Предметом изобретения являются валки прокатного стана для прокатки арматурной стали (и других металлов) фасонного профиля.
Известно, что изделия из арматурной стали такого профиля могут изготовляться в прокатных станах с двумя парами валков (одна пара-горизонтальных, вторая-вертикальных валков) с синхронизированным вращением валков, осуществляемым посредством двух редукторов.
Преимущество описываемых прокатных валков и полезность их применения в промьштленности заключается в том, что валки данной конструкции имеют возможность упразднить вторую пару валков и второй редуктор, а также шестеренную клеть привода и осуществить прокатный стан с меньщей потребной мощностью по сравнению со станом из двух пар валков для прокатки изделий одинакового профиля.
Это достигается тем, что валки выполняют с расположенными на их цилин дрической поверхности зубцами, имеющими в средней по длине части выступы или углубления, правые и левые скосы которых образуют один или несколько ручьев одного или различных размеров.
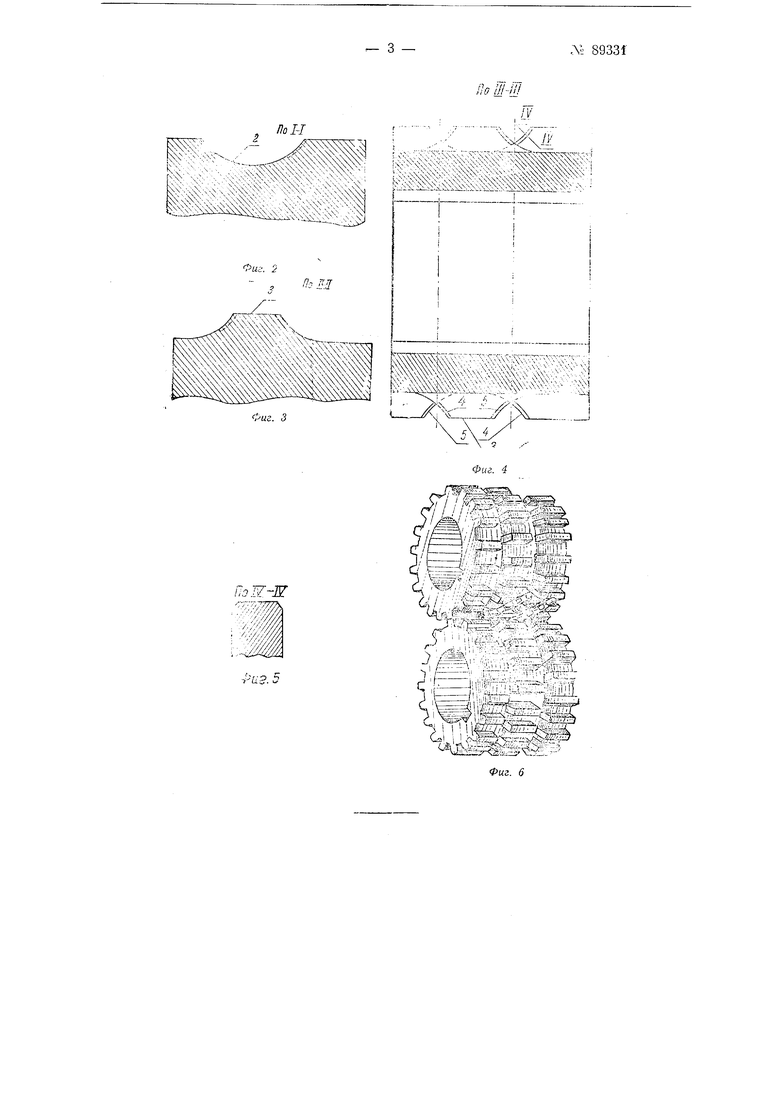
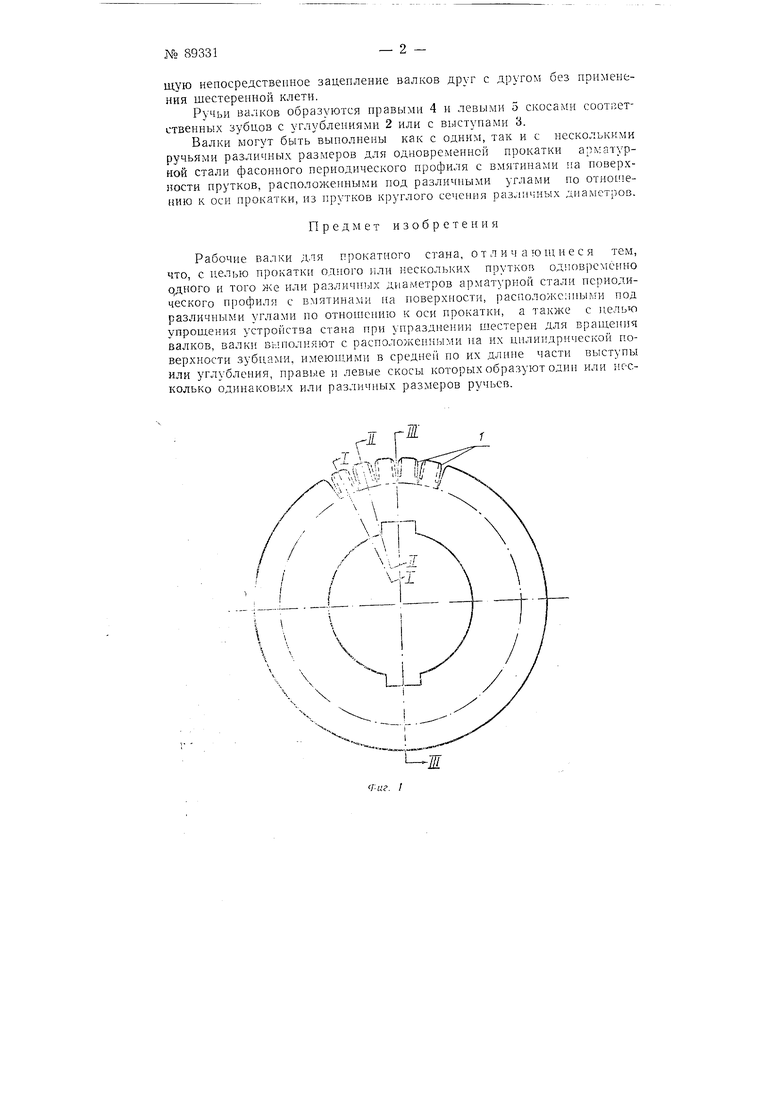
На фиг. 1 изображен валок, вид с торца; на фиг. 2-сечение обода по I-I на фиг. 1; на фиг. 3-сечение по линии II-II на фиг. 1; На фиг. 4-сечение по III-III на фиг. 1; на фиг. 5-сечение скосов зубцов обода по линии IV-IV на фиг. 4; на фиг. 6-фотография двух зубчатых ободов в зацеплении, имеющих два различных размеров ручья с выходящими из них прокатанными прутками фасонного периодического профиля с вмятинами на поверхности.
Как видно из чертежей, ободы валков выполнены с расположенными на их цилиндрической поверхности последовательно друг за другом зубцами 1, имеющими в средней их части по длине углубления 2 или выступы 3, а в поперечном сечении-форму щестерен, обеспечивающую непосредственное зацепление валков друг с другом без применения шестеренной клети.
Ручьи валков образуются правыми 4 н левыми 5 скосами соответственных зубцов с углублепиямн 2 или с выступами 3.
Валки могут быть выполнены как с одним, так и с несколькими ручьями различных размеров для одновременной прокатки арматурной стали фасонного периодического профиля с вмятинами па поверхности прутков, расположенными под различными углами по отноптению к оси прокатки, из прутков круглого сечения различных диаметров.
Предмет изобретения
Рабочие валки дтя прокатного стана, от л и ч а ю HI и е с я тем, что, с целью прокатки одного или нескольких прутков одновременно qднoгo и того же или различн 1х диаметров арматурной стали периодического профиля с вмятинами на поверхности, расноложсппыми под различными углами но отношению к оси прокатки, а также с целью упрощения устройства стана при упразднении шестерен для вран1,ения валков, валкн выполняют с расположенными на их цилиндрической поверхности зубцами, имеюншми в средней но их длине частн выступы или углубления, правые н левые скосы которых образуют один или несколько одинаковых или различных размеров ручьев.
C-.-b.
. iO
,, -J
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки арматуры | 1946 |
|
SU77590A1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| Стальная арматура периодического профиля | 1980 |
|
SU891872A1 |
| Прокатный стан для изготовления труб | 1969 |
|
SU305730A1 |
| Валок для прокатки арматурных периодических профилей | 1988 |
|
SU1588477A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОФИЛИРОВАННЫХ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2325449C2 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| СПОСОБ ПОЛУЧЕНИЯ АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 1993 |
|
RU2070448C1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253526C1 |
| Рабочий валок для изготовления сложных периодических профилей | 1978 |
|
SU774741A1 |