом, который позволяет открывать формовочную камеру.
Краткое описание чертежей
Для завершения этого описания и с целью лучшего представления характеристик настоящего изобретения, в соответствии с примером его использования на практике к настоящему описанию прилагается в качестве составной его части набор чертежей, на которых изображено следующее:
Фигура 1 изображает в соответствии со схемой, содержащей шесть этапов, полный цикл работы камеры формирования брикетов из сырой формовочной смеси обычного типа, такой как был описан в разделе "Предшествующий уровень техники".
Фигура 2 изображает поперечное сечение формовочной камеры, выполненной с усовершенствованиями в соответствии с настоящим изобретением.
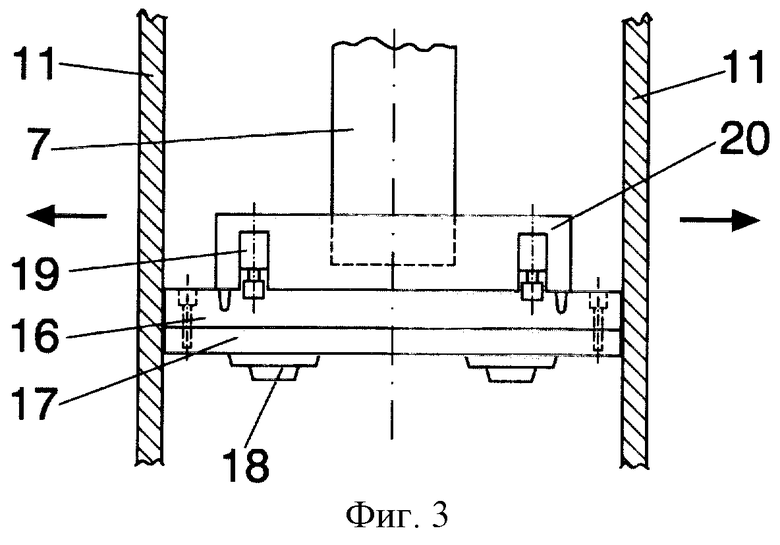
Фигура 3 изображает вид сверху части этой камеры, изображенной на предыдущей фигуре, установленной соответствующим образом для формовки брикетов литейной формы максимального размера.
Фигура 4 изображает устройство, аналогичное представленному на предыдущей фигуре, но соответствующее положению камеры для формования брикетов литейной формы минимального размера.
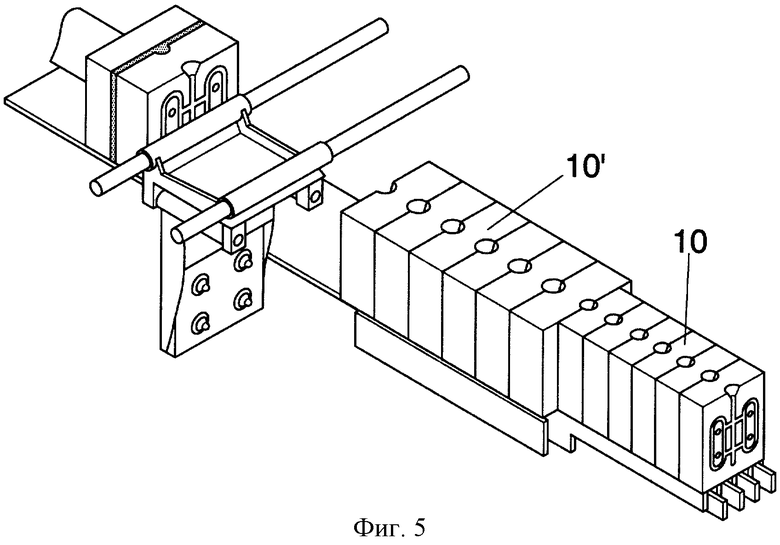
Фигура 5 изображает вид в перспективе расположения брикетов литейной формы для получения идентичных отливок, причем половина из них получена с помощью обычной машины, и другая половина получена с помощью машины, оборудованной формовочной камерой, выполненной с усовершенствованиями в соответствии с настоящим изобретением.
Предпочтительный вариант воплощения настоящего изобретения
Рассмотрим вначале обычную основную камеру, работа которой изображена на различных этапах, представленных на фигуре 1, в которой указанная формовочная камера обозначена цифрой (1) и которая формируется верхней стенкой (2) с устьем (3) для засыпки формовочной смеси из соответствующей воронки (4), нижней стенкой (5), двумя неподвижными боковыми стенками, невидимыми на указанной фигуре, и двумя другими подвижными стенками, причем одна стенка (6) соединена с соответствующим сжимающим и удаляющим воздух поршнем, и одна стенка (8) соединена, в свою очередь, с шарнирным рычагом (9), который одновременно может смещаться в продольном направлении таким образом, что указанная стенка (8) может отводиться от стенки (6) и затем может шарнирно отклоняться по направлению вверх, как видно на третьем этапе, для удаления брикета литейной формы (10). Улучшения настоящего изобретения состоят в том, что две указанные боковые стенки, которые не показаны на фигуре 1, также выполнены подвижными с тем, чтобы можно было изменять объем камеры (1) в соответствии с условиями формирования брикета литейной формы (10) каждого типа.
В частности, каждая из этих боковых стенок составлена из плиты (11), которая собственно составляет саму стенку, установленную на раме формодержателя (12), с которой соединены направляющие (13), позволяющие выполнять ее поперечное перемещение относительно неподвижного держателя (14), когда они приводятся в движение с помощью гидравлического цилиндра (15), таким образом, что указанные плиты (11) могут принимать положение максимального разделения, которое на фигуре 2 представлено непрерывными линиями, или какое-либо промежуточное положение вплоть до положения ограниченного промежутка максимального сближения, которое на этой фигуре представлено пунктирными линиями. Эти два крайних положения изображены, в свою очередь, в виде сверху на фигурах 3 и 4.
Кроме того, между этими плитами или боковыми стенками (11) перемещается рама (16) формодержателя, к которой, как обычно, с помощью винтов прикреплена плита (17), на которой установлены соответствующие модели (18 - 18'), и эта сборка закреплена, в свою очередь, предпочтительно с помощью гидравлических зажимов (19) на плите (20), прикрепленной, в свою очередь, к штоку гидравлического цилиндра (7), таким образом, что в зависимости от типа модельной плиты (18 - 18'), устанавливаемой в каждом случае на одной и той же плите (20), должны быть установлены различные рамы (16) с соответствующими им модельными плитами (17-17' - 18-181), как изображено, например, на фигурах 3 и 4.
Очевидно, что аналогичная структура, соединенная с шарнирным рычагом (9), устанавливается на другой подвижной стенке камеры.
Такая конструкция позволяет получить для определенных отливок, как показано на фигуре 5, брикеты (10) литейной формы значительно меньших размеров, то есть с использованием намного меньшего количества формовочной смеси, чем потребовалось бы при использовании обычной формовочной камеры, как показано ссылочным номером (10') в верхней левой части указанной фигуры 5.
Очевидно, что благодаря описанной конструкции усовершенствования в соответствии с настоящим изобретением не только дают возможность существенно снизить потребление формовочной смеси для формовки брикетов литейной формы, но также позволяют использовать различные машины меньшего размера, позволяют гибко разрабатывать новые инструменты благодаря возможности выбора в соответствии с поверхностным распределением модели и оптимизации эффективности процесса при ограниченном количестве формовочной смеси на складе.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОКА ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ФОРМОВКИ С ИСПОЛЬЗОВАНИЕМ ОПОКИ | 2005 |
|
RU2354491C2 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПЕСЧАНЫХ ЛИТЕЙНЫХ ФОРМ | 2014 |
|
RU2695693C2 |
| Машина для изготовления вертикальных стопок безопочных форм | 1976 |
|
SU605528A3 |
| УСТРОЙСТВО ФОРМОВОЧНОЙ КАМЕРЫ ДЛЯ КОНВЕЙЕРНОЙ ФОРМОВОЧНОЙ УСТАНОВКИ | 2011 |
|
RU2510813C1 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
| Установка для формовки изделий из сыпучего материала | 1990 |
|
SU1822359A3 |
| Машина для изготовления безопочных форм | 1975 |
|
SU697041A3 |
| Установка для горизонтально-стопочной безопочной формовки | 1978 |
|
SU738749A1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| Машина для изготовления безопочных литейных форм | 1982 |
|
SU1060297A1 |


Изобретение относится к литейному производству. Камера для формовки брикетов из формовочной смеси имеет трубчатую конфигурацию. Камера содержит верхнюю стенку с загрузочным отверстием, первую торцевую стенку, вторую торцевую стенку и две боковые подвижные стенки. Первая торцевая стенка соединена с гидравлическим цилиндром, а вторая - с шарнирным рычагом для открывания камеры и выталкивания брикета. Каждая боковая стенка имеет возможность перемещения с помощью гидравлического цилиндра. Подвижные торцевые стенки выполнены в виде сменных модельных плит, соединенных с рамой. В зависимости от объема формуемого брикета изменяют ширину камеры путем перемещения боковых стенок. На торцевых плитах производят смену рам и модельных плит. Обеспечивается сокращение расхода формовочной смеси и увеличение эффективности процесса. 1 з.п. ф-лы, 5 ил.
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| GB 1529736 A, 25.10.1978 | |||
| US 3773100 A, 20.11.1973 | |||
| Автоматическая линия для безопочной горизонтально-стопочной формовки | 1978 |
|
SU738766A1 |
| US 53332025 А, 26.07.1994. | |||
