Конструкция устройства поясняется чертежом.
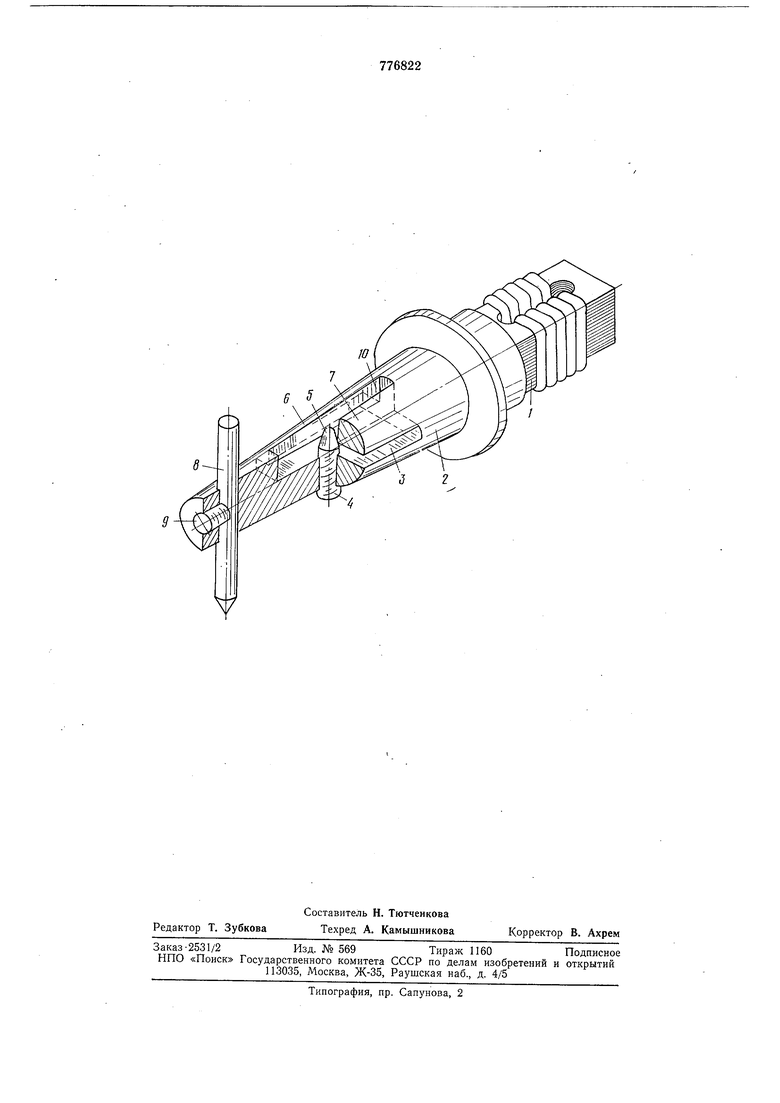
Устройство содержит преобразователь 1, соединенный с трансформатором 2, арорезь 3 которого выполнена Т-образной, винт 4 с фигурным наконечником 5, установленный с возможностью перемещения в теле трансформатора 2 в узловой зоне и контактирующий с двумя разделенными ч астямя 6 и 7, инструмент 8 и крепящий элемент 9. При этом продольная ось винта 4 параллельна продольной оси стенки 10 Т-образного наза.
Сущность работы устройства заключается в следующем. После присоединения трансформатора 2 к преобразователю 1 требуется механическая обработка его торца для согласования по частоте с преобразователем.
В условиях серийного производства индивидуальная подгонка каждого трансформатора требует значительных затрат для обеспечения взаимозаменяемости элементов устройства. Кроме того, после термической обработки трансформаторов и преобразователей (например, магнитострикционных) в ряде случаев требуется согласование элементов по добротности. При сборке полупроводниковых приборов и интегральных схем качественное сварное соединение образуется при определенных режимах сварки и добротности системы, изменять и управлять которой пресдтавляется затруднительным.
Как известно, частота колебаний и скорость их распространения зависят от состояния материалов трансформатора. Изменение физико-механических свойств материала трансформатора вызывает изменение акустических свойств устройства, в частности, добротности, частоты колебаний и волнового сопротивления. Для управления акустическими свойствами и согласования элементов устройства наиболее подходящим является плавное изменение их физико-механических характеристик, например, путем создания в объеме трансформатора упругонапряженного состояния. Это осуществляется изменением ширины прорези и ее длины. Винт устанавливают в узловой зоне, где отсутствуют смещение материала, вызывающее износ элементов и расстройкучастоты устройства.
Кроме того, необходимое напряженное сос1;оя; е трансформатора достигается при вворачивании винта, что позволяет в значительных пределах регулировать величину
изгибной и вертикальной составляющей колебаний, вводимых через рабочий торец инструмента в зону сварки. Это положительно влияет на повышение качества сварных соединений. Применение Т-образной прорези
вызывает -одинаковое и симметричное значение величины напряженного состояния в частях 6 и 7 трансформатора, что исключает отставание колебаний по фазе и не приводит к их гашению.
Формула изобретения
Устройство для ультразвуковой сварки,
содержащее нреоб зазователь, трансформатор и инструмент, отличающее.ся тем, что, с целью повышения качества сварных соединений и упрощения согласования частот ультразвуковой системы за счет плавного регулирования частоты трансформатора, оно снабжено смонтированным в узловой зоне в теле трансформатора перпендикулярно его продольной оси винтом с фигурным наконечником, в трансформаторе выполнены открытая с одной стороны боковой поверхности трансформатора продольная прорезь и перпендикулярная ей сквозная прорезь, образующие в поперечном сечений трансформатора Т-образный паз, при
этом продольная ось винта параллельна продольной оси стенки Т-образного паза, а фигурный наконечник установлен в Т-образном пазу с возможностью воздействия на разделенные части трансформатора.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 530769, кл. В 23К 19/04, 1975.
2.Рыдзевский А. П. и др. Ультразвуковая сварка в микроэлектронике. Сер. «Технология, организация производства и оборудование, вып. 7 (234). ППИИ «Электроника. М., 1974, стр. 5, рис. I а.
3.Авторское свидетельство СССР № 373110, кл. В 23К 19/00, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковойСВАРКи | 1978 |
|
SU844186A2 |
| Инструмент для ультразвуковой сварки | 1980 |
|
SU903029A1 |
| Многопозиционное устройство для ультразвуковой сварки | 1982 |
|
SU1098719A1 |
| Разъемный узел крепления колебательнойсистемы | 1974 |
|
SU508361A1 |
| Устройство для ультразвуковой сварки | 1980 |
|
SU948581A1 |
| Способ регулирования процесса ультразвуковой сварки | 1976 |
|
SU575190A1 |
| УЛЬТРАЗВУКОВОЙ ИНСТРУМЕНТ ДЛЯ ЛЕЧЕНИЯ ГЛАУКОМЫ И БЛИЗОРУКОСТИ | 1992 |
|
RU2068662C1 |
| Устройство для ультразвуковой обработки | 1980 |
|
SU925591A1 |
| Устройство для ультразвуковой сварки | 1979 |
|
SU859082A1 |
| УЛЬТРАЗВУКОВОЙ ОБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ ДЛЯ ДЕФОРМАЦИОННОГО УПРОЧНЕНИЯ И РЕЛАКСАЦИОННОЙ ОБРАБОТКИ | 2009 |
|
RU2409461C2 |