(54) ЦАНГОВЫЙ ПАТРОН
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговый патрон | 1976 |
|
SU604631A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| ЦАНГОВЫЙ ПАТРОН ДЛЯ ЗАКРЕПЛЕНИЯ ОСЕВОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2002 |
|
RU2220027C1 |
| Цанговый патрон | 1974 |
|
SU534311A1 |
| Цанговый патрон | 1984 |
|
SU1171224A1 |
| Цанговый патрон | 1985 |
|
SU1255295A1 |
| Устройство для резки труб | 1990 |
|
SU1764863A1 |
Изобретение относится к области металлообработки, может быть использовано для закрепления деталей на токарных станках и является усовершенствованием известного устройства.5
Известен цанговый иатрон по осн. авт. св. № 604631, используемый для закрепления деталей на токарных станках. Патрон выполнен в влде корпуса, с расположенным в его центральном отверстии штоком, в от- Ю верстии которого размещен ползун с клином и пазом контактирующим с копиром зажимной гайжи, а также цанги с Г-образными упорами, зафиксированными пластинами, расположенными в пазах ее лепест- 15 ков.
Такое исполнение патрона не обеспечивает удобства установки детали.
Целью изобретения является обеспечение удобства установки детали.20
Поставленная цель достигается тем, что на зажимной гайке и каждом из Г-образных упорах выполнены выступы предназначенные для взаимодействия друг с другом, при этом Г-образные упоры установлены с 25 возможностью поворота.
Такое исполнение обеспечивает удобство установки детали.
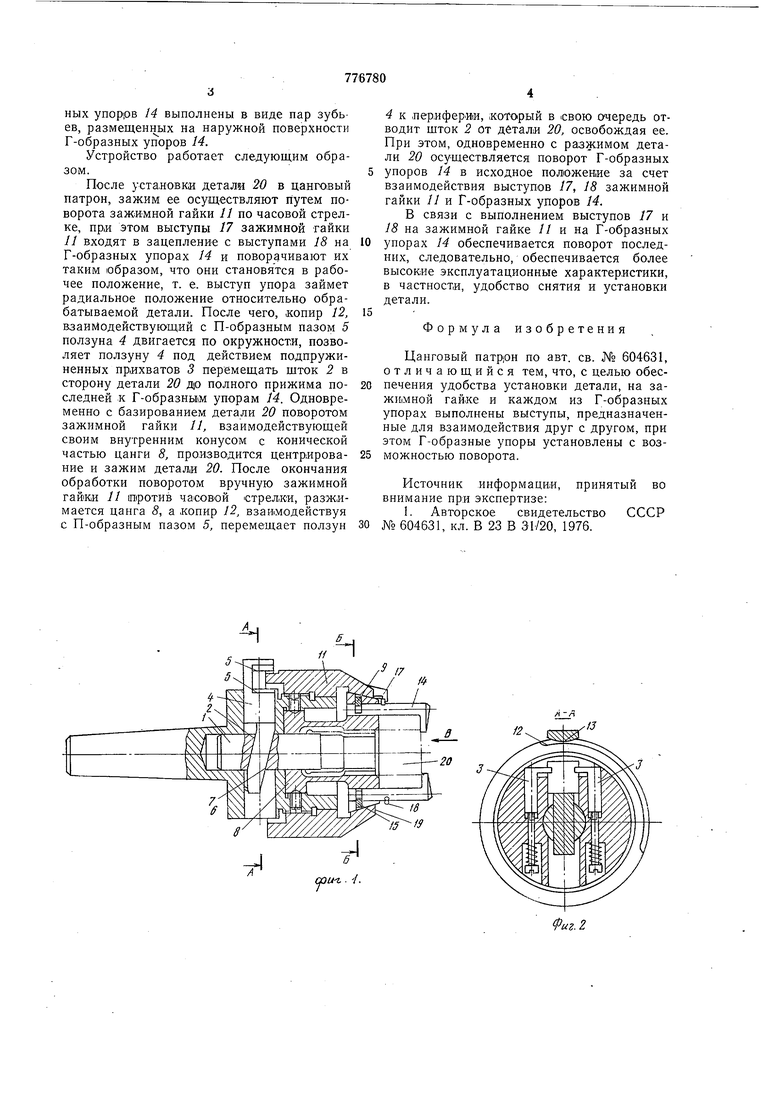
На фиг. 1 изображен цанговый патрон, продольный разрез; .«а фиг. 2 - разрез 30
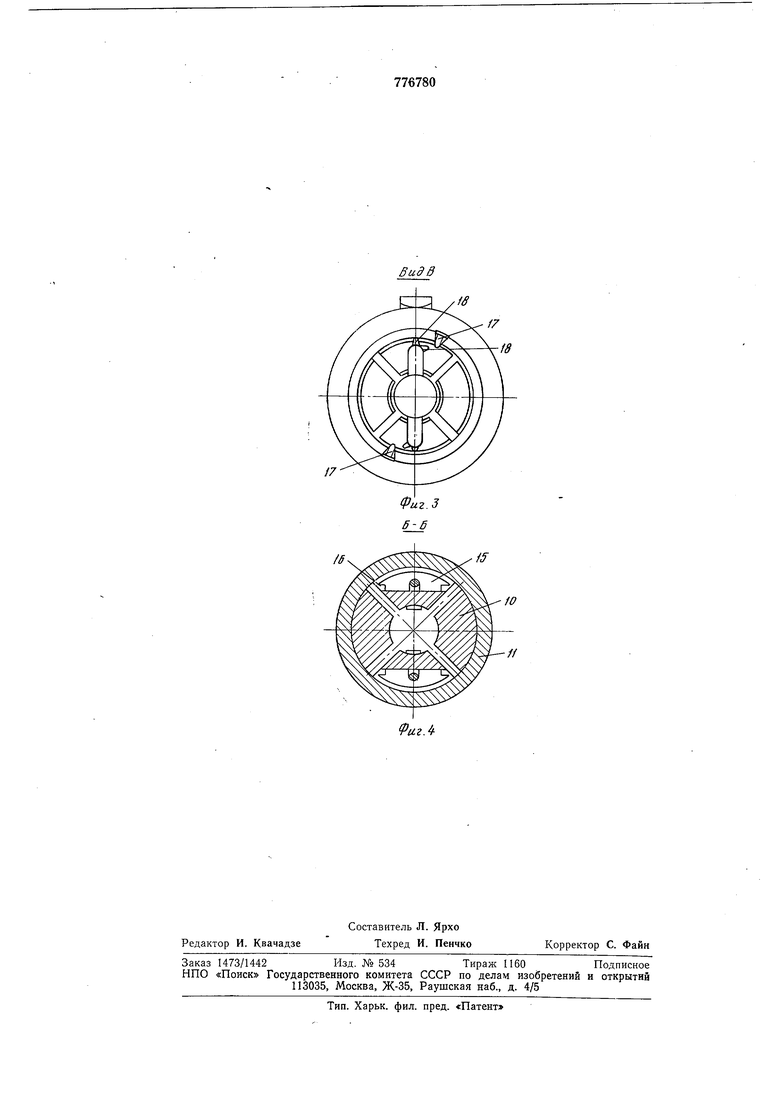
Л-А фиг. 1; на фиг. 3 вид В фиг. 1; на фиг. 4 Рззрез Б-Б фиг. .
Устройство содержит корпус / с расположенным в его центральном отверстии штокам 2, подпружиненные прихваты 3, размещенные в .корпусе /, и связанные с ними ползун 4, с одной стороны которого выполнен П-образный паз 5, а с Другой - клин 6, раЗ(Мещенный в отверстии 7, выполненном на штоке 2, цангу 8 с пазом 9, контактирующую своими лепестками 10, с установленной на корпусе 1 зажимной гайкой //, наружная поверхность которрй снабжена ко.пирО;м 12, предназначенным для взаимодействия со стенками 13 П-образного паза 5, ползуна 4, и Г-образные упоры 14, размещенные со стороны переднего торца лепестков 10 цанги.8, пластинчатые фиксаторы 15 для установки Г-образных упоров в заданном положении с выступами 16, размещенные в пазах 9 цанги 8, при этом Г-образные упоры 14 установлены с возможностью поворота относительно своей продольной оси. На зажимной гайке /./ и на Г-образных упорах 14 выполнены выступы 17, 18, контактирующие между собой, приЧ9М выступы 17 зажимной гайки // выполнены в виде зубьев, размещенных на ее торцовой ;паверх,ности 19 со стороны закрепляемой детали 20, а выступы 5 Г-образных упоррв 14 выполнены в виде пар зубьев, размещенных на наружной поверхности Г-образных упоров 14.
Устройство работает следующим образом.
После установки детали 20 в цангО|ВЫЙ патрон, зажим ее осуществляют путем поворота зажимпой гайки // по часовой стрелке, пр,и этом выступы 17 зажимной гайки 11 входят в зацепление с выступами 18 на Г-образных упорах 14 и поворачивают их таким образом, что они становятся в рабочее положение, т. е. выступ упора займет радиальное положение относительно обрабатываемой детали. После чего, копир 12, взаимодействующий с П-образньш пазом 5 ползуна 4 двигается по окружности, позволяет ползуну 4 под действием подпружиненных прихватов 3 перемещать щток 2 в сторону детали 20 до полного прижима последней к Г-образньш упорам 14. Одновременно с базированием детали 20 поворотом зажимной гайки 11, взаимодействующей своим внутренним конусом с конической частью цанги 8, производится центрирование и зажим детали 20. После окончания обработки поворотом вручную зажимной гайки // гаротив часовой стрелжи, -разжимается цанга 5, а копир 12, взаимодействуя с П-образным пазом 5, перемещает ползун
4 к .периферии, который в свою очередь отводит щток 2 от детали 20, освобождая ее. При этом, одновременно с разжимом детали 20 осуществляется поворот Г-образных упоров 14 в исходное положение за счет взаимодействия выступов 17, 18 зажимной гайки 11 и Г-образных упоров 14.
В связи с выполнением выступов 17 и 18 на зажимной гайке // и на Г-образных упорах 14 обеспечивается поворот последних, следовательно, обеспечивается более высокие эксплуатационные характеристики, в частности, удобство снятия и установки детали.
Формула изобретения
Цанговый патррн по авт. св. № 604631, отличающийся тем, что, с целью обеспечения удобства установки детали, на зажимной гайке и каждом из Г-образных упорах выполнены выступы, предназначенные для взаимодействия друг с другом, при этом Г-образные упоры установлены с возможностью поворота.
Источник информации, принятый во внимание при экспертизе:
W
/7
i8
