;54) -СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения охватываемой и охватывающей деталей | 1987 |
|
SU1500801A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ СКЛЕИВАНИЕМ | 2017 |
|
RU2652487C1 |
| Способ получения клеевого соединения деталей | 2021 |
|
RU2751979C1 |
| Соединение деталей | 1990 |
|
SU1761993A1 |
| Способ нанесения абразивного материала на вал при формировании соединения вал-втулка с гарантированным натягом | 2021 |
|
RU2782941C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЛЕЕВОГО СОЕДИНЕНИЯ ФРИКЦИОННОГО ЭЛЕМЕНТА В ОТВЕРСТИИ ТОРМОЗНОЙ ШИНЫ ВАГОННОГО ЗАМЕДЛИТЕЛЯ, ТОРМОЗНАЯ ШИНА, ВАГОННЫЙ ЗАМЕДЛИТЕЛЬ | 2022 |
|
RU2808583C1 |
| Способ формирования прессовых соединений | 2020 |
|
RU2751724C1 |
| МОДЕЛЬНЫЙ АБРАЗИВНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2143332C1 |
| СТЕКЛОВОЛОКОННАЯ СТРУКТУРА ПРЕДНАЗНАЧЕННЫХ ДЛЯ УПРОЧНЕНИЯ АБРАЗИВОВ В СВЯЗКЕ | 2008 |
|
RU2466853C2 |
| АБРАЗИВНЫЕ ИЗДЕЛИЯ, В СОСТАВ КОТОРЫХ ВХОДИТ ФИКСИРУЮЩЕЕ ПОКРЫТИЕ, НАНЕСЕННОЕ ЛАМИНИРОВАНИЕМ | 1994 |
|
RU2125510C1 |
t
Изобретение относится к технологии соединения деталей с применением клеящих веществ.
Известен способ соединения деталей, в частности, из металла,, заключающийся в том, что соединяемые поверхности очищают, смазывают клеем, а затем сжимают до его затвердевания 1 .
Однако это соединение разрушается при приложении определенных нагрузок, особенно циклических, падает прочность соединения и при изменении температуры. Эти недостатки ограничивают область применения соединения.
Известен также способ соединения деталей, охватывающих одна другую с размещением в aaiaope между соединяемыми поверхностями деталей клеящего вещества с частицами абразива. Перед нанесением клея на соединяемые поверхности деталей замеряют действительный зазор между ними и в клей добавляют абразивный микропорошок, зернистость которого выбирают по величине зазора.
Этот способ соединения является наиболее близким к изобретению по техническому существу и достигаемому результату С2.1
Недостатком этого способа является то, что соединение в соответствии с ним деталей, охватывающих одна другую, обладает ограниченной прочностью.
Цель изобретения - повышение прочности и надежности соединения.
Эта цель достигается тем, что перед размещением клеящего вещества
10 охватываемую деталь подвергают охлаждению, охватывающую - нагреву, а абразивные частицы выбирают по величине равными температурному зазору между соединяемыми деталями.
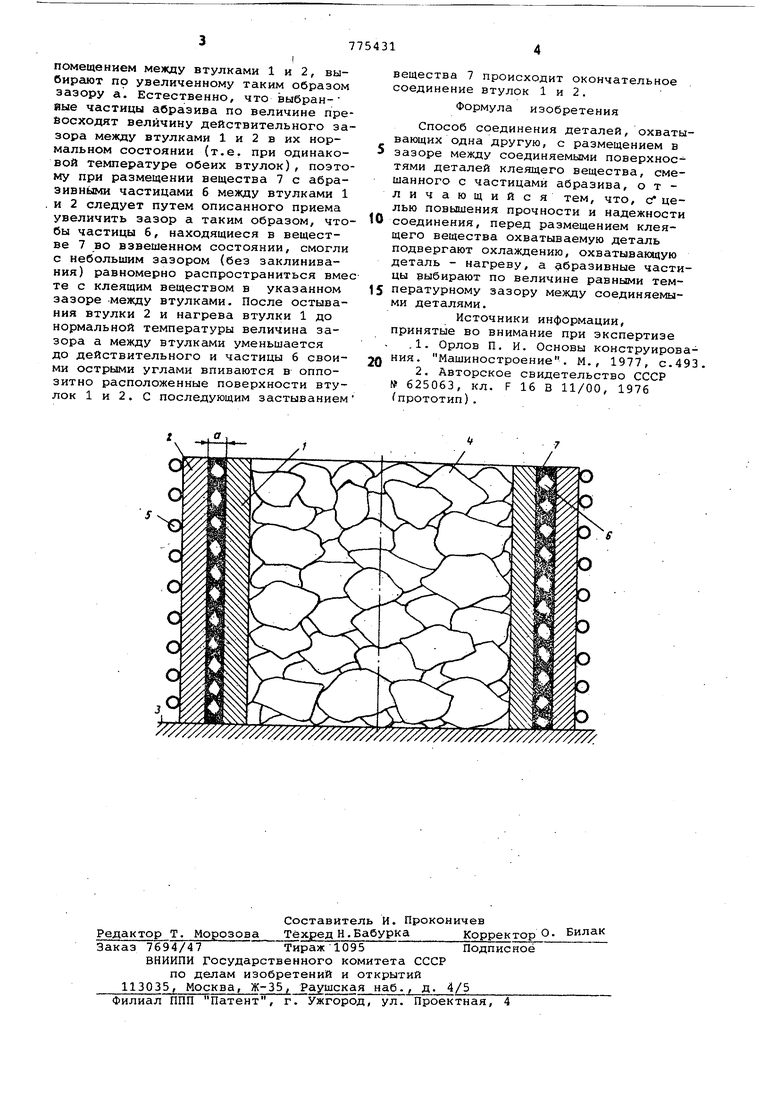
15 Способ поясняется чертежом.
Втулку 1 устанавливают концентрично втулке 2 на подставке 3. Затем во втулку 1 помещают хладагент 4, например сухой лед, а втулку 2 обматывают
20 снаружи нагревательным спиральным элементом 5.
По достижении определенной разницы в температуре втулок 1 и 2 фиксируют увеличение зазора а до некоторой расчетной величины, которая превосходит действительный зазор между втулками 1 и 2, имевший место до нагрева втулки 2 и охлаждения втулки 1. Величину абразивных частиц 6, вводимых в клеящее вещество 7 перед его
помещением между втулками 1 и 2, выбирают по увеличенному таким образом зазору а. Естественно, что выбранйые частицы абразива по величине прейосходят величину действительного зазора между втулками 1 и 2 в их нормальном состоянии (т.е. при одинаковой температуре обеих втулок), поэтому при размещении вещества 7 с абразивными частицами б между втулками 1 и 2 следует путем описанного приема увеличить зазор а таким образом, чтобы частицы 6, находящиеся в веществе 7 во взвешенном состоянии, смогли с небольшим зазором (без заклинивания) равномерно распространиться вмете с клеящим веществом в указанном зазоре между втулками. После остывания втулки 2 и нагрева втулки 1 до нормальной температуры величина зазора а между втулками уменьшается до действительного и частицы 6 своими острыми углами впиваются в оппозитно расположенные поверхности втулок 1 и 2. С последующим застыванием
вещества 7 происходит
окончательное соединение втулок 1 и 2.
Формула изобретения
Способ соединения деталей, охватывающих одна другую, с размещением в зазоре между соединяемыми поверхностями деталей клеящего вещества, смешанного с частицами абразива, отличающийся тем, что, с целью повышения прочности и надежности соединения, перед размещением клеящего вещества охватываемую деталь подвергают охлаждению, охватывающую деталь - нагреву, а абразивные частицы выбирают по величине равными температурному зазору между соединяемыми деталями.
Источники информации, принятые во внимание при экспертизе
.1. Орлов П. И. Основы конструировния. Машиностроение. М., 1977, с.4
