Изобретение относится к литейному производству, в частности к устройствам для определения объемной усадки металла.
Цель изобретения - сокращение времени определения объемной усадки и снижение трудоемкости.
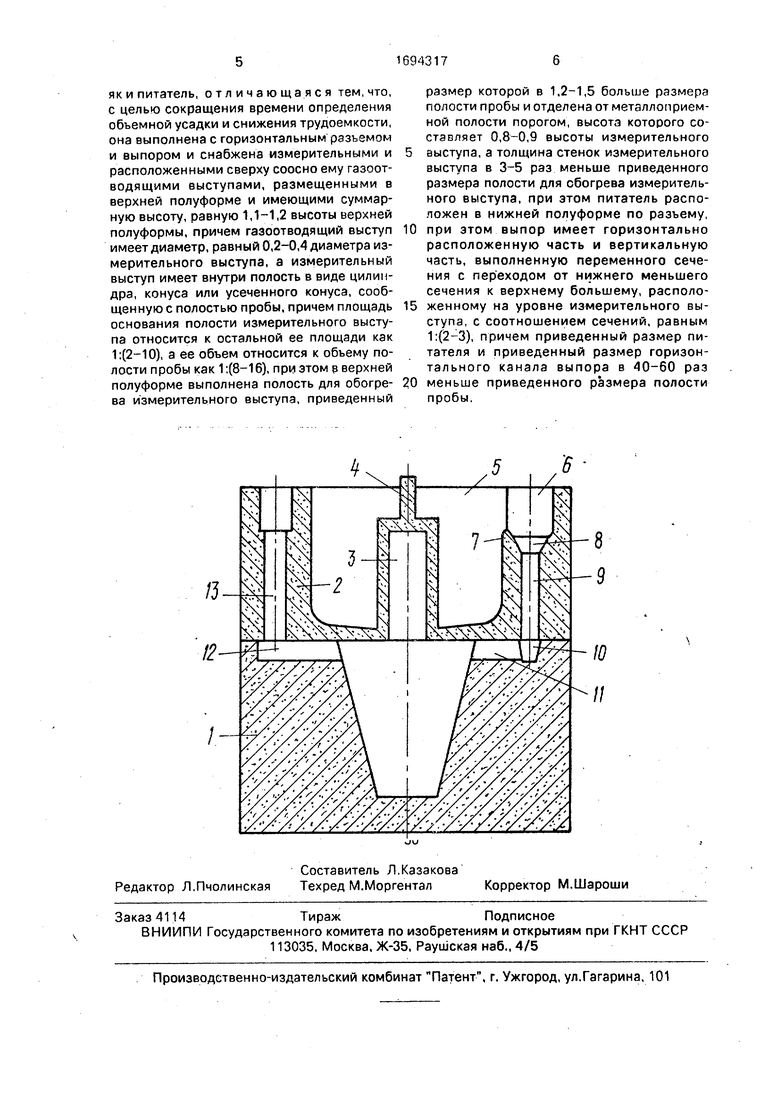
На чертеже изображена литейная форма пробы для определения объемной усад-1 ки. Литейная форма состоит из нижней полуформы 1, верхней полуформы 2, в которой выполнен цилиндрический измерительный выступ 3 вместе с газоотводным
выступом 4, верхняя полуформа имеет дополнительную полость, состоящую из полости 5 для обогрева измерительного выступа 3 жидким металлом и металлоприемной полости 6, которая отделена от полости 5 разделительным порогом 7. Металлоприемная полость 5 переходит в воронку 8 и стояк 9. Под стояком в нижней полуформе 1 расположен зумпф 10 и питатель 11. От полости пробы отходит горизонтальный щелевой канал 12, переходящий в выпор 13 переменного сечения, выполненного вертикально в верхней полуформе 2.
Отливку пробы для определения объемной усадки получают следующим образом.
Металл заливают в полость для обогрева измерительного выступа 3, он поднимается до уровня порога 7 и попадает в вертикальный литниковый канал 12 и через питатель 11 в полость полуформы 1 пробы.
Уровень металла при заливке не должен превышать уровня верхней части формы выступа 3. Когда форма заполнится, т.е. металл появится в большом сечении выпора 13, необходимо залить полость для обогрева 5 доверху. Газы при заполнении формы металлом удаляются через выпор 13, а при заполнении измерительного выступа - через газоотводящий пористый выступ 4 и торцовую поверхность формы измерительного выступа. При охлаждении металла в форме в первую очередь затвердевают горизонтальные каналы литника и выпора, так как их приведенный размер в 40-60 раз меньше размера пробы. В результате литниковая система не питает пробу.
Затем затвердевает проба по направлению к измерительному выступу. Это обеспечивается геометрией полости формы пробы. За счет большего теплосодержания металла в полости для обогрева 5, достаточной теплопроводности и малой толщины стенки формы измерительного выступа металл в нем находится в жидком состоянии до момента полного затвердевания пробы, обеспечивая компенсацию усадки. Уровень его уменьшается пропорционально объемной усадки заливаемого сплава.
После полного затвердевания всего металла отливка извлекается из формы, отбиваются литники, отделяется нагревательная часть пробы. Пробу охлаждают и производится замер высоты измерительного выступа, получившегося в литье. По формуле
р- 10° -К
ь (В - 16)-н
причем для цилиндрического выступа K h-hx;
для конического выступа
K(h-hx)3. К h3
для выступа с геометрией усеченного конуса
Ю (. -..cU)1)
К
Mr,
г, I V Ь-сЦлН (г,- Ц-сЦеб1г)
где
Ј - объемная усадка, %;
h - высота измерительного выступа до затвердевания пробы, мм;
hx - высота измерительного выступа после затвердевания пробы, мм;
ri - радиус основания выступа, мм;
а - угол наклона образующей конуса к горизонтали.
Указанная зависимость может быть представлена в виде графика, позволяющего по результатам измерения выступа определять объемную усадку, либо по специально отградуированной линейке по зависимости высота выступа- % объемной усадки, либо по заранее подготовленной
таблице.
Газоотводный выступ 4, расположенный в верхней части измерительного выступа 3, выполняет функцию не только газоотвода при заполнении измерительного
выступа расплавленным металлом, но и функцию выравнивания давления в форме при затвердевании металла с атмосферным, что обеспечивает благоприятные условия питания отливки пробы.
Нижняя полуформа, где расположена
полость пробы, изготавливается из материала форм действующего производства. Верхняя полуформа, где расположена полость измерительного выступа и полость его обогрева, выполняется на сухой песчаной смеси. Приведенный размер отливки пробы должен быть равен усредненному приведенному размеру производимых отливок. Использование такой формы для получения пробы, с помощью которой определяется объемная усадка, позволяет снизить брак получаемых отливок по усадочным дефектам, повысить экспрессность определения объемной усадки и снизить
трудоемкость определения.
Формула изобретения Литейная форма пробы для определения объемной усадки сплавов, содержащая две полуформы, полость пробы переменного сечения, металлоприемную полость, стояк и питатель, отличающаяся тем, что, с целью сокращения времени определения объемной усадки и снижения трудоемкости, она выполнена с горизонтальным разъемом и выпором и снабжена измерительными и расположенными сверху соосно ему газоот- водящими выступами, размещенными в верхней полуформе и имеющими суммарную высоту, равную 1,1-1,2 высоты верхней полуформы, причем газоотводящий выступ имеет диаметр, равный 0,2-0,4 диаметра измерительного выступа, а измерительный выступ имеет внутри полость в виде цилиндра, конуса или усеченного конуса, сообщенную с полостью пробы, причем площадь основания полости измерительного выступа относится к остальной ее площади как 1:(2-10), а ее объем относится к объему полости пробы как 1:(8-16), при этом в верхней полуформе выполнена полость для обогрева измерительного выступа, приведенный
размер которой в 1,2-1,5 больше размера полости пробы и отделена от метзллоприем- ной полости порогом, высота которого составляет 0,8-0,9 высоты измерительного
выступа, а толщина стенок измерительного выступа в 3-5 раз меньше приведенного размера полости для обогрева измерительного выступа, при этом питатель расположен в нижней полуформе по разъему,
при этом выпор имеет горизонтально расположенную часть и вертикальную часть, выполненную переменного сечения с переходом от нижнего меньшего сечения к верхнему большему, расположенному на уровне измерительного выступа, с соотношением сечений, равным 1:(2-3), причем приведенный размер питателя и приведенный размер горизонтального канала выпора в 40-60 раз
меньше приведенного размера полости пробы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1994 |
|
RU2070475C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Способ определения объемной усадки сплавов | 1989 |
|
SU1650330A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| ЛИТЕЙНАЯ ФОРМА ПРОБЫ ДЛЯ ОПРЕДЕЛЕНИЯ ЗАПОЛНЯЕМОСТИ ТОНКОСТЕННЫХ ОТЛИВОК | 1997 |
|
RU2108888C1 |
| Литейная форма | 1982 |
|
SU1090486A1 |
| Установка для литья металлических заготовок | 1984 |
|
SU1196123A1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| ЗАКРЫТАЯ АТМОСФЕРНАЯ ПРИБЫЛЬ | 1992 |
|
RU2074785C1 |
| Литейная форма для валков | 1982 |
|
SU1042874A1 |
Изобретение относится к литейному производству, в частности к устройствам для определения юбъемной усадки металла. Цель изобретения - сокращение времени определения объемной усадки и снижение трудоемкости. Литейная форма состоит из двух полуформ с горизонтальным разъемом, в верхней полуформе выполнена полость измерительного выступа, имеющего геометрию цилиндра, конуса или усеченного кону-- са, при этом -площадь основания полости измерительного выступа относится к остальной ее площади как 1:(2-10), а ее объем связан с объемом полости пробы как 1:(8- 16), при этом в верхней полуформе выполнена полость для обогрева измерительного выступа жидким металлом, приведенный размер которой в 1,2-1,5 больше приведенного размера полости формы пробы, и соединена с металлоприемной полостью, в которой выполнен вертикальный литниковый канал, причем питатель расположен в нижней полуформе по горизонтальной поверхности разъема формы, а его приведенный размер и приведенный размер горизонтального канала выпора в 40-60 раз меньше приведенного размера полости формы пробы, при этом вертикальная часть выпора выполнена переменного сечения, а переход от нижнего меньшего сечения вертикальной части выпора к большему выполнен на уровне высоты формы измерительного выступа, причем соотношение их сечений равно 1 :(2- 3), при этом толщина стенок формы выступа измерительного выступа в 3-5 раз меньше приведенного размера полости для обогрева измерительного выступа, при этом форма измерительного выступа снабжена в верхней части цилиндрическим газоотводящим выступом, расположенным по оси симметрии формы пробы, диаметром, равным 0,2- 0,4 диаметра измерительного выступа, а суммарная высота измерительного и газоот- водящего выступов составляет 1,1 -1,2 высоты верхней полуформы, причем в верхней полуформе выполнен порог, отделяющий металлоприемную полость от полости обогрева высотой 0.8-0,9 высоты формы измерительного выступа. 1 ил. СП С о S со
/5
| Курдюмов А.В | |||
| и др | |||
| Лабораторные работы по технологии литейного производства | |||
| -М.: Машиностроение, 1970,с | |||
| Способ применения резонанс конденсатора, подключенного известным уже образом параллельно к обмотке трансформатора, дающего напряжение на анод генераторных ламп | 1922 |
|
SU129A1 |
