1
Изобретение относится к обработке сложных линейчатых поверхностей с переменным углом наклона образующей и может быть использовано при изготовлении, например, рубильников стапелей, а также шпангоутов, нервюр, лонжеронов, рам в самолетостроении, судостроении, ракетостроении.
Для обработки сложных линейчатых поверхностей известными способами требуются станки, имеюи1ие не менее трех управляемых координат.
Для уменьшения количества управляемых координат станка по предлагаемому способу обработки сложных линейчатых поверхностей обрабатываемую деталь устанавливают под углом к направлению перемещения фрезы.
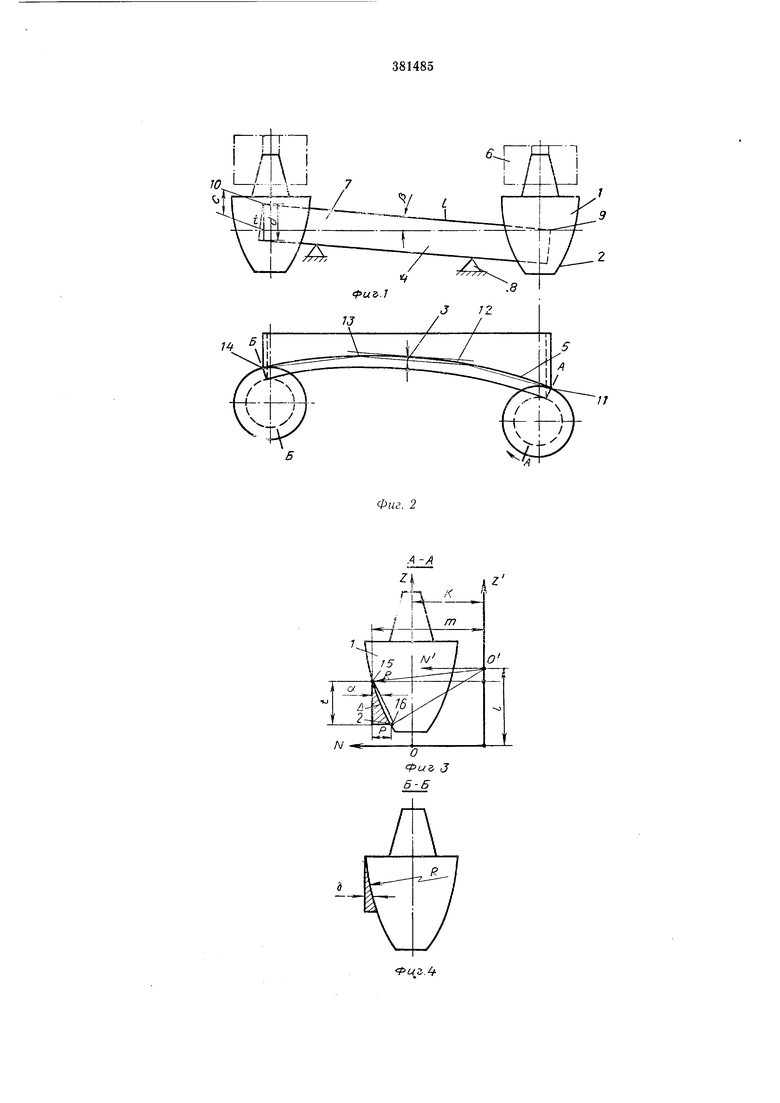
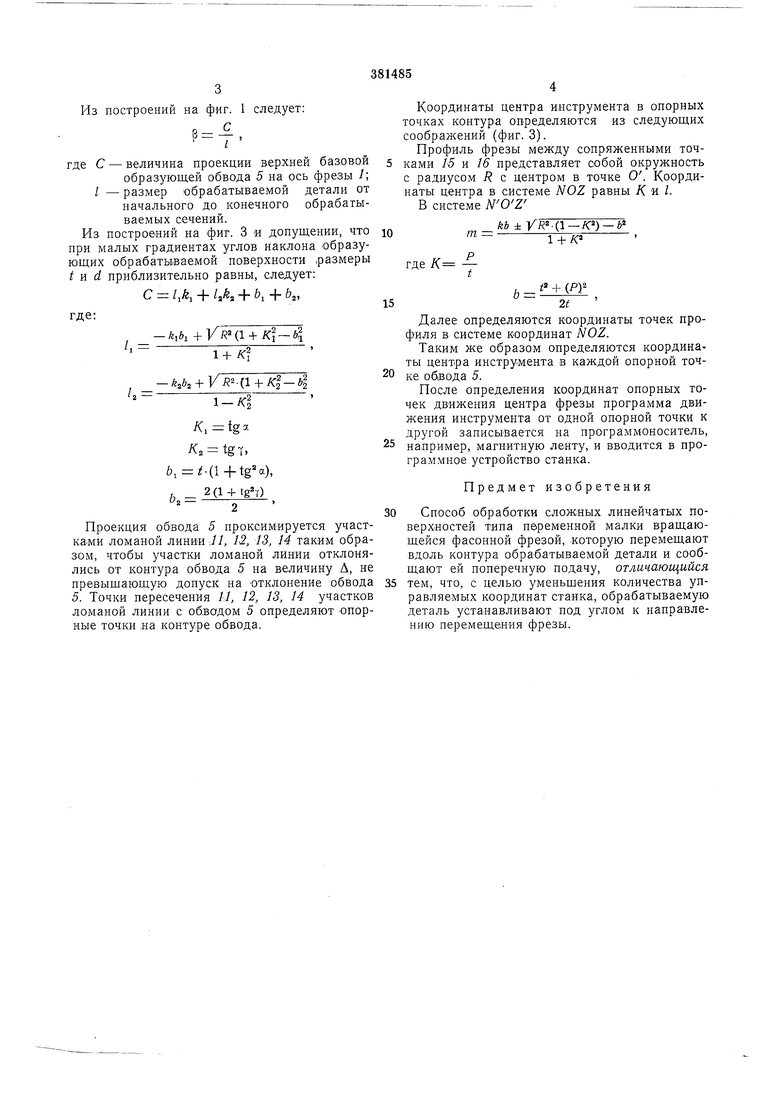
На фиг. 1 и 2 показана схема расположения обрабатываемой детали и инструмента в начале и в конце обработки в двух проекциях; на фиг. 3 - сечение по А-А на фиг. 2; на фиг. 4 - сечение по Б-Б на фиг. 2.
Обработку ведут фасонной фрезой 1, радиус кривизны режущей части 2 которой выбирается из расчета допуска 3 на прямолинейность обрабатываемой поверхности 4 и угла наклона базового обвода 5 к плоскости продольных и поперечных подач стола станка.
Базовый обвод 5 задается в виде Fi() 0. Фреза / устанавливается в шпиндель 6, например, двухкоординатного станка с цифровым программным управлением.
Радиус R кривизны режущей части фрезы / в начальном сечении определяется из уравнения:
t
R
AcOS a:-COs5
е t - расстояние между обводами, заданными в виде функций f i (xiy) 0; 2(Х)г/)0, величина переменная;
А- допустимая стрелка прогиба поверхности 4 между обводами;
а- угол наклона образующей обрабатываемой поверхности (в радиусах);
р- угол наклона базового обвода 5 к плоскости продольных и поперечных подач стола станка (в градусах).
Для достижения соответствия углов наклона криволинейных образующих части 2 фрезы / и обрабатываемой поверхности 4 на всей длине ограничивающих поверхность обвода, заготовку 7 устанавливают на стол 8 станка под
углом (3 к плоскости продольных и поперечных подач стола станка. Величина этого угла определяется исходя из соответствия углов наклона криволинейной образующей фрезы 1 и обрабатываемой поверхности 4 в начальном 9
и конечном 10 обрабатываемых сечениях.
Из построений на фиг. 1 следует:
где С - величина проекции верхней базовой образующей обвода 5 на ось фрезы /; / - размер обрабатываемой детали от начального до конечного обрабатываемых сечений.
Из построений на фиг. 3 и допущении, что при малых градиентах углов наклона образующих обрабатываемой поверхности размеры t 1 d приблизительно равны, следует:
С 1А + /А + 4- ь„
где:
- kibj +}fR(l + Kl-b
TTTf
, + (i + K:l-bl
/.
-к1
K, tga
/. tgT, 6, (),
/, 2(l-ftgY) ft.,
Проекция обвода 5 нроксимируется участками ломаной линиИ ,11, 12, 13, 14 таким образом, чтобы участки ломаной линии отклонялись от контура обвода 5 на величину Д, не превыщающую допуск на отклонение обвода 5. Точки пересечения //, 12, 13, 14 участков ломаной линии с обводом 5 определяют опорные точки на контуре обвода.
Координаты центра инструмента в опорных точках контура определяются из следующих соображений (фиг. 3).
Профиль фрезы между сопряженными точками /5 и 16 представляет собой окружность с радиусом R с центром в точке О . Координаты центра в системе NOZ равны К и /.
В системе N0Z
kbiYR -()-b
гт
где /С
t
t + (Р)2
b
2i
Далее определяются координаты точек профиля в системе координат NOZ.
Таким же образом определяются координаты центра инструмента в каждой опорной точке обвода 5.
После определения координат опорных точек движения центра фрезы программа движения инструмента от одной опорной точки к другой записывается на программоноситель, например, магнитную ленту, и вводится в программное устройство станка.
Предмет изобретения
Способ обработки сложных линейчатых поверхностей типа переменной малки вращающейся фасонной фрезой, которую перемещают вдоль контура обрабатываемой детали и сообщают ей поперечную подачу, отличающийся
тем, что, с целью уменьщения количества управляемых координат станка, обрабатываемую деталь устанавливают под углом к направлению перемещения фрезы.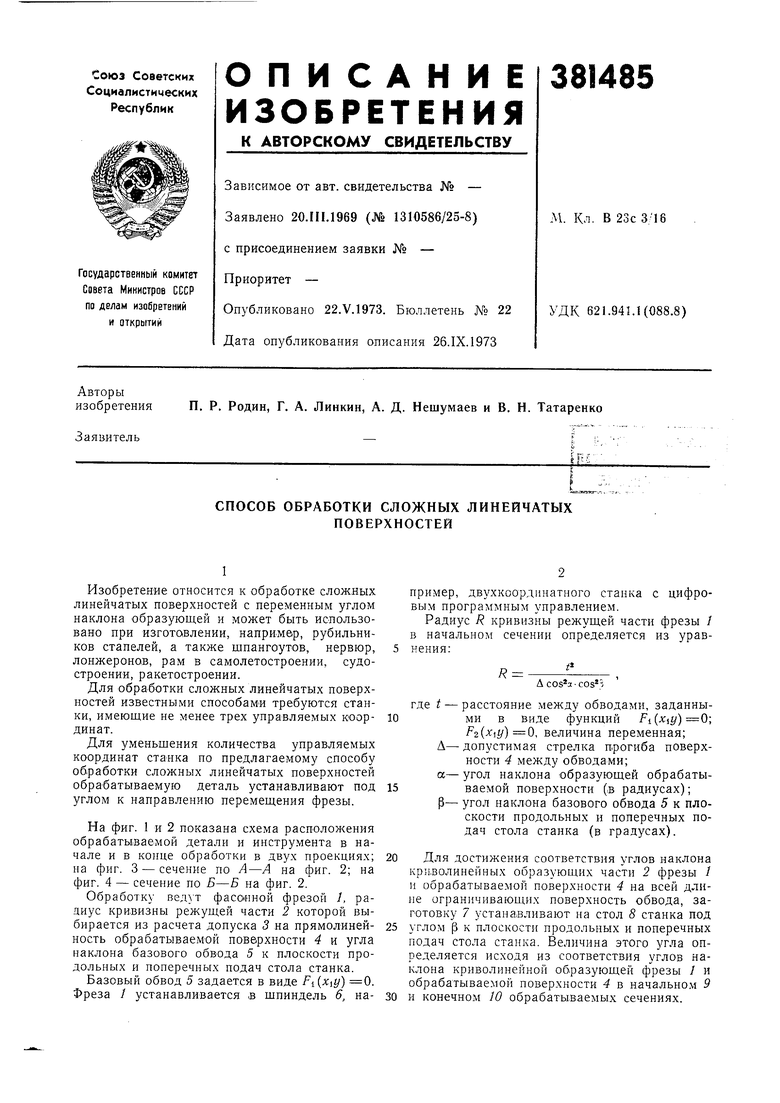
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки сложных линейчатых поверхностей с переменной малкой | 1985 |
|
SU1271679A1 |
| Способ фрезерования крупногабаритных деталей на станках с ЧПУ | 1986 |
|
SU1373493A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2243864C2 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| Способ обработки сложных поверхностей | 1986 |
|
SU1393548A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| Способ контроля технического состояния станков с ЧПУ | 1983 |
|
SU1228971A1 |
| Способ фрезерования крупногабаритных деталей на станках с ЧПУ | 1988 |
|
SU1540958A1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |