Изобретение относится к машиностроению, электронике, пищевой и фармацевтической промышленности и может быть использовано в технологических процессах для бесконтактной ориентированной подачи изделий на технологические операции.
Известен способ ориентирования изделий (а.с. N 776969, МКИ кл. В 65 G 47/24, опубликовано 07.11.80, бюллетень N 41), включающий воздействие струй сжатого воздуха на изделие, при этом изделия подаются в место встречи двух соосных струй, которые имеют равные скорости истечения.
Недостатками данного способа являются низкие надежность и уровень гибкости, а также узкие технологические возможности. Низкий уровень гибкости обусловлен тем, что невозможно произвести переналадку устройства, реализующего данный способ ориентирования, на другие типы изделий. Низкая надежность обусловлена наличием строго определенной формы лотка, зависящей от конструкции изделий. В результате этого возрастает вероятность заклинивания изделий между направляющими вибролотка при отклонении размеров изделий. Узкие технологические возможности обусловлены тем, что способ предполагает ориентирование узкого класса изделий прямоугольной формы. Причем жесткий механический контакт изделия с вибролотком не позволяет использовать описанный в прототипе способ для деталей, выполненных из хрупких материалов или имеющих легкоповреждаемые поверхности.
Техническая задача - повышение как уровня гибкости, так и надежности, а также расширение технологических возможностей.
Поставленная задача достигается тем, что способ активного ориентирования изделий включает воздействие струй сжатого воздуха на изделие, при этом воздействие струй осуществляют на нижнюю поверхность изделия через равномерно распределенные на цилиндрической поверхности наклонные отверстия.
Технический результат достигается тем, что способ предполагает активное ориентирование разнообразных плоских (высота изделия не превышает меньшую диагональ любой из опорных поверхностей) изделий различных типоразмеров. Использование газовой смазки для активного ориентирования и транспортирования изделий позволяет применять данный способ для изделий, выполненных из хрупких материалов, имеющих легкоповреждаемые поверхности, а также для которых нежелателен жесткий механический контакт с оборудованием. Повышение надежности достигается применением цилиндрического пневмолотка, изделия на котором располагаются свободно, т.е. отсутствует возможность их заклинивания. Кроме того, применение газовой прослойки в качестве несущего и распознающего элемента повышает уровень гибкости данного способа, так как процесс переналадки при переходе с одних типоразмеров изделий на другие сводится к изменению расхода сжатого воздуха и может осуществляться автоматически.
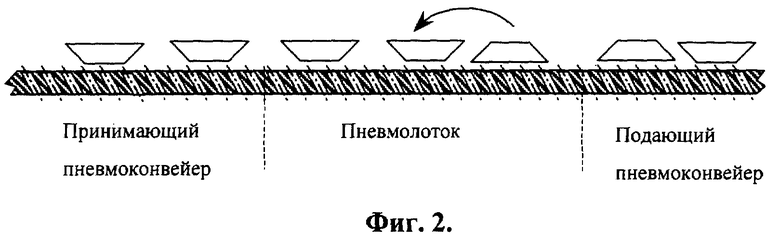
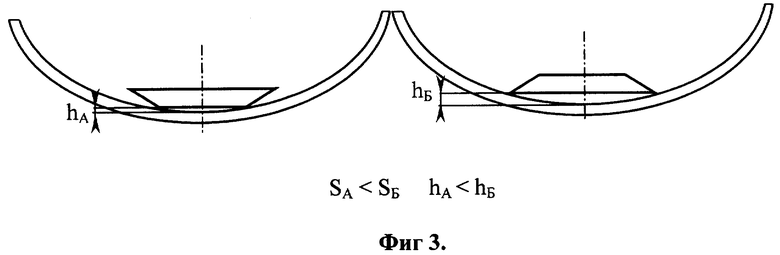
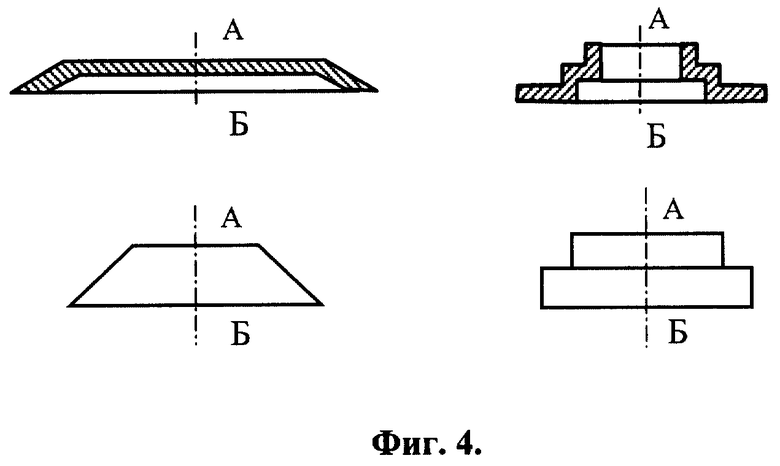
На фиг. 1 показан общий вид устройства; на фиг. 2 схема активного ориентирования; на фиг. 3 схема расположения изделия на несущей цилиндрической поверхности; на фиг. 4 характерные виды изделий.
Устройство, реализующее данный способ, состоит из перфорированного лотка 1 (фиг. 1), выполненного в виде части полого цилиндра. Под лотком установлена пневмокамера 2, в которой создается избыточное давление, обеспечивающее подачу сжатого воздуха внутрь лотка 1. Подача воздуха под изделия 3 осуществляется через перфорацию лотка 1, представляющую собой наклонные вдоль его продольной оси воздухоподводящие отверстия (фиг. 2). На входе и выходе барабана 1 установлены соответственно подающий 4 и принимающий 5 конвейеры.
Устройство, реализующее данный способ активного ориентирования, работает следующим образом.
Произвольно ориентированные изделия 3 подаются на внутреннюю поверхность цилиндрического лотка 1 по подающему пневмоконвейеру 4. В пневмокамеру 2 подается сжатый воздух, который истекает внутрь лотка 1 через его перфорацию. Расход сжатого воздуха подбирается таким образом, чтобы изделия 3, поданные на лоток 1 своей развитой опорной поверхностью Б (фиг. 4), переворачивались и занимали диаметрально противоположное положение (фиг. 2). При этом изделия 3, поданные на лоток 1 своей менее развитой опорной поверхностью А (фиг. 4), не переворачивались и двигались вдоль несущего лотка 1 за счет динамического давления наклонных струй воздуха. Переворот предмета производства осуществляется под действием суммарного динамического давления струй сжатого воздуха, оказываемого на опорную поверхность изделия 3. Причем на поверхность (Б) данное воздействие больше, чем на (А), т.к. площади их различны (SБ > SА). Поэтому предмет производства, расположенный менее развитой опорной поверхностью вниз, перевернуть тяжелее. Заметим, что процесс активного ориентирования реализуется в области возникновения процесса витания. Необходимо отметить, что в зависимости от расположения изделия 3 на лотке 1 меняется и зазор между опорной поверхностью изделия и несущей поверхностью цилиндрического лотка 1 (фиг. 3). При неизменном избыточном давлении в пневмокамере 2 величина данного зазора влияет на скорость движения струй воздуха в нем. Известен присасывающий эффект Бернулли, когда при возрастании скорости течения струй воздуха между двумя рядом расположенными поверхностями создается некоторое разряжение, которое способствует их притягиванию. При расположении изделия 3 на поверхности лотка 1 меньшей опорной поверхностью вниз (А, фиг. 3. ) зазор (hА) между изделием 3 и поверхностью лотка 1 становится меньше. Скорость протекания воздуха под изделием 3 увеличивается, а следовательно, возрастает влияние эффекта Бернулли (изделие 3 как бы присасывается к поверхности лотка 1). Таким образом, совокупность двух вышеперечисленных эффектов позволяет изменять ориентацию только тех изделий 3, которые расположены на лотке 1 более развитой опорной поверхностью вниз. Сориентированные изделия 3 под действием наклонных струй сжатого воздуха перемещаются на газовой смазке вдоль лотка 1 к принимающему транспортеру 5 (фиг. 1), который подает их на дальнейшие технологические операции.
Пример. Проводилось ориентирование изделий в форме усеченного конуса с диаметрами опорных поверхностей 15 и 30 мм. Расстояние между отверстиями на несущей поверхности лотка 5 мм, диаметр отверстий 0,4 мм. При достижении давления в пневмокамере значения 11,5 кПа произошел переворот только тех изделий, которые были расположены на лотке меньшей опорной поверхностью вниз. Расширение технологических возможностей предложенного способа обусловлено тем, что способ предполагает активное ориентирование изделий разнообразных типоразмеров, имеющих следующие основные свойства: различный зазор между опорными поверхностями изделия и несущей поверхностью цилиндрической формы при диаметрально противоположном их расположении; отличие формы или размеров одной опорной поверхности по отношению к другой; высота изделия не превышает меньшую диагональ любой из опорных поверхностей; симметричность относительно вертикальной оси; максимальный линейный размер изделия не должен превышать 0,5 радиуса цилиндрической несущей поверхности. Кроме того, использование газовой смазки для активного ориентирования и транспортирования изделий позволяет применять устройство для изделий, выполненных из хрупких материалов и имеющих легкоповреждаемые поверхности. При этом процесс переналадки устройства при переходе с одних типоразмеров изделий на другие сводится к изменению расхода сжатого воздуха, подаваемого в пневмокамеру, и может осуществляться в автоматическом режиме. Это свидетельствует о высоком уровне гибкости способа. Повышение надежности достигается применением универсального цилиндрического пневмолотка, параметры которого жестко не связаны с конфигурацией и размерами изделий, т.е. возможность заклинивания изделий практически отсутствует. Использование данного способа активного ориентирования в технологических процессах позволит повысить уровень гибкости производства, его надежность, что ведет к снижению себестоимости продукции и повышению эффективности производства.
Простота конструкции устройства, реализующего описанный способ, в совокупности с легкостью встраивания в поточные линии предполагает его широкое применение.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СУШКИ И ОРИЕНТИРОВАННОЙ ПОДАЧИ ДЕТАЛЕЙ | 1998 |
|
RU2130890C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ, ОРИЕНТАЦИИ И ПОДАЧИ ИЗДЕЛИЙ | 1999 |
|
RU2151728C1 |
| ПНЕВМАТИЧЕСКИЙ СЕПАРИРУЮЩИЙ ЛОТОК | 1999 |
|
RU2149714C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ ИЗДЕЛИЙ С АВТОМАТИЧЕСКИМ КОНТРОЛЕМ ВЛАЖНОСТИ | 1999 |
|
RU2159916C1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОЙ ОРИЕНТАЦИИ И СОРТИРОВКИ ИЗДЕЛИЙ | 1998 |
|
RU2130419C1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ИЗДЕЛИЙ | 1999 |
|
RU2147942C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЕСА БРИКЕТИРОВАННОЙ ПРОДУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2112223C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ПЛАСТИН | 1997 |
|
RU2131155C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КЛЕЕВОГО ПОКРЫТИЯ НА ЗАГОТОВКИ ПРОТЕКТОРОВ | 2002 |
|
RU2211143C1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСКИ ПРИ ФИНИШНОЙ ОБРАБОТКЕ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2000 |
|
RU2163408C1 |
Изобретение относится к машиностроению, электронике, пищевой и фармацевтической промышленности и может быть использовано в технологических процессах для бесконтактной ориентированной подачи изделий на места выполнения технологических операций. Способ активного ориентирования изделий включает в себя операцию воздействия струй сжатого воздуха на изделие. При этом воздействие струй осуществляют на нижнюю поверхность изделия через равномерно распределенные на цилиндрической поверхности наклонные отверстия. Технический результат реализации изобретения заключается в повышении уровня гибкости применения описываемого способа, в повышении надежности и в расширении технологических возможностей его реализации. 4 ил.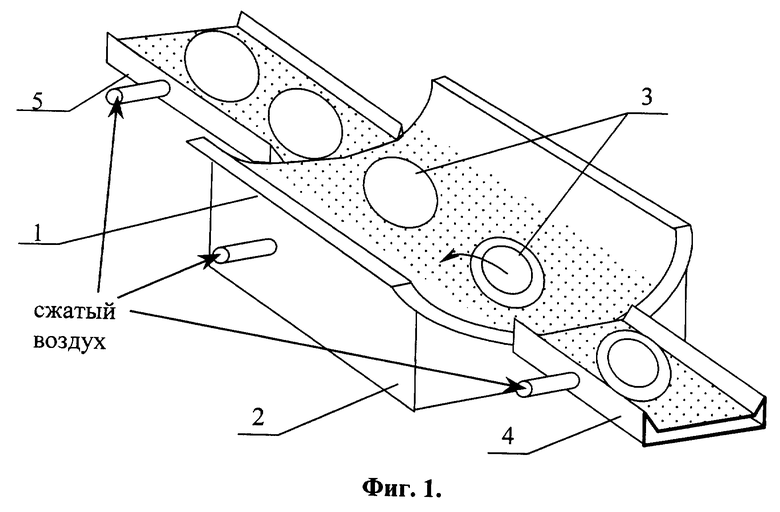
Способ активного ориентирования изделий, включающий воздействие струй сжатого воздуха на изделие, отличающийся тем, что воздействие струй осуществляют на нижнюю поверхность изделия через равномерно распределенные на цилиндрической поверхности наклонные отверстия.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US 3734268 A, 22.05.1973 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ ориентирования изделий | 1979 |
|
SU776969A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для ориентированной подачи деталей | 1988 |
|
SU1553471A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| УСТРОЙСТВО ДЛЯ СУШКИ И ОРИЕНТИРОВАННОЙ ПОДАЧИ ДЕТАЛЕЙ | 1998 |
|
RU2130890C1 |
