1
Изобретение относится к области обработки металлов давлением и может быть иопользовано для производства круглых сплошных и полых профилей постоянного и переменного диаметра.
Известен стан поперечно-винтовой лрокатки, содержащий смонтированную на опорах с ВОЗМОЖНОСТЬЮ вращения относительно оси прокатки станину с жестко закрепленными в ней корпусами, несущими рабочие валки, связанные посредством конических зубчатых передач с ведущими валами привода и соединенные с механизмом перемещения рабочих валков.
Однако известный стан не позволяет осуществлять настройку рабочих валков на заданный диаметр проката во время процесса прокатки, что ограничивает возможности повышения производительности стана.
В предлагаемом стане с целью сокращения времени настройки для повышения производительности СВЯЗЬ рабочих валков с валами привода и корпусов рабочих валков со станиной выполнена в виде шарнирных соединений, имеющих общую геометрическую ось шарниров. Кроме того, станина выполнена из двух частей различной конфигурации, одна из которых - цилиндрическая, а другая - двустенная трефообразная, корпуса валков размещены между стенками трефообразной части станины.
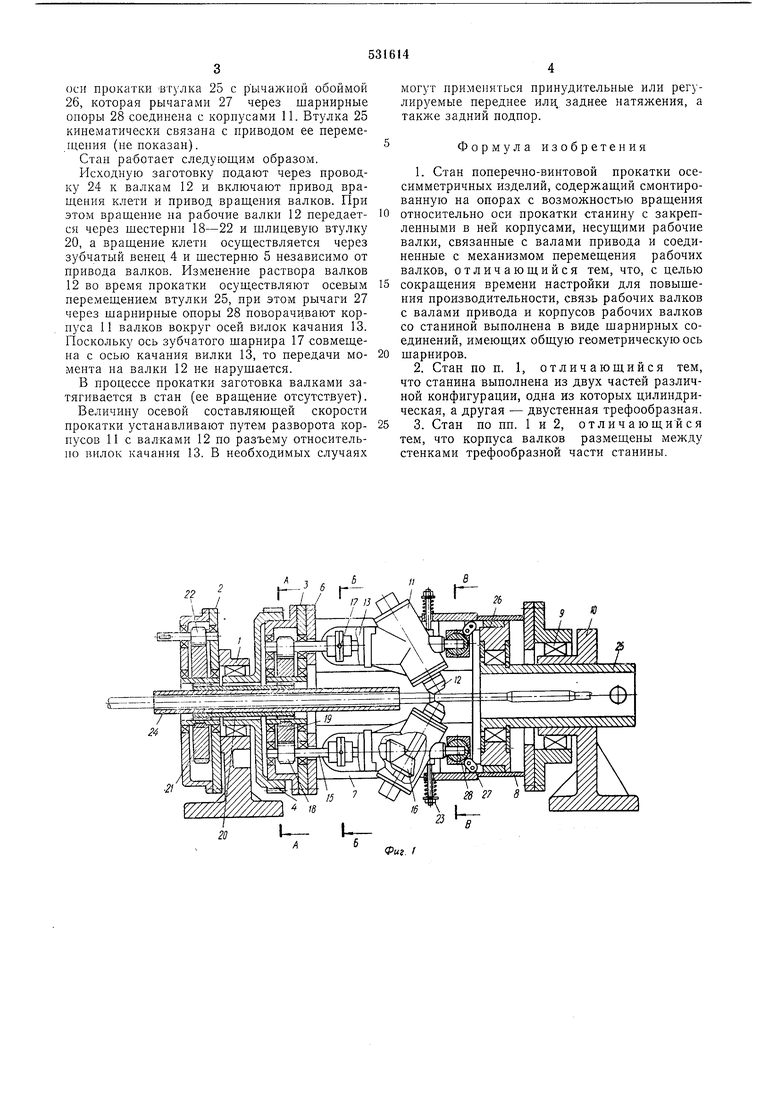
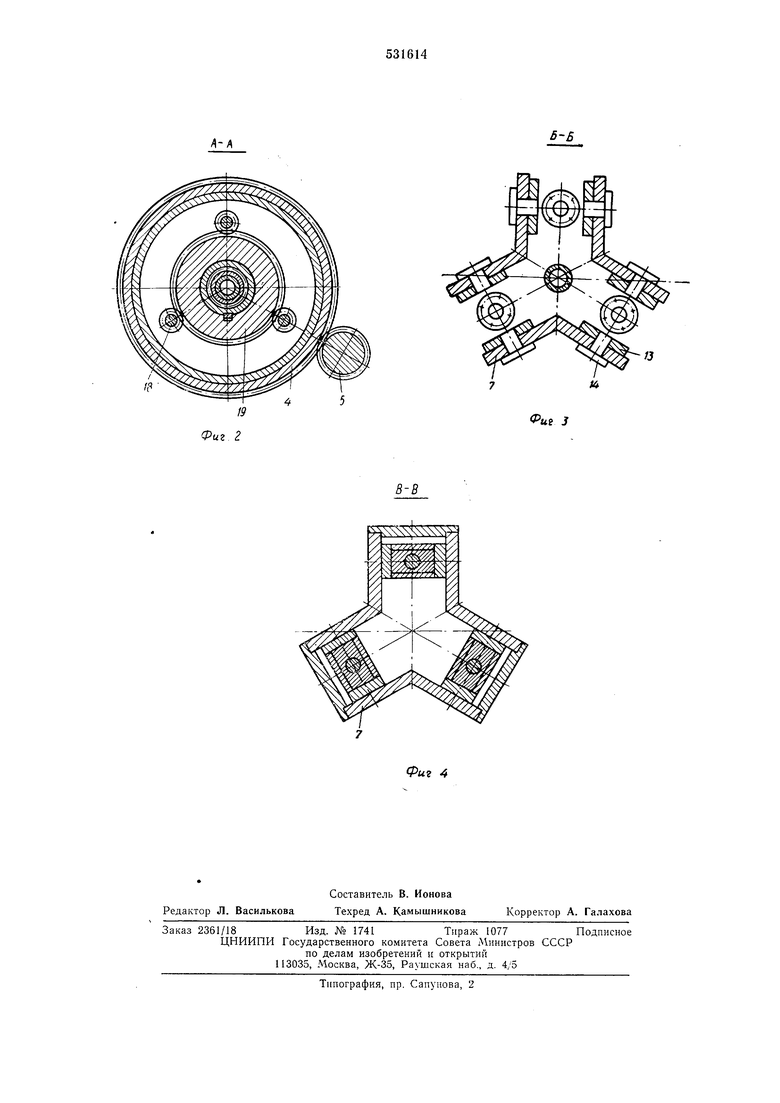
На фиг. 1 изображен предлагаемый стан, общий ВИД, разрез; на фиг. 2 - сечение по А-А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 1; на фиг. 4 - сечение по В-В на
фиг. 1.
Стан поперечно-винтовой прокатки состоит из передней опоры 1, на которой установлена неподвижная часть 2 и вращающаяся часть 3 редуктора, зубчатый венец 4, который через
шестерню 5 связан с электродвигателем (не показан).
С Вращающейся частью 3 редуктора жестко соединена станина клети 6, состоящая из двустенной трефообразной части 7, жестко соединенной с цилиндрической частью 8, которая связана через подшипник 9 с задней опорой 10. Между стенками трефообразной части 7 станины 6 размещены корпуса 11 с валками 12, соединенные с ней шарнирно, например,
посредством вилок качания 13 и пальцев 14. Валки 12 соединены с ведущими валами 15 привода через конические передачи 16 и зубчатые шарниры 17, причем валы 15 через шестерни 18, 19, шлицевую втулку 20 и шестерни
21, 22 связаны с электродвигателем (не показан), а ВИЛКИ 13 и шарниры 17 имеют общую ось качания. Корпуса 11 снабжены уравновешивающими устройствами 23. Для направления проката к валкам 12 через переднюю опору 1 и редуктор пропущена проводка 24. В задней опоре 10 размещена подвижная вдоль
оси прокатки втулка 25 с рычажной обоймой 26, которая рычагами 27 через шарнирные опоры 28 соединена с корпусами 11. Втулка 25 кинематически связана с приводом ее перемещения (не показан).
Стаи работает следующим образом.
Исходную заготовку подают через проводку 24 к валкам 12 и включают привод вращения клети и привод вращения валков. При этом вращение на рабочие валки 12 передается через щестерни 18-22 и шлицевую втулку 20, а вращение клети осуществляется через зубчатый венец 4 и шестерню 5 независимо от привода валков. Изменение раствора валков 12 во время прокатки осуществляют осевым перемещением втулки 25, при этом рычаги 27 через шарнирные опоры 28 поворачивают корпуса 11 валков вокруг осей вилок качания 13. Поскольку ось зубчатого шарнира 17 совмещена с осью качания вилки 13, то передачи момента на валки 12 не нарушается.
В процессе прокатки заготовка валками затягивается в стан (ее вращение отсутствует).
Величину осевой составляющей скорости прокатки устанавливают путем разворота корпусоБ 11 с валками 12 по разъему относительно вилок качания 13. В необходимых случаях
4
могут применяться принудительные или регулируемые переднее или., заднее натяжения, а также задний подпор.
Формула изобретения
1. Стан поперечно-винтовой прокатки осесимметричных изделий, содержащий смонтированную на опорах с возможностью вращения отиосительно оси прокатки станину с закрепленными в ней корпусами, несущими рабочие валки, связанные с валами привода и соединенные с механизмом перемещения рабочих валков, отличающийся тем, что, с целью сокращения времени настройки для повышения производительности, связь рабочих валков с валами привода и корпусов рабочих валков со станиной выполнена в виде шарнирных соединений, имеющих общую геометрическую ось шарниров.
2.Стан по п. 1, отличающийся тем, что станина выполнена из двух частей различной конфигурации, одна из которых цилиндрическая, а другая - двустенная трефообразная.
3.Стан по пп. 1 и 2, отличающийся тем, что корпуса валков размещены между стенками трефообразиой части станины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть редукционно-калибровочного стана | 1982 |
|
SU1065046A1 |
| Рабочая клеть трубопрокатного стана | 1987 |
|
SU1493341A1 |
| Устройство для установки оправочного стержня | 1977 |
|
SU707625A1 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2172219C2 |
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
| ПРОКАТНО-КОВОЧНЫЙ СТАН | 1994 |
|
RU2063275C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2220795C1 |
| Прокатная клеть | 1984 |
|
SU1273201A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1998 |
|
RU2149720C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
/1-Л
б-Б
13
Ui
3
Фи-г 4
