1
Изобретение относится к технологическим процессам ориентирования плоских деталей с неявно выраженным профилем, таких как интегральные схемы, полупроводниковые кристаллы и т. п.
Известен способ ориентирования изделий, включающее воздействие струи сжатого воздуха и щеток на изделие 1.
Однако данный способ сложен в осуществлении.
Известен также способ ориентирования изделий, включающий воздействие струй сжатого воздуха на изделие 2.
Недостатком данного способа является то, что ориентирование крышек осуществляется пассивным способом, что снижает его надежность.
Целью изобретения является повышение надежности ориентации.
Указанная цель достигается тем, что изделия подают в место встречи двух соосных струй, которые имеют равные скорости истечения.
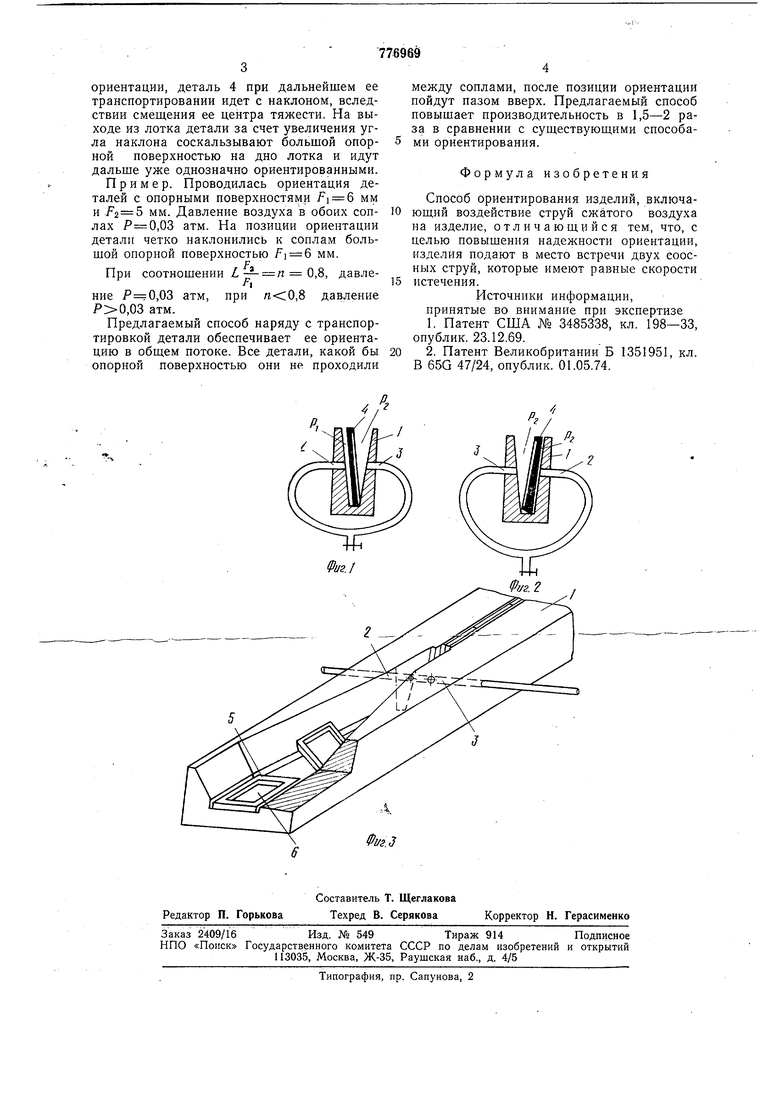
На фиг. 1 и 2 изображен процесс ориентации изделий в сечении; на фиг. 3 - устройство для осуществления способа ориентации изделий.
На чертежах приняты следующие обозначения: 1-транспортирующий лоток с расположенными с двух сторон соплами 2, 3,
4 - поверхность детали, имеющая центральный паз 5 и опорную поверхность 6, PI и PZ - давление воздуха между соплами и опорными поверхностями детали.
5 Детали 4 непрерывным потоком, например из вибробункера, транспортируют по лотку 1. На позиции ориентации в боковых стенках лотка соосно установлены два сопла 2 и 3, струи сжатого воздуха из которых
10 направлены навстречу друг другу. Боковые стенки лотка на позиции ориентации выполнены наклонными. Детали 4 транспортируют на позицию ориентации, где они проходят между двумя соплами 2 и 3, сила истечения воздуха из которых одинакова. Так как детали по площади имеют разные опорные поверхности (опорная поверхность 6 больше опорной поверхности 5), скорость истечения струй между стенками лотка и
20 опорными поверхностями будет различна. Т. е. скорость воздуха между стенкой лотка и большей .поверхностью 6 детали будет больше, чем между другой стенкой лотка и меньшей опорной поверхностью 5. По закону Бернули при большей скорости потока воздуха разрежение увеличивается, т. е. давление между стенкой лотка и большей опорной поверхностью 6 детали будет меньше, чем с другой стороны (). Так
30 как стенки лотка наклонены на позиции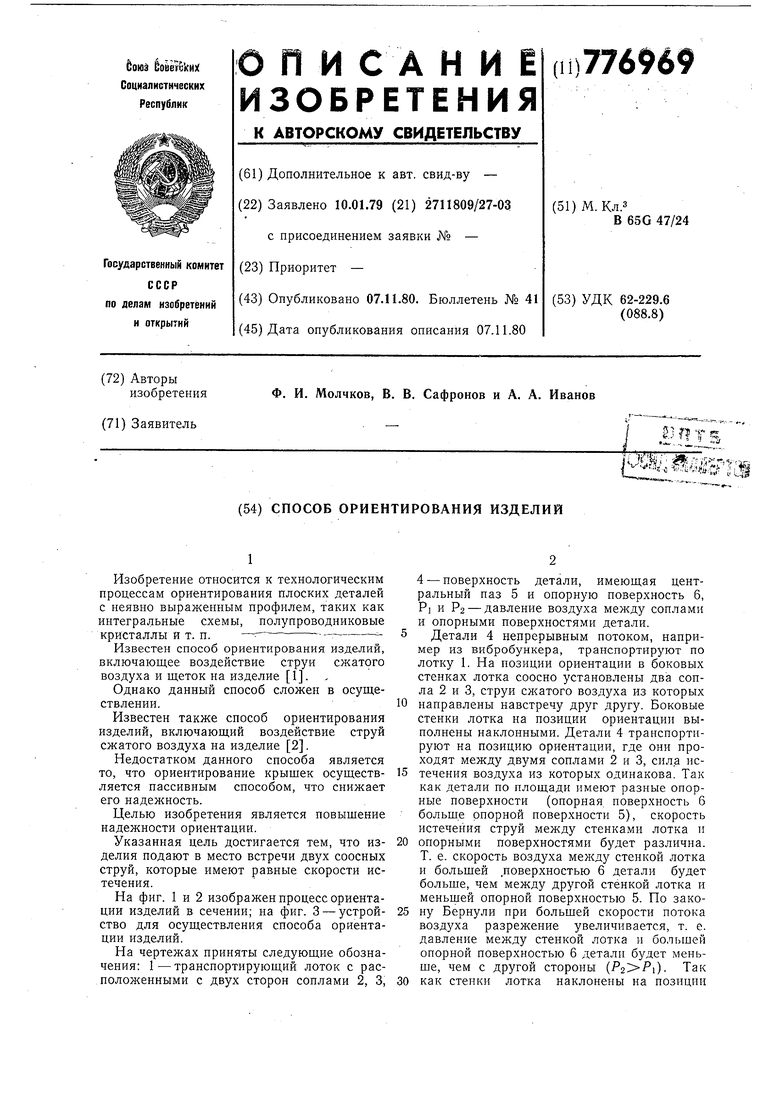
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации деталей | 1978 |
|
SU904988A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ ДЕТАЛЕЙ | 1994 |
|
RU2063318C1 |
| СПОСОБ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1966 |
|
SU186253A1 |
| УСТРОЙСТВО ОРИЕНТАЦИИ ШТУЧНОЙ ЗАГОТОВКИ | 2022 |
|
RU2803619C1 |
| СПОСОБ И УСТРОЙСТВО ОРИЕНТАЦИИ ДЕТАЛЕЙ | 2003 |
|
RU2261787C2 |
| Вибробункер | 1987 |
|
SU1493441A1 |
| СПОСОБ АКТИВНОГО ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ | 1999 |
|
RU2151094C1 |
| СПОСОБ КОНТРОЛЯ И КОРРЕКЦИИ ОРИЕНТАЦИИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2508975C2 |
| Вибрационное ориентирующее устройство | 1981 |
|
SU998083A1 |
| Устройство для контроля и сортировки деталей | 1987 |
|
SU1443977A1 |
