(54) СПОСОБ ПРАВКИ ЛИСТОВ
Изобретение относится к обработке металлов давлением и может быть использовано при пра-вке рифленых листов, имеющих ..на своей поверхности пересекающиеся и периодически повторяющиеся в продольном и лоперечном направлениях каиав ки.
Известен способ правки периодических профилей проката .путем одновременного их охлаждения при температуре, обеспечивающей паименьшзю (разность жесткости металла по разным поперечным сечениям 1. Это возможно только тогда, когда температура тонких Зчастков профиля составляет 100-400° С, а температура масснзны.х частей - 3,00-800° С на поверхности.
Однако этот способ не быть использован лрн правке рифленых листов, так как при небольших значениях периода (щага рифления) затруднена его реализация, в частности практически невозможно создать перепад температур, необходимый для выравнивания жесткости проката по разным поперечным сечениям.
Известен также способ правки листов путем знакопеременного изгиба 2.
Недостатком этого способа является то, что при правке рифленых листов, имеющи. на своей поверхности углубления (канавки) в продольном и поперечном направле(Ш1.Йй4&Л 5|
ниях, знакопеременная пластическая деформация происходит только в местах рифления, т. е. но дну канав ки, плоскиё же участки деформации правке не подвергаются. Кроме того, вершина углубления является концентратором напряжений и прн знакопеременной деформации металл в местах рифления разрушается (образуются трещины).
10
Цель изобретения - обеспечение правки листов с продольным и поперечным рифлением.
По:ставленная цель достигается тем, что листы располагают так, что оси канавок
15 поперечного рифления образуют острый угол с продольной осью правки. Угол межДу осями канавок поперечного рифления и про.дольной осью правки выбирают в следующих пределах:20
i - а
, t - а
arc tg -i
arc tg
а
t - a
а
где a - ширина канавки рифления;
25
ti - шаг рифления в поперечном паправлении;
/2 - щаг рифления в продольном направлении.
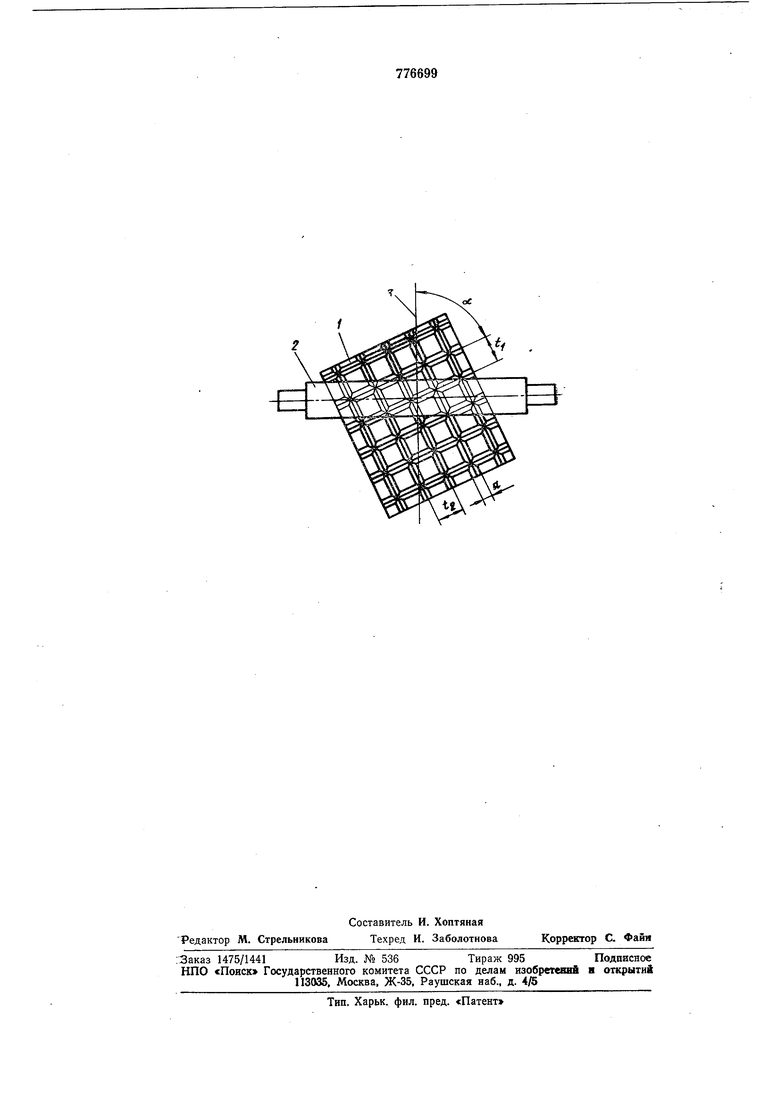
Способ поясняется чертежом.
30
Правка рифленых листов может быть осуществлена в роликолравильных машинах.
Перед подачей рифленого листа / в еаЛКн 2 ,п(ра,вильной ма-шины его располагают поперечными канавками под острым углом а к дродольной оси 3 правки при помощи направляющей линейки, установлен.ной на переднем столе. Угол выбирают так, чтобы ,в сечениях, в которых происходит знакопеременная .пластическая деформация нзгиба, одновремен.но находились и .плоские участжи листа, и места рифления. .При таком расположении рифленого листа деформации и, следовательно, правке подвергаются все участки листа. Это повышает (Качество рифленых листов и исключает возможность образования трещин по дну ка.навок.
МинЕмальиое и максимальное значения угла определяются геометрией рифленого листа: щириной канавки о и шагом рифления в поперечном t и .продольном /2 направлениях и соответственно равны arctg
t -
-jи arctg- . Угол 1ежду попереч(2 -
Ными канавками и продольной осью прав.ки выбирают между указаннькми минимальным и максимальным значениями.
Так, например, для рифленых листов, имеющих на своей поверхности канавки треугольной формы, пересекающиеся .под прямым углом, при шаге рифления в поперечном направлении i 15 мм, в продольном 1направлен ии /i 16 мм и ширине канавки а - 4,6 мм минимальное и максимальное значения угла между полеречными канавками и осью правки должны быть
равны 42°24 и 66°07 соответственно. Для аналогичных листов с шагом рифления 1 20 мм и /2 31 мм и щириной канавки а 5,7 мм з.начения угла равны 43°04 и 68° 15.
Годовой экономический эффект от внедрения предлагаемого способа на одном предприятии составит около 50 тыс. руб.
Формула .изобретения
1. Способ правки листов путем знакопеременного изгиба, отличающийся
тем, что, с целью обеспечения лра.вки листов с продольным и поперечным рифлением, листы располагают так, что оси канавок лолеречиого риф.ления образуют острый угол с продольной осью правки
2. Способ по л. 1, отличающийся тем, что угол между осями канавок поперечного рифления и продольной осью правки выбирают в .пределах:
i
йa а arc tg
t,-a
где a - щирина кана.вки;
/I - щаг рифления Б поперечном направлении;
/2 - шаг рифления в продольном направлении.
Источники информации, принятые во внимание при экспертизе:
1. Автарск/ое -свидетельство СССР № 441062, кл. В 21 D 3/00, 197,3.
2 Авторское свидетельство СССР № 85296, кл. В 21 D 1/02, 1949.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства рифленых листов | 1979 |
|
SU835535A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЕННЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2014 |
|
RU2590790C2 |
| Рифленый лист | 1980 |
|
SU942820A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ ПРИ ПРОКАТКЕ | 2012 |
|
RU2489219C1 |
| СПОСОБ ПРАВКИ ПРОКАТА И РОЛИКОПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2136421C1 |
| Способ изготовления труб | 1986 |
|
SU1388132A1 |
| Способ правки стального проката | 2021 |
|
RU2784711C1 |
| Способ правки листового проката | 1989 |
|
SU1690887A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕДВАРИТЕЛЬНО УПРУГО-НАПРЯЖЕННОГО ПОЛОСОВОГО ПРОКАТА ДЛЯ ПРОИЗВОДСТВА ОБЛЕГЧЕННЫХ ГНУТЫХ КОНСТРУКЦИОННЫХ ПРОФИЛЕЙ | 1999 |
|
RU2162756C2 |