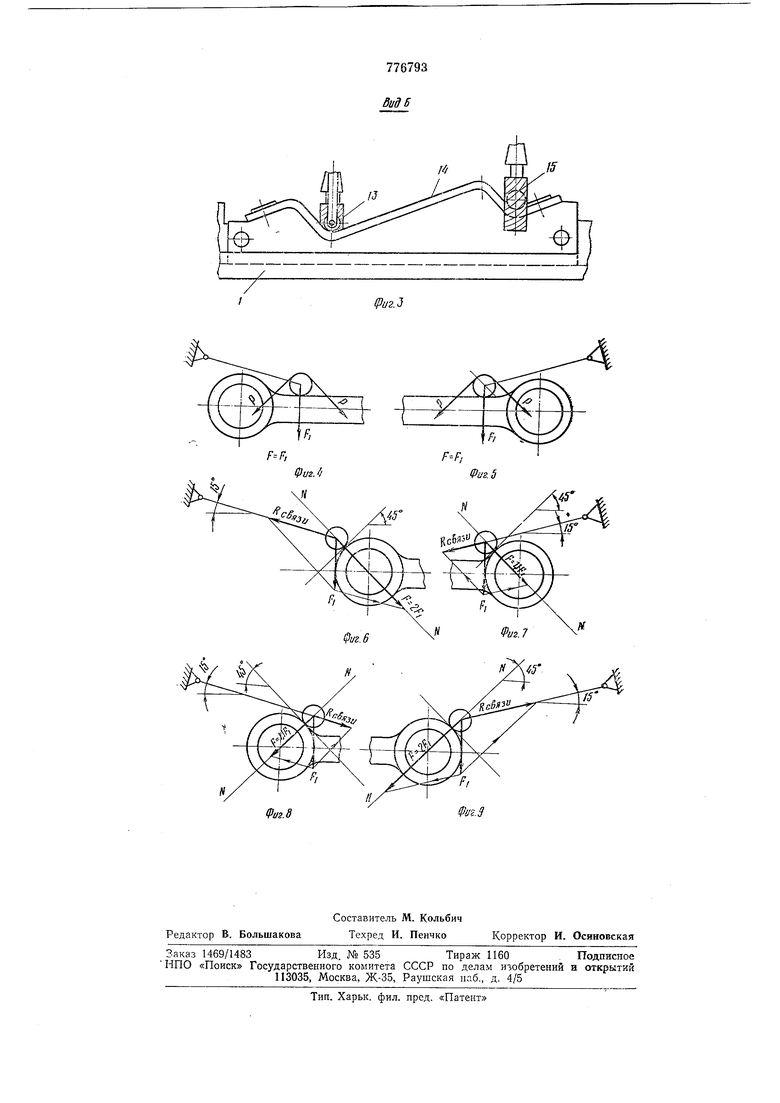
При обработке криволинейных участков контура, при неизменной скорости передвижения детали, происходит увеличение подлежащего снятию металла, подаваемого под фрезу в единицу времени. Чтобы величина снимаемого слоя не изменилась, необходимо увеличить на этих участках производительность фрезы. Это достигается тем, что на криволинейных участках возникает увеличение силы давления фрезы на деталь за счет разложения силы прижатия FI на силу F и реакщпо связи R связи (см. фиг. 4, 5, 6). Так как сила F на криволинейных участках возрастает, только в тех случаях, когда сила прижатия лежит между нормалью к контуру и направлением хобота, то хоботы должны быть расположены так, чтобы возрастание было на каждом криволинейном участке. Это условие выполняется, когда хоботы составляют между собой угол менее 180°.
Такое расположение хоботов в сочетании с постоянным по величине прижатием их к обрабатываемому контуру грузами обеспечивает равенство съема металла по контуру.
Если изделие имеет изгиб в плоскости, параллельной оси шпинделя и линии движения детали, то за счет направляющего ролика }3, который катится по детали, происходит осевое перемещение щпинделя с фрезой. Для необходимой согласованности этого перемещения с линией изгиба контакт ролика с деталью и центр фрезы расположены в плоскости, перпендикулярной движению детали (фиг. 3).
Формула изобретения
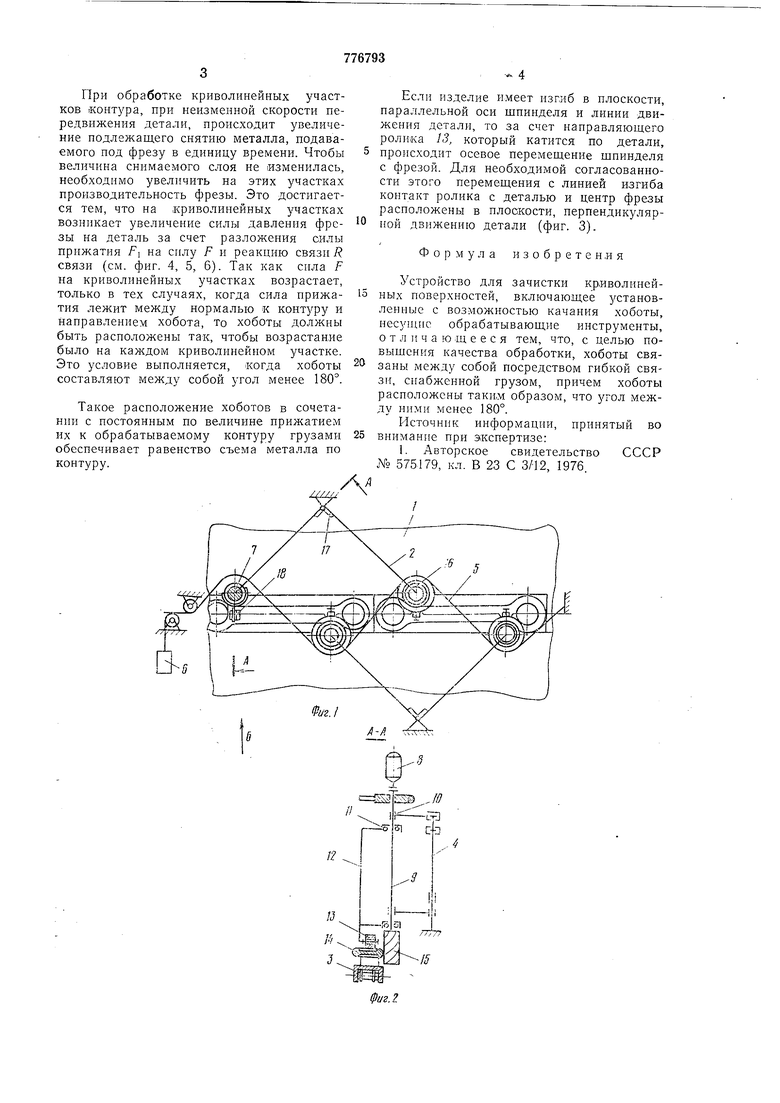
Устройство для зачистки криволинейных поверхностей, включающее установленные с возможностью качания хоботы, несущие обрабатывающие инструменты, о т л и ч а ю щ е е с я тем, что, с целью повыщения качеетва обработки, хоботы связаны между собой посредством гибкой связи, снабженной грузом, причем хоботы расположены таким образом, что угол между ними менее 180°.
Источник информации, принятый во внимание при экспертизе:
I. Авторское свидетельство СССР № 575179, кл. В 23 С 3/12, 1976.
776793 Вид Б
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки кромок | 1975 |
|
SU529015A1 |
| Способ обработки пространственной поверхности детали | 1988 |
|
SU1593791A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ЛИНЕЙЧАТЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU381485A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ С КРИВОЛИНЕЙНЫМИ ПОВЕРХНОСТЯМИ | 1999 |
|
RU2169643C1 |
| ПОКРЫТИЕ ДЛЯ ПОЛА, СОСТОЯЩЕЕ ИЗ ТВЕРДЫХ ПАНЕЛЕЙ ПОЛА, И СПОСОБ ПРОИЗВОДСТВА ТАКИХ ПАНЕЛЕЙ ПОЛА | 1997 |
|
RU2200809C2 |
| ЦЕНТРОБЕЖНАЯ МУФТА | 1993 |
|
RU2068508C1 |
| Способ изготовления элементов двойной толщины у кромок гнутых профилей | 1984 |
|
SU1159682A1 |
| Устройство для термофиксации крупногабаритных деталей | 1979 |
|
SU854502A1 |
| Способ фрезерования деталей прессформ | 1976 |
|
SU654359A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ДЕТАЛЕЙ ИЗ ПРУТКА | 2002 |
|
RU2233205C1 |