1
Изобретение относится к холодной прокатке полос.
Известна.непрерывная холодная прокатка, характеризующаяся неравномерным распределением продольных напряжений по ширине полосы. Растягивающи напряжения вблизи кромок полосы в 1,5-2,0 раза больше, чем в соседних частях. Это объясняется наличием областей уширения на кромках полосы
П.
Однако высокие растягивающие напряжения и имеющиеся микро- и макродефекты на кромках полосы приводят к разрушению металле. Происходящие при этом рбрывы полос вызывают аварийные остановки стана, выводят из строя валк, ухудшают качество холоднокатаны .полос.
Известна также холодная прокатка труб, при которой для уменьшения неравномерности распределения продольных напряжений применяется валок, поверхность выпусков которого выполнена по более высокому классу чистоты, чем остальная часть ручья 2.
Недостатком такого валка является невозможность получения одинакового класса чистоты по всей поверхности проката. Кроме того, грубая поверхность средней части ручья обуславливает высокие энергосиловые параметры , прокатки и плохое качество поверхности проката.
Известен также валок для холодной прокатки полос, который включает бочку с микрорельефом рабочей поверхности, причем микрорельеф бочки валка на расстоянии 10-15 мм от краев
0 рабочей зоны выполнен переменным по длине и с величиной радиусов выступов и впадин, равной 5000-7000 мкм, с плотностью расположения 25-30 на высотой выступов, большей на 5-6 мкм, чем высоты выступов средней
5 части рабочей зоны. Микрорельеф средней части рабочей зоны выполнен в виде касающихся синусоидальных канавок с шагом 1,5-2,0 мкм, глубиной 2-3 мкм и площадью, составляющей 35040% по отношению к номинальной поверхности з.
Однако наличие более грубой повер5хности на краях рабочей зоны бочки относительно ее середины приводит к увеличению неравномерности распределения продольных напряжений по ширине полосы. Кроме того, сложна тех0нология нанесения переменного микрорельефа с указанными параметрами на поверхность бочки валка.
Известен также валок для холодной прокатки, который включает бочку с микрорельефом рабочей поверхности, выполненным в виде множества ориентированных относительно образунщей бочки канавок. Причем канавки ориентированы по окружности, т.е. перпендикулярны к образующей бочки. Микрорельеф имеет поверхностную шероховатость в направлении длины рабочего валка в 3 раза, большую, чем в направлении окружностиJ Ориентированные по окружности канавки непрерывны. Шероховатость поверхности направлении длины рабочего . в зависимости от типа прокатного стана находится в пределах 2-80 мкм .
Недостатком данноговалка является наличие значительной неравномерности распределения продольных напряжений по ширине прокатываемой полосы. Это вызвано неравномерной продольной деформацией по ширине полосы, вследствие утирания на ее кромках, так как одинаковая ориентация канавок по длине рабочей зоны бочки валка не позволяет компенсировать действия уширенйя на кромках полосы.
Цель изобретения - устранение указанных недостатков путем нанесения Простыми средствами такого микрорельефа на поверхности бочкк валка, который позволил бы снизить неравномерность распределения продольных напряжений по ширине полосы за счет снижения-величины коэффициента трения между валком и полосой на краях рабочей зоны бочкя по сравнению с ее серединой при обеспечении одинаковой чистоты поверхности по ширине полосы.
Эта цель достигается тем, что в конструкции валка для холодной прокатки, включающего бочку с переменным микрорельефом поверх;ности рабочей зоны, микрорельеф поверхности средней части рабочей зоны выполнен в виде поля канавок, направленных перпендикулярно образующей бочки валка, а микрорельеф крайних участков рабочей зоны - в поля канавок, направление которых отличается от направления их в средней части рабочей зоны бочки. Ширина каждого из крайних участков составляет 0,020,05-диаметра бочки, что соответствует протяженнорти зон уширений полосы.
Благодаря такому микрорельефу количество смазки, захватываемой в очаг деформации на краях рабочей зоны бочки больше, а.коэффициент трейия меньше, чем в средней ее части. При. этом на краях полосы уменьшается поперечная деформация и увеличивается продольная, что уменьшает растягивающие напряжения в этих участках и снижает неравномерность распределения продольных напряжений по ширине полосы.
Канавки на поверхности крайних участков рабочей зоны по направлению к средней части нанесены с последовательным изменением расположения от параллельного до перпендикулярного относительно оси валка. Это-позволя-ет обеспечить плавность изменения коэффициента трения. В частности направление канавок на поверхности крайних .участков рабочей зоны совпадает с направлением касательных к дугам окружностей с радиусом, равным ширине этих участков.
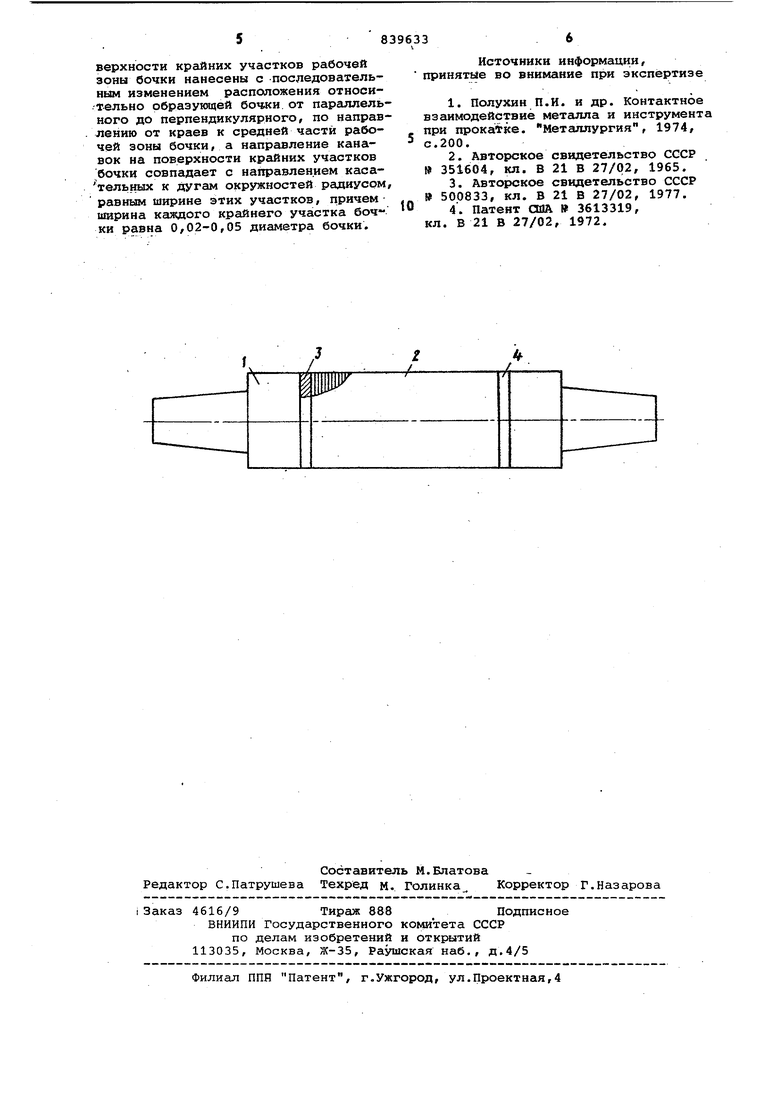
На чертеже изображен валок, общий вид.
/Валок включает бочку 1, на рабочей поверхности которой имеются следующие участки с различным микрорелье- фом средний участок 2 и крайние участки 3 и 4. Ширина каждого из участков 3 и 4 райна 0,02-0,05 диаметра бочки валка. Микрорельеф участка 2 выполнен в виде поля канавок, перпендикулярных оси валка, а направление канавок участков 3 и 4 отличается от направления канавок на участке 2. Глуби 4а канавок составляет (0,002-0,02) х10 диаметра бочки валка с плотностью их нанесения 10-100 на мм. Канавки на участках З.и 4 могут быть нанесены с последовательным изменением их расположения от паргшлельного до перпендикулярного относительно оси валка по направлению к средней части рабочей зоны 2. Например, их направление может совпадать Q направлением касательных к дугам окружностей с радиусом, равным ширине участков 3 и 4.. Переменный микрорельеф наносится на поверхность бочки валка.
формула изобретения
1.Валок для холодной прокатки, включающий бочку с микрорельефом рабочей поверхности, выполненным в виде множества ориентированных относительно образующей бочки канавок, отличающийся тем что,
с целью уменьшения неравномерности распределения продольных напряжений по ширине прокатываемой полосы, канавки на поверхности крайних и среднего участков рабочей зоны бочки ориентированы в разных направлениях относительно образующей бочки, причём канавки на средней части рабочей зоны бочки расположены перпендикулярно образующей.
2.Валок по п.1, о т л и ч а ю щ и и с я тем, что, с целью обеспечения плавного изменения коэффициента трения между валками и полосой по длине бочки валка, канавки на поверхности крайних участков рабочей зоны бочки нанесены с последовательным изменением расположения относительно образующей бочки от параллельного до перпендикулярного, по направлению от краев к средней части рабочей зоны бочки, а направление канавок на поверхности крайних участков бочки совпадает с направлением касательных к дугам окружностей радиусом, равным ширине этих участков, причем ширина каждого крайнего участка бочки равна 0,02-0,05 диаметра бочки.
Источники информации, принятые во внимание при экспертизе
1.Полухии П.И. и др. Контактное взгшмодействие металла и инструмента при прока тке. металлургия, 1974, с.200.
2.Авторское свидетельство СССР 351604, кл. В 21 В 27/02, 1965.
3.Авторское свидетельство СССР 500833, кл. В 21 В 27/02, 1977.
4.Патент США 3613319, кл. В 21 В 27/02, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧИЙ ВАЛОК ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2585922C1 |
| Прокатный валок | 1979 |
|
SU854470A1 |
| Валковый узел прокатной клети кварто | 1990 |
|
SU1733136A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| Прокатный валок | 1979 |
|
SU863030A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И ПРОКАТА | 2001 |
|
RU2193935C1 |
| Валок для холодной обработки давлением листового материала | 1989 |
|
SU1733159A1 |
| СПОСОБ ПОДГОТОВКИ ВАЛКОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ ОСОБО ВЫСОКОЙ ПЛОСКОСТНОСТИ | 1996 |
|
RU2093284C1 |
| СПОСОБ ДРЕССИРОВКИ ГОРЯЧЕКАТАНОГО СТАЛЬНОГО ЛИСТА | 2001 |
|
RU2183515C1 |
| Прокатный валок | 1990 |
|
SU1759490A1 |
