: Изобретение относится к технологии соединения деталей с помощью клеящих веществ.
Цель изобретения - упрощение сборки и повьшение прочности соединения.
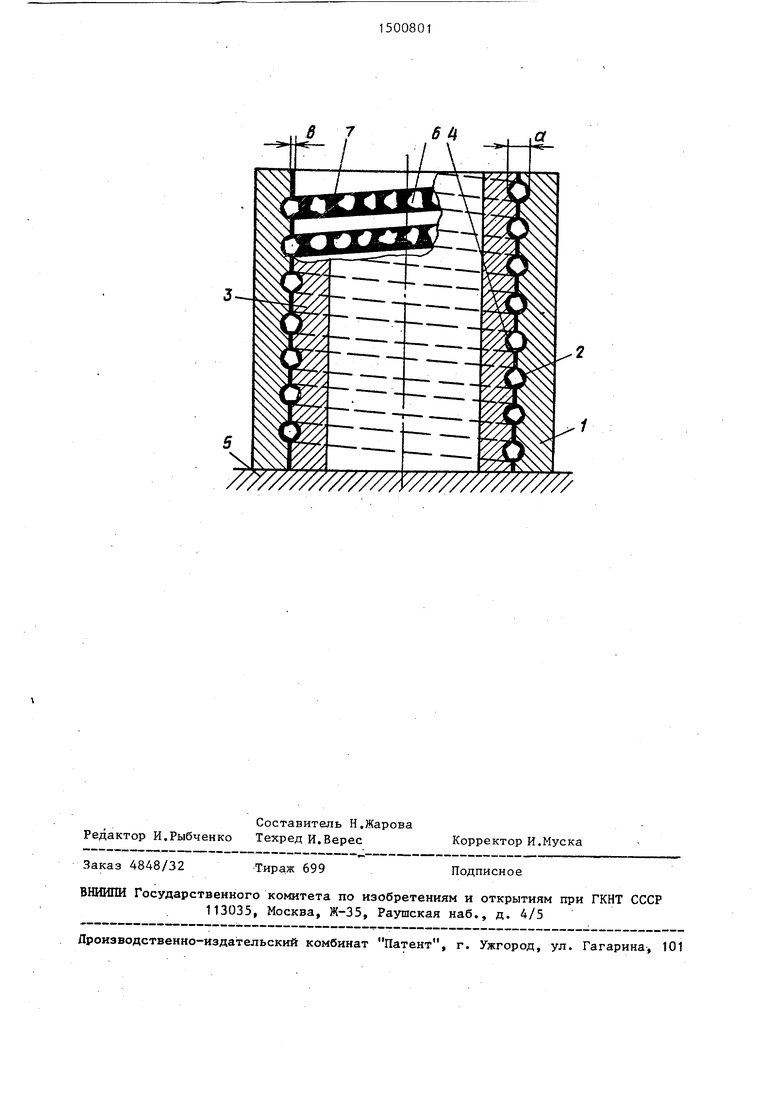
На чертеже приведена схема осуществления способа.
Втулку 1 с винтовой канавкой 2 устанавливают кондентрично втулке 3 с ответной винтовой канавкой 4 на подставке 5. Шаг, профиль и направление канавок 2 и 4 одинаковы. Предлагаемый способ реализуют следующим образом.
Поворачивая втулки 1 и 3 друг относительно друга, добиваются совмещения канавок 2 и 4, в результате чего образуется винтовая полость шириной а. Величину абразивных час- тид 6, вводимых в клеящее вещество 7,
выбирают по величине сечения а винтовой полости таким образом, чтобы частицы 6.при заполнении клеящим веществом 7 полости-могли с небольшим за- . зором (,без заклинивания) равномерно разместиться в последней.
После заполнения винтовой полости . веществом 7 с частицами 6 втулки 1 и 3 смещают либо в осевом направлении, либо поворотом друг относительно друга до момента заклинивания частиц 6 в канавках 2 и 4 втулок-1 и 3. С последующим застыванием вещества 7 происходит окончательное соединение втулок 1 и 3.
Наличие на соединяемых поверхностях канавок 2 и 4 позволяет применять частицы 6, размер а которых может значительно превьш1ать зазор b между соединяемыми деталями.
СП
о о
СХ)
31500
Проводили экспериментальную проверку способа на соединении двух втулок из сплава В-95: охватывающей втулки с внутренним диаметром 30 мм и охватываемой с наружным диаметром , 29,9 мм при длине втулок 100 мм. На соединяемых поверхностях вьшолняли две пары канавок диаметром 1,6 мм с внедрнением в тело втулок на 0,8мм и утлом подъема винтовой линии про- течек 30 , В качестве клеящего не- щества использовали эпоксидньй клей ЭП-2. Наполнителем служил электро- корунд бельй зернистостью 1 ,,0 - 1,25 мм (шлифзерно № 100).
После совмещения канавок в об- ;разующуюся полость из резиновой ГРУ .ши (под небольшим избыточным давлением) вводили клей с абразивом, которые предварительно перемешивали в соотношении (по объему) три части клея на одну часть шлифпорошка. После поворота втулок друг относительно друга до заклинивания (крутящий мо- . мент 100 Нем) соединяемые детали вы-; держали в течение 48 ч для полной полимеризации клея. Для осуществления сгшейвания не понадобилось ника-, кого оборудования. Несоосность дета-i лей составила 0,02 мм (произошло са-; моустановление деталей друг относи- : тельно друга),;
Выполнение протечек на соединяе- мых поверхностях позволяет применять абразивные частицы по размеру значи
i ;
тельно больше, чем зазор в соединении, и упрощает процесс введения клеящего вещества с абразивом, так как отпадает необходимость в нагреве и охлаждении соединяемых деталей. Досле введения клеящего вещества с . абразивом и смещения деталей друг относительно друга происходит заклинивание абразивных частиц, что значительно повьшзает прочность соединения при знакопеременных нагрузках.
Формула изобретения ;
Способ соединения охватываемой и охватывающей деталей, включающий введение в зазор между сопрягаемыми поверхностями деталей клеящего вещества, смешанного с частицами абразива, отличающийся тем, что, с целью упрощения сборки и повьш1ения прочности соединения, перед введением клеящего вещества на сопрягаемых поверхностях деталей выполняют винтовые канавки одинакового шага и направления, устанавливают детали, совмещая канавки до образования винтовой полости между сопрягаемыми поверхностями, клеящее вещество вводят в указанную полость, после чего сдвигают детали друг относительно друга, смещая канавки, при этом- размер частиц абразива выбирают меньше размера сечения винтовой полости, но больше величины зазора между сопрягаемыми поверхностями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения деталей | 1978 |
|
SU775431A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ СКЛЕИВАНИЕМ | 2017 |
|
RU2652487C1 |
| Соединение деталей | 1990 |
|
SU1761993A1 |
| Способ получения клеевого соединения деталей | 2021 |
|
RU2751979C1 |
| Способ получения неразъемного соединения деталей | 1985 |
|
SU1389977A1 |
| Способ подготовки поверхности металлических фитингов к склеиванию с профилем из композиционного материала | 2021 |
|
RU2775768C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО СЛОЯ НА РАБОЧЕЙ ПОВЕРХНОСТИ СТАЛЬНОЙ ДЕТАЛИ | 2006 |
|
RU2310017C1 |
| Способ термического соединения с натягом охватываемой и охватывающей деталей | 1990 |
|
SU1773663A1 |
| Изолятор | 1980 |
|
SU951412A1 |
| Способ склеивания деталей,охватывающих одна другую | 1980 |
|
SU937499A1 |
Изобретение относится к технологии соединения деталей с помощью клеящих веществ. Цель изобретения - упрощение сборки и повышение прочности соединения. Перед введением клеящего вещества, смешанного с частицами абразива, в зазор между охватывающей и охватываемой деталями на их сопрягаемых поверхностях выполняют винтовые канавки. Шаг, профиль и направление канавок одинаковы. Детали устанавливают относительно друг друга до совмещения канавок, в результате чего образуется винтовая полость, куда подают клеящее вещество. При этом размер абразивных частиц выбирают меньше размера сечения винтовой полости и больше величины зазора между сопрягаемыми поверхностями. Затем детали смещают, происходит заклинивание частиц, которые превосходят по размерам зазор между деталями. Это приводит к повышению прочности соединения при знакопеременных нагрузках. 1 ил.
////////////////Л ////////////////
| Способ соединения деталей | 1978 |
|
SU775431A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
