1
Изобретение может быть использовано в машиностроении для торцовки и фрезерования скосов под сварку на кромках днищ с криволинейным контуром, в частности, отбортовайных плоских днищ круглой, овальной и эллипсной формы.
Известные станки, включающие связанные со станиной стол и прижимйые ролики, не позволяют качественно обработать овальные и эллипсные днища.
Для повышения качества обработки в предлагаемом станке стоп выполнен в виде установленного на станине с возможностью вращения плоского ролика с насечкой на его боковой наружной поверхности, причем станок снабжен смонтированной на станине с возможностью возвратно-поступательного перемещения кареткой, несущей прижимные ролики.
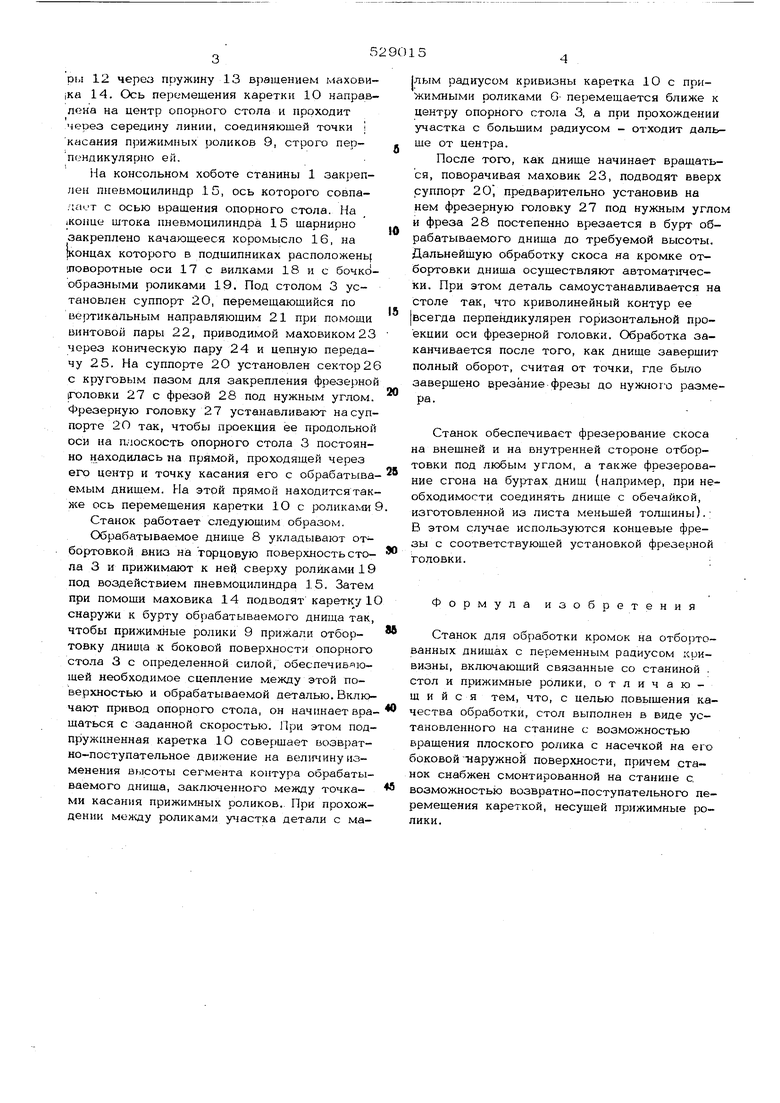
На фиг. 1 показан предлагаемый станок, продольный разрез; на фиг. 2 - то же, вид по стрелке А на фиг. 1; на фиг. 3, 4 и 5последовательные положения днища (например, эллипсного) относительно стола и прижимных роликов.
На станине 1 на оси 2 установлен стол 3 выполненный в виде плоского ролика с насечкой на наружной боковой поверхности и гладким торцом. Радиус окружности этого стола - ролика должен быть меньше (или равен) малого радиуса кривизны обрабатываемого днища. Таким образом, все типоразмеры эллипсных или овальных днищ, у которых малый радиус кривизны больще или равен радиусу стола 3, могут обрабатываться на станке.
На станине 1 установлен также привод стола 3, состоящий и электС1О1 вигателя 4, коробки 5 скоростей, конической пары шестерен 6 и приводной шестерни 7, находящейся в зацеплении с зубчатым венцом на внутренней боковой поверхности стола. Обрабатываемое днище 8 устанавливают на столе 3 так, что внутренняя часть бурта днища прижата к боковой поверхности опорного стола. Снаружи днище 8 поджимают прижимные ролики 9, оси которых жестко установлены на общей каретке 10, расположенной в направляющих 11с возможностью перемещения в них при помощи винтовой пары 12 через пружину 13 В{)ащением махови|ка 14. Ось перемещения каретки 1О направлена на центр опорногх стола и проходит через середину линии, соединяющей точки i касания прижимных роликов 9, строга перпендикулярио ей. На консольном хоботе станины 1 закреплен пневмоцилиндр 15, ось которого совпадает с осью вращения опорного стола. На iKOHue штока пневмоцилиндра 15 шарнирно закреплено качающееся коромысло 16, на концах которого в подшипниках расположенц дтоворотные оси 17 с вилками 18 и с бочкообразными роликами 19. Под столом 3 установлен суппорт 20, перемещающийся по вертикальным направляющим 21 при помощи винтовой пары 22, приводимой маховиком 23 через коническую пару 24 и цепную передачу 25. На суппорте 20 установлен сектор26 с круговым пазом для закрепления фрезерной головки 27 с фрезой 28 под нужным углом. Фрезерную головку 27 устанавливают на суппорте 2О так, чтобы проекция ее продольной оси на плоскость опорного стола 3 постоянно находилась на прямой, проходящей через его центр и точку касания его с обрабатываемым днищем. На этой прямой находитсятакже ось перемещения каретки 1О с роликами Станок работает следующим образом. Обрабатываемое днище 8 укладывают от бортовкой вниз на торцовую поверхность стола 3 и прижимают к ней сверху роликами 19 под воздействием пневмоцилиндра 15. Затем при помощи маховика 14 подводят каретку 1 снаружи к бурту обрабатываемого днища так, чтобы прижимные ролики 9 прижали отбортовку днища к боковой поверхности опорного стола 3 с определенной силой, обеспечивяющей необходимое сцепление между этой поверхностью и обрабатываемой деталью. Включают привод опорного стола, он начинает вра щаться с заданной скоростью. При этом подпружиненная каретка 10 соверщает возвратно-поступательное движение на величину изменения высоты сегмента контура обрабатываемого днища, заключенного между точками касания прижимных роликов. При прохождении между роликами участка детали с малым радиусом кривизны каретка 10 с прижимными роликами О- перемещается ближе к центру опорного стола 3, а при прохождении участка с большим радиусом - отходит дальще от центра. После того, как днище начинает вращаться, поворачивая маховик 23, подводят вверх суппорт 20J предварительно установив на нем фрезерную головку 27 под нужным углом и фреза 28 постепенно врезается в бурт обрабатываемого днища до требуемой высоты. Дальнейшую обработку скоса на кромке отбортовки дниша осуществляьэт автомат1гчески. При этом деталь самоустанавливается на столе так, что криволинейный контур ее всегда перпендикулярен горизонтальной проекции оси фрезерной головки. Обработка заканчивается после того, как днище завершит полный оборот, считая от точки, где было завершено врезание фрезы до нужного размера. Станок обеспечивает фрезерование скоса на внешней и на внутренней стороне отбортовки под любым углом, а также фрезерование сгона на буртах днищ (например, при необходимости соединять днище с обечайкой, изготовленной из листа меньшей толщины).; В этом случае используются концевые фрезы с соответствующей установкой фрезерной головки, Формула изобретения Станок для обработки кромок на отбортованных днищах с переменным радиусом кривизны, включающий связанные со станиной . стол и прижимные ролики, отличаюш и и с я тем, что, с целью повышения качества обработки, стол выполнен в виде установленного на станине с возможностью вращения плоского ролика с насечкой на его боковой наружной поверхности, причем станок снабжен смонтированной на станине с. возможностьк) возвратно-поступательного перемещения кареткой, несущей прижимные ролики.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2366570C1 |
| ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU317507A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2383432C2 |
| Сверлильно-фрезерный станок для обработки передней стенки мебельных ящиков | 1987 |
|
SU1435430A1 |
| Станок ручной для снятия фаски | 2020 |
|
RU2735848C1 |
| Станок для фрезерования односторонних скосов на торцах зубьев шестерен | 1977 |
|
SU738791A1 |
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ПАЗОВ В ПЕТУШКАХ КОЛЛЕКТОРНЫХ ПЛАСТИН ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2385204C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2348514C2 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2007292C1 |


