(54) СМАЗКА ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ МЕТАЛЛОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Стеклосмазка для иглы при горячем прессовании труб и полых профилей | 1976 |
|
SU568673A1 |
| Смазка для горячего прессования металлов | 1980 |
|
SU891762A1 |
| Смазку для горячей обработки металлов | 1974 |
|
SU499291A1 |
| Стеклосмазка для прошивки стальных заготовок | 1977 |
|
SU710246A1 |
| Смазка для горячей обработки металлов | 1975 |
|
SU523135A1 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681909A1 |
| Смазка для горячего гидропрессования металлов | 1983 |
|
SU1113403A1 |
| Стеклосмазка для иглы при горячем прессовании полых изделий | 1977 |
|
SU654676A1 |
| Смазка для горячего прессования металлов | 1983 |
|
SU1121287A1 |
| СТЕКЛОСМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ | 1972 |
|
SU350813A1 |
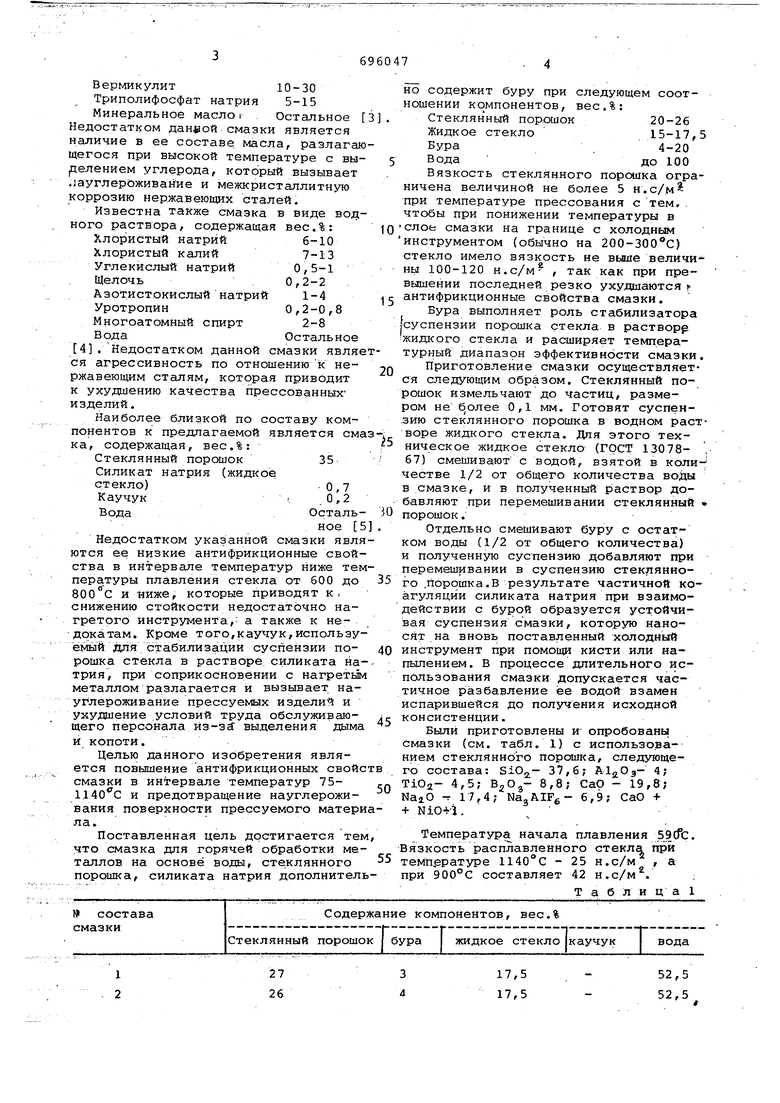
Данное изобретение относится к об .пасти обработки металлов давлением, в частности к технологическим смазка для горячего прессования металлов, и может быть использовано для смазки инструмента (иглы, втулки,контейнера) горизонтальных и вертикальных гидрав лических прессов. В настоящее время при горячем пре совании труб и профилей на горизонтальных гидравлических прессах стеклянную смазку наносят на нагретую до температуры прессования заготовку, в результате чего смазка нагревается до зтой температуры и обеспечивает при установившемся процессе удовлетворительную стойкость инструмента. Однако ь ряде случаев, например, пос ле замены инструмента и длительных остановок пресса, когда инструмент еще не разогрет, наблюдается повышенный износ инструмента или даже выход его из строя. Это объясняется тем, что при соприкосновении нагретой и расплавленной смазки с холодным инструментом происходит снижение ее температуры и, как следствие , повышение вязкости смазки и значительное ухудшение ее антифрикционных свойств. Ухулвление антифрикционных свойств смазки, подаваемой внутрь гильз, приводит к обрывам игл. Ухудшение антифрикционных свойствсмазки, подвиваемой на наружную поверхность гильз, приводит к резкому увеличению нагрузок на прессе и, как следствие, к недокатам. Поэтому на период разогрева инструмента необходимо применять смазку, обладающую высокими антифрикционными свойствами в широком температурном диапазоне. Известно применение при обработке металлов давлением смазочных композиций ria основе графита с различными добавками в виде водных или масляных суспензий 1,2. Недостатком графитеодержащих сма-.г ок является их высокая науглероживаюая способность. Поверхность выпресованных при высоких температурах зделий из нержавеющих сталей под оздействием графита (углерода) прибретает склонность к межкристаллитой коррозии и разрушению в процессе оследующей эксплуатации. Известны безграфитовые смазки для нструмента. Например смазка, ссдеоащая, вес.%: Вермикулит10-30 Триполифосфат натрия 5-15 Минеральное маслоi Остальное Недостатком дан«ой смазки является наличие в ее составе масла, разлагаю щегося при высокой температуре с вы релением углерода, который вызывает науглероживание и межкристаллитную коррозию нержавеющих сталей. Известна также смазка в виде вод ного раствора, содержащая вес,%: Хлористый натрий 6-10 Хлористый калий 7-13 Углекислый натрий 0,5-1 Щелочь0,2-2 Азотистокислый натрий 1-4 Уротропин0,2-0,8 Многоатомный спирт 2-8 ВодаОстальное 4, Недостатком данной смазки явля ся агрессивность по отношениюК нержавеющим сталям, которая приводит к ухудшению качества прессованных изделий. Наиболее близкой по составу компонентов к предлагаемой является см ка, содержащая, вес.%: Стеклянный порошок Силикат натрия (жидкое стекло) 0,7 .0,2 Каучук Осталь Вода ное Недостатком указанной смазки явл ются ее низкие антифрикционные свой ства в интервале температур ниже те пературы плавления стекла от 600 до и «иже, которые приводят к, снижению стойкости недостаточно нагретого инструмента, а также к недокатам. Кроме того,каучук,использу емый для стабилизации суспензии порошка стекла в растворе силиката на трия, при соприкосновении с нагреты металлом разлагается и вызывает науглероживание прессуемых изделий и ухудшение условий труда обслуживающего персонала из-згГ выделения дым и копоти. Целью данного изобретения является повышение антифрикционных свой смазки в интервале температур 751140 с и предотвращение науглероживания поверхности прессуемого матер ла. Поставленная цель достигается те что смазка для горячей обработки ме таллов на основе воды, стеклянного порошка, силиката натрия дополнител но содержит буру при следующем соотношении компонентов, вес.%: Стеклянный порошок 20-26 Жидкое стекло15-17,5 Бура4-20 Водадо 100 Вязкость стеклянного порошка ограничена величиной не более 5 н.с/.м при температуре прессования с тем,. чтобы при понижении температуры в слое смазки на границе с холодным инструментом (обычно на 200-300 С) стекло имело вязкость не выше величины 100-120 н.с/м , так как при превышении последней резко ухудшаются антифрикционные свойства смазки. Бура выполняет роль стабилизатора .суспензии порошка стекла в растворр жидкого стекла и расширяет температурный диапазон эффективности смазки. Приготовление смазки осуществляется следующим образом. Стеклянный порошок измельчают до частиц, размером не 0,1 мм. Готовят суспен.зию стеклянного порошка в водном растворе жидкого стекла. Для этого техническое жидкое стекло (ГОСТ 13078- , 67) смешивают с водой, взятой в количестве 1/2 от общего количества воДы в смазке, и в полученный раствор добавляют при перемешивании стеклянный порошок. Отдельно смешивают буру с остатком воды (1/2 от общего количества) и полученную суспензию добавляют при перемешивании в суспензию стеклянного .порошка. В результате частичной коагуляции силиката натрия при взаимодействии с бурой образуется устойчивая суспензия смазки, которую наносят на вновь поставленный холодный инструмент при помощи кисти или напылением. В процессе длительного использования смазки допускается частичное разбавл:ение ее водой взамен испарившейся до получения исходной консистенции. Были приготовлены и опробованы смазки (см. табл. 1) с использованием стеклянного порошка, следующего состава: SiO.- 37,6; 4; TiOa- 4,5; 8,8; CaO - 19,8; NajO -r 17,4; NagAIF - 6,9; CaO + + Ni04i. Температура начала плавления 59(fc. Вязкость расплавленного стекла при темп.ературе 1140°С - 25 н.с/м , а при 900°С составляет 42 н.с/м . ; Т а б л и ц а 1
С целью сохранения консистенции суспензии смазки, обеспечивающей ей устойчивость, суммарное содержание стеклянного порошка и буры должно находиться в пределах 30-40 вес.%. Поэтому максимальному содержаний стеклянногоПорошка в смазке соответствует минимальное содержание буры и наоборот,
В табл.1 составы смазки 2, 3, 4 в прёделс1Х заявленных концентраций, составы сМазки.1,5 - с содержанием компонентов, выходящим за заявленные граничные пределы, состав смазки 6 - |1звестная смазка (5.
до 10
Риски Как видно из табл. 2, при использовании составов смазки 2, 3, 4 недокаты не образовывались и обрывы игл 65
Продолжение табл.1
-: . ; , ,:,- .... -J, - - .-i s--V : ;4 455 - feiu -SiKp4s V p;; -ij5ia,.,,,.;:,-J.
Испытания смазок провоЬилй при прессовании труб размером мк
5 из нержавоощей стали 08Х18Н10Т на горизонтальном гидравлическом прессе усилием 1600 тс. Температура прессования согласно действующей технологической инструкции - . Приведен0ные составы смазс4к в виде суспензии I наносили при помощи кисти на вновь
/ |постав,ленный прессовый инструмент (иглу, втулку) 4 В процессе испытаний фиксировали стойкость игл и появле5ние недокатов.
Результаты испытаний представлены в табл.2.
Таблйца2
-,--.f-S S r T - 3 tt W 59o
Склонны, к МКК; науглерожидо 50 вание поверхности не наблюдались. Использование состава 1 P«f -« По ичес у«гл на 5% из-за обрывов и количес.ву
недокатов на 20%. Состав смазки. 5, содержащий буру в количестве, превышающем верхний граничный предел, образовнвал неустойчивую расслаивающуюся в процессе использования суспензию. Это затрудняло равномерное нанесение слоя смазки на инструмент, в Результате чего прессование проходило практически без смазки.
Использование известной состава смазки 6 на вновь поставленный инctpy мент приводило к увеличению расхода игл на 10% и к количеству Недокатов на 50%.Аналогичные результаты получены при работе без нанесения смазки.Крме того,при использовании известной смазки Наблюдалось науглероживаниеповерхности труб и выделение дыма. Испытанные предлагаемые составы смазки 2, 3, 4 эффективны в ашроком диапазоне температур выше 75°С, имеют лучшие антифрикционные свойства, не науглероживают поверхность труб и не загрязняют атмосферу газовыми выделениями. Из них наиболее оптималным является соотношение стеклянного порошка и буры в составе смазки 3. При этом обеспечивается получение стабильной суспензии, равномерное распределение компонентов по поверхности, инструмента и полная.изоляция его от нагретого металла вначале рас плавленной бурой (при 75°С. и выше), затем - стеклом {590°С и выше).
Содержание буры в составе смазки 2 является минимально допустимым, когда ее частицы равномерно распре.деляются в смазке и изолируют инструмент от нагретого металла, обеспечивая хорошие антифрикционные свойства смазки при низких температурах (от 75 до 590С) . Уменьшение содержания буры ниже нижнего предела (состав смазки 1) приводит к неравномерному распределению ее в смазке и ухудшению антифрикционнных свойств смазки.
Содержание буры в составе смазки 4 является максимально допустимым,кода образуется устойчивая суспензия смазки, и сохраняются ее антифрикционые свойства. Увеличение содержания буры выше верхнего предела (состав смазки ь) приводит к интенсивной коагуляции силиката натрия и расслоению смазки, ее неравномерному нанесению на инструмент и ухудшению антифрикционных СВОЙСТВ.
Таким образом, предлагаемая смазка, по сравнению с известной, обладает лучшими антифрикционными свойствами в интервале температур 75-114 и ее применение обеспечивает успешное осуществление процесса прессования труб на вновь поставленном холодном инструменте без снижения стой кости игл и увеличения количества недокатов, а также науглероживания прессуемых изделий.
Положительный эффект при использо вании предлагаемой смазки достигается ступенчатым плавлением компонентов. Действительно, бура, выполняя роль стабилизатора суспензии порошка стекла в растворе силиката натрия, при быстром нагреве выше 75с разжижается и способна выполнять смазочную функцию до достижения на поверхности инструмента температуры, при которой оплавляется и начинает выполнять роль смазки другая составляющая предлагаемой композиции - стеклянный порошок.
Предлагаемая смазка не содержит дефицитных, дорогих и токсичных компонентов и не загрязняет окружающую атмосферу вредными выделениями.
Формула изобретения
Смазка для горячего прессования таллов на основе воды, стеклянного порошка и жидкого стекла, отличающаяся тем, что с целью повышения антифрикционных свойств смазки в интервале температур751140°С и предотвращения науглероживания поверхности прессуемого металла, смазка дополнительно содержит буру при следующем содержании компонентов, вес.%:
Стеклянный порошок20-26
Жидкое стекло15-17,5
Вура,4-20
Водадо 100
Источники информации, принятые во внимание при экспертизе
