Согласно изобретению, предлагается прокатный станок для переработки в холодном состоянии кру)лой стали на арматуру периодического профиля, предназначаемую для железобетона.
Станок (фиг. 1-3) имеет две пары зубчатых валков 5, 9 и 7, 8, расположенных под прямым углом одна к дрзгой.
Валки по образующим плоскостям рифленые. На выступах плоскостей протачивают ручейки, чтобы обеспечить при сплющивании арматурного железа овальный профиль и фиксировать положение стержня при вальцевании. Вторая пара таких валков предназначена сплющивать участки круглой арматуры, которые остались несплющенными при прохождении через первую пару валков.
Две пары валков вращаются синхронно от одного мотора. Каждая пара валков состоит из одного нижнего неподвижного в плоскости своей оси валка (5 и 7) и верхнего подвижного (Р и S). Верхние валки могут приближаться к нижним валкам, или удаляться от них, обеспечив.чя тем самым сплющивание круглого железа диаметром от 6 до 20 мм на
попеременно вертикально и горизонтально расположенный овал с соотнощением сторон 1 : 2.
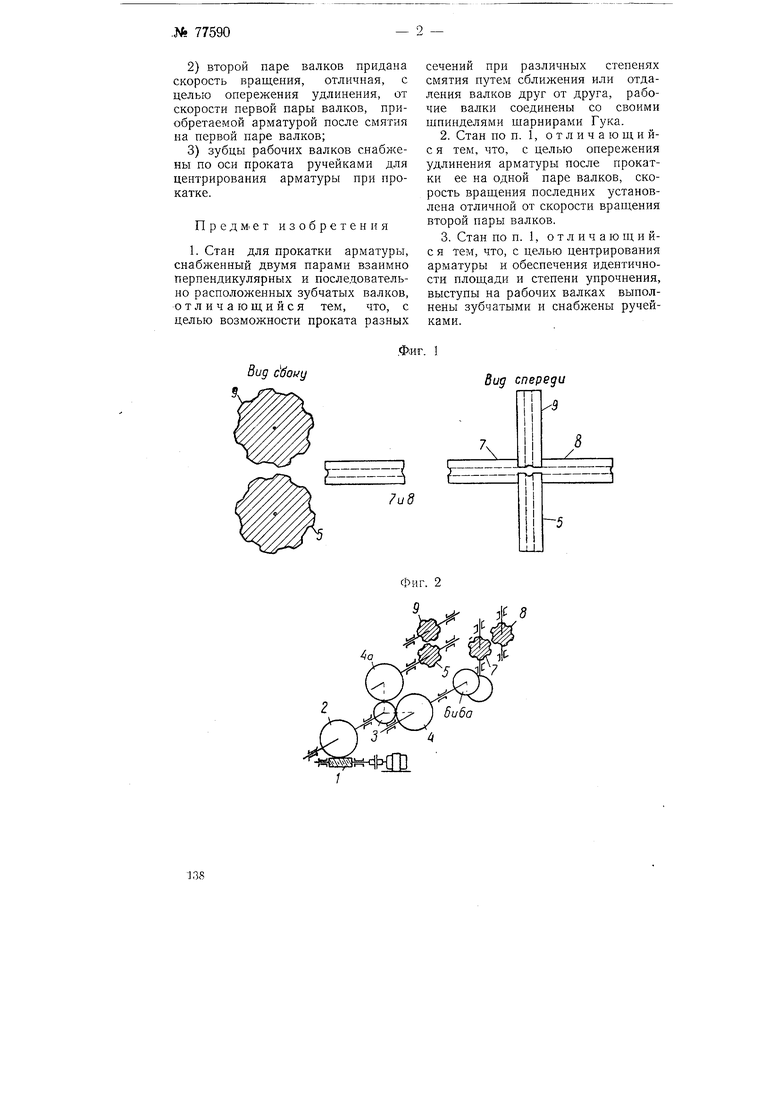
Кинематическая схема изображена на фиг. 2 и 3. Электромотор вращает через червяк / и щестерни 2 и 3 ведущие зубчатки 4а и 4, на осях которых посажены нижний ва.пок 5 на оси зубчатки 4а и на второй оси конические шестерни 6 и 6а, передающие вращение горизонтальной оси на вертикальную ось. На вертикальную ось насажен неподвижный валок 7 второй пары.
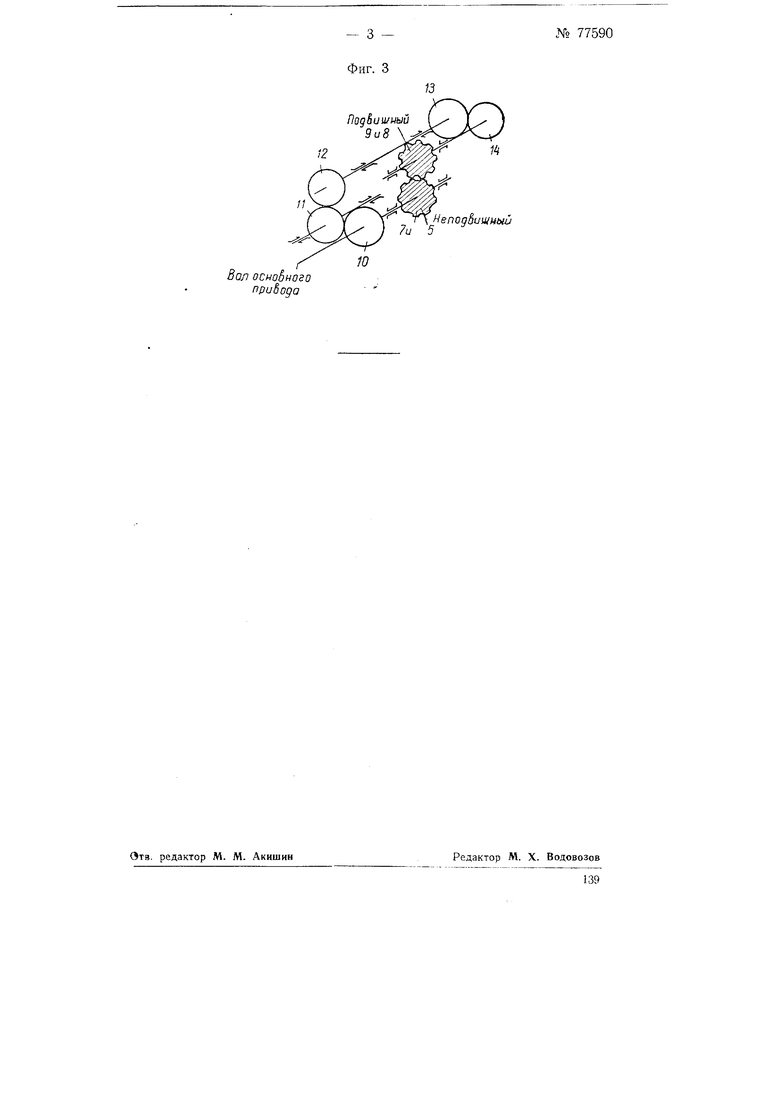
Схема передачи вращения на верхние валики как для первой, так и для второй пары валков показана на рис. 3.
На вал основного привода до неподвижного валка насажена шестерня 10, передающая вращение через щестерни 11, 12, 13 и 14 на подвижные валки 9 и 8.
Новым в предлагаемом стане является следующее:
1) оси рабочих валков насажены на универсальные щпиндели (шарнир Гука), позволяющие сближать или отдалять одну пару валков от другой, что обеспечивает арматуре переменный щаг смятия, а также прокат разных сечений, при разных степенях смятия;
137
2)второй паре валков придана скорость вращения, отличная, с целью опережения удлинения, от скорости первой пары валков, приобретаемой арматурой после смятия на первой паре валков;
3)зубцы рабочих валков снабжены по оси проката ручейками для центрирования арматуры при прокатке.
Предм.ет изобретения
1. Стан для прокатки арматуры, снабженный двумя парами взаимно перпендикулярных и последовательно расположенных зубчатых валков, отличающийся тем, что, с целью возможности проката разных
сечений при различных степенях смятия путем сближения или отдаления валков друг от друга, рабочие валки соединены со своими щпинделями шарнирами Гука.
2.Стан по п. 1, отличающийс я тем, что, с целью опережения удлинения арматуры после прокатки ее на одной паре валков, скорость вращения последних установлена отличной от скорости вращения второй пары валков.
3.Стан по п. 1, отличающийс я тем, что, с целью центрирования арматуры и обеспечения идентичности площади и степени упрочнения, выступы на рабочих валках выполнены зубчатыми и снабжены ручейками.
Вид сЬоАу
Вид спереди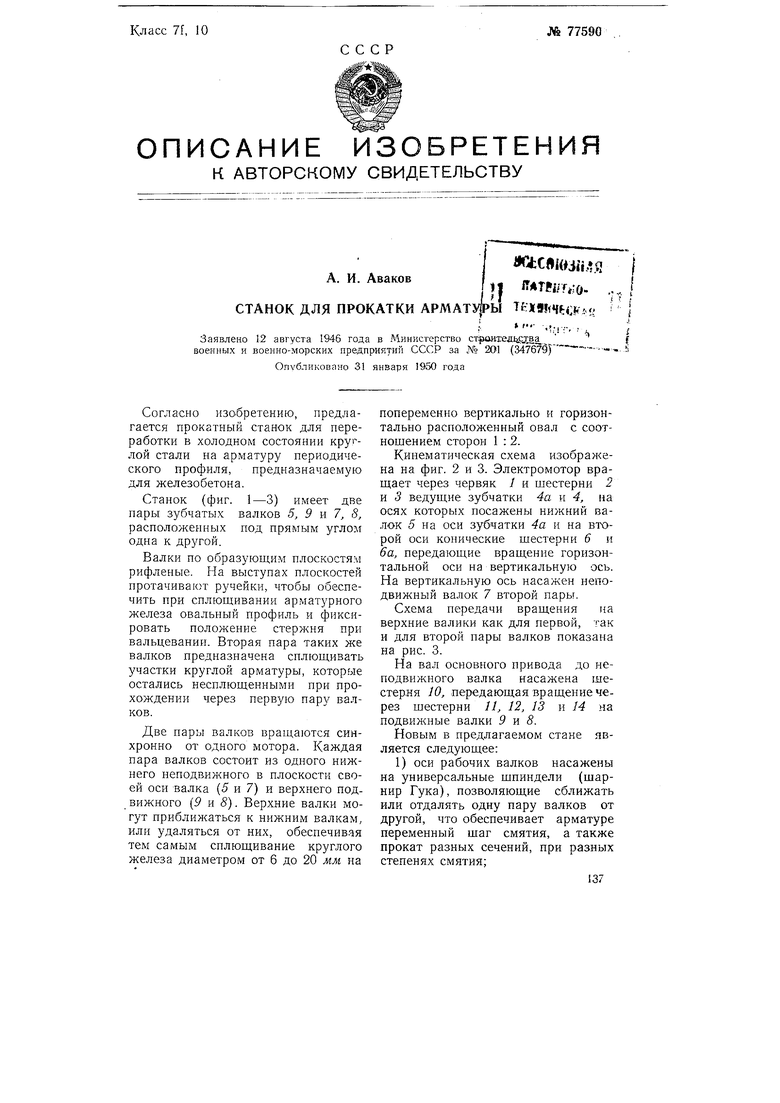
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочие валки для прокатного стана | 1948 |
|
SU89331A1 |
| Стан для поперечно-винтовой прокатки прутков и труб переменного сечения | 1947 |
|
SU89698A1 |
| Клеть стана холодной прокатки труб | 1982 |
|
SU1137648A1 |
| Рабочая клеть планетарного стана | 1976 |
|
SU608573A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU686789A1 |
| Прибор для определения крепости пород или угля в забое | 1927 |
|
SU8484A1 |
| Стан поперечно-винтовой прокатки осесимметричных деталей | 1974 |
|
SU538796A2 |
| Групповой привод непрерывного прокатного стана | 1966 |
|
SU237084A1 |
| Способ изготовления блочных(состоящих из нескольких венцов)шестерен методом поперечной прокатки | 1950 |
|
SU91441A1 |
| Стан поперечно-винтовой прокатки | 1974 |
|
SU531614A1 |
Вал основного npuSogo
№ 77590
Henogeuii/nt vJ
