Способ изготйвления поперечной прокаткой шестерен, состоящих из одного зубчатого венца, известен. Блочные же шестерни, jo есть шестерни, состоящие из нескольких венцов различных диаметров и модулей, изготовляют путем механической обработки на зуборезных станках. Последний способ отнимает много времени, часть металла отходит в стружку и. кроме того, не вся-кую конфигурацию зуба можно выполнить на станке. ,
В описываемом способе изготовления блочных шестерен эти недостатки устранены тем, что монолитную шестерню с несколькими венцами, имеющими различные диаметры, модули и конфигурации зубьев, изготовляют из нагретой заготовки путем поперечной прокатки одновременно всех венцов между парами валков, имеющих нарезку в форме требуемого профиля зуба шестерни.
Для достижения необходимого соответствия между профилями зубьев каждого венца блока вращение заготовки производят от приводных валков, обрабатывающих основной венец блока, остальные венцы прокатываются между валками, получающими движение от самой заготовки через делительные шестерни. Благодаря тому, что положение валков отдельных пар может быть регулируемо, а вращение их через.делительные шестерни происходит согласованно, точность изготовления блочной шестерни получается удовлетворительной.
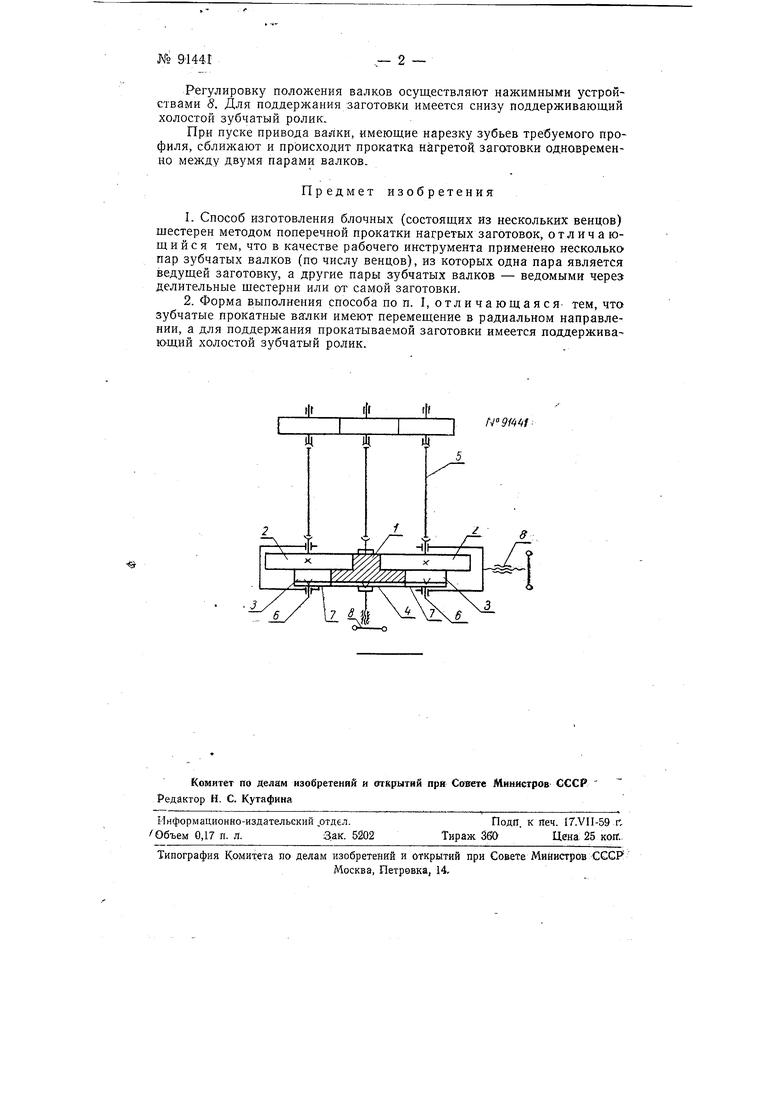
На чертеже представлен схематический план стана для поперечной прокатки блочной шестерни из двух венцов.
Нагретую заготовку 1 устанавливают между рабочими валками таким образом, что основной ее венец приходится между парой приводных валков 2, а второй венец - между парой валков 3, и закрепляют шипами с делительной шестерней 4. Приводные валки 2 и заготовка 1 получают вращение от привода через универсальные щпиндели 5, а валки 3, сидящие свободно на осях 6, приводятся во вращение от заготовки / через делительные щестерни и 7.
Регулировку положения валков осуществляют нажимными устройствами 8. Для поддержания заготовки имеется снизу поддерживающий холостой зубчатый ролик.
При пуске привода валки, имеющие нарезку зубьев требуемого профиля, сближают и происходит прокатка нагретой заготовки одновременно между двумя парами валков.
Предмет изобретения
1.Способ изготовления блочных (состоящих из нескольких венцов) шестерен методом поперечной прокатки нагретых заготовок, отличающийся тем, что в качестве рабочего инструмента применено несколько пар зубчатых валков (по числу венцов), из которых одна пара является ведущей заготовку, а другие пары зубчатых валков - ведомыми через делительные шестерни или от самой заготовки.
2.Форма выполнения способа по п. I, отличающаяся- тем, что зубчатые прокатные валки имеют перемещение в радиальном направлении, а для поддержания прокатываемой заготовки имеется поддерживающий холостой зубчатый ролик.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки цилиндрических зубчатых колес | 1950 |
|
SU91433A1 |
| Стан для накатки зубчатых колес | 1956 |
|
SU108242A1 |
| Способ изготовления зубчатых реек | 1951 |
|
SU94833A1 |
| Способ изготовления червячно-модульных фрез | 1958 |
|
SU122008A1 |
| Инструмент для прокатки зубчатых колес | 1974 |
|
SU689770A1 |
| ВАЛОК ДЛЯ ПРОКАТКИ ЗУБЧАТЫХ КОЛЕС | 1967 |
|
SU190856A1 |
| СТАН ДЛЯ ПРОКАТКИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ С ВНУТРЕННИМ ПРОФИЛЕМВС^^СОЮЗНАКгч</•'•;C:^'P-T?XHI!St::.•"'-''1ИОТ~'-^Л | 1971 |
|
SU315498A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Устройство для накатывания внутренних зубчатых профилей | 1987 |
|
SU1447505A1 |
| Стан холодной прокатки труб | 1985 |
|
SU1338910A1 |
JiL
№9т17 I
к.
