S - расстояние между весовыми : воронками, м;
V - скорость ко.Н|Вейвра, м/с; т„, т„+1 - но.мера весо|вых воронок, работающих следом; -cty - время движения переднего фр01нта головной части дозы до конв€Йера, с;
Стр - время дв1и кения нереД|не о
ф.ронта Х1ВОСТОВОЙ части дозы до коивейера, с.
I:
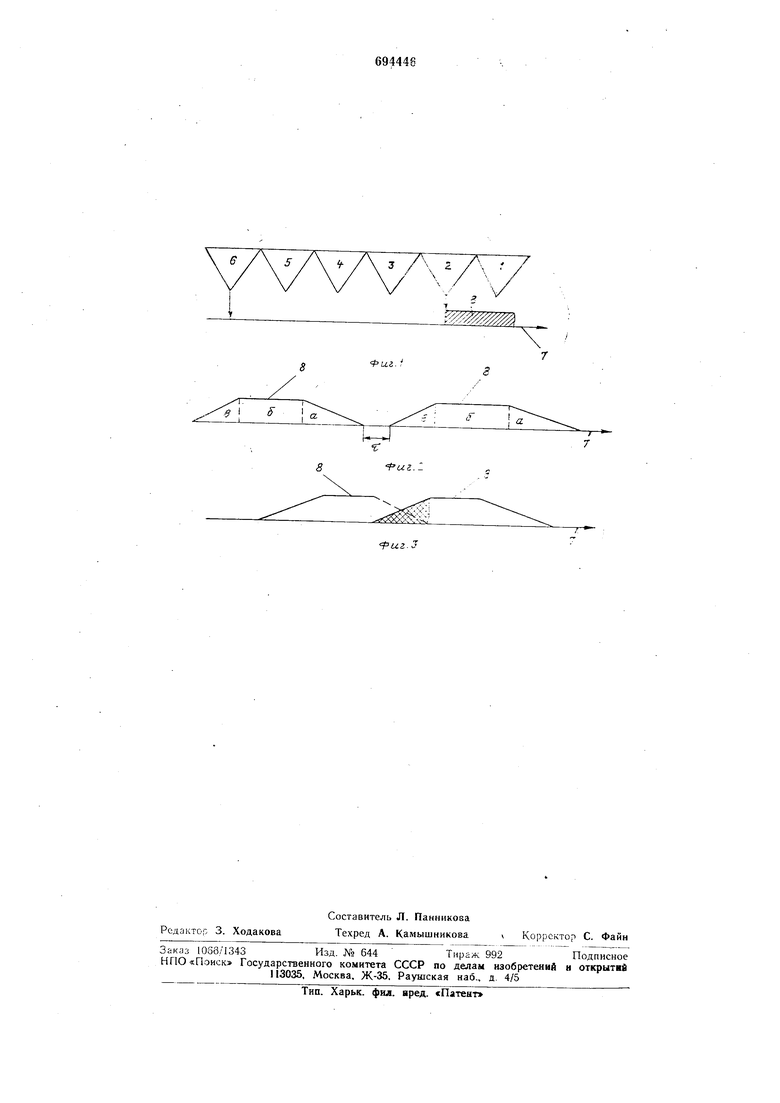
На фиг. 1 схематичеоки изображены ряд йесо.вых воронок /-6, ебо1рный 1конвейер 7, доза материала 8; на фиг. 2 и 3 - дозы материала, лежащие ;на конвейере.
При очередносги работы весовых воро|}гок 2 и 6 пауза достигает :времени прохождения материала между этими воройками. Кроме того, геО|метр ия дозы, лежащей на шнвейере, имеет переменный характер.
Доза материала 8 имеет головную часть а, центральную часть б и Х1востовую часть а. ГолОВнаЯ часть дозы образуется за счет влияния пе,ременного сечения выиускиого Отверстия Весовой воро.нки нри открывании затвора, а хвостовая - за счет уменьщения скорости истечения материала из весовой :йоронки, так в конце выдачи столб мат1ериала оказывает меньшее давление на его .нижележащие слаи.
Как иоказывают :исследоБания, измене.н,ие высоты слоя головной и хвостовой частей дозы имеет линей:ный с близКИ1М1И 3|Начен1Ия:ми углового коэффициента. При этом выдают материалы на конвейер так, чтобы головна1Я часть дозы ложилас на .Х1востовую часть предыдущей дозы без опасности засылки конвейера (см. фит. 3).
Сущность предлагаемого снособа заключается .в следующем.
После подачи команды на затрузку нечи производят отсев мелких фракций материала на прохотах, ваввщ|ива.ние его на песо1ВЫХ ,воро,н,ках и материала питателями из весовой воронки на конвейер нри достижении в весовой воронке предыдущей Дозы массы, равной :массе ее хвостО|Вой части, и тра1нспорти|рован1ие материала в заDP узоч н о е у с тро йст1во.
Чтобы ;не возникло опасности перегруза коивейера -при выдаче питателями дозы материала, например, в иоследовательности весовая воронка 6 - весовая воронка / (с.м. фиг. 1), выдержка времени между их работой, может быть опрОбована ло формулЪ, а :11)ри отридательноМ значении этого выражения выдержка времени принимается равной 0. Например, расстояние между канала и системы щихтоподачи доменной печи соста1вляет 18 м скорость ко.ввейера - 2 м1с. Время тра1н€порт1ировани.я от .весовой йоронки до конвейера переднего фронта головной части дозы ратано 4 с, а хвостовой -
8 с. Соглаено зависимости но изоб.ретеиию при работе каналов 4-/ выдержка времени составляет
(4-1) -(4-8) 31 с.
т
9
Т. е. через 31 с иосле лодачи команды с весовой воро.нки четвертого канала необходи,мо включить питатели HepiBoro канала. При работе каналов /-4
(1-4)-(4-8) -23 с.
где т О,
.могут быть разрывы между дозами. Поэтому нодача |Щихты из весовых аоронок на конвейер должна быть осуществлена в обратной носледователь.ности (4-1 п т. и.) с выдержкой временИ, щыч.исл яемой по за иоимости. Исходная команда подается от массы хвостовой части к весавой цорон.ке, величи;на которой не зависит от величины заданной дозы.
Внедрение изобретения позволяет сократить длину более, чем на 25%, а следовательно, увелйчи1вает на такую же величи.ну ;нроизводительно сть -всей системы щихто.подачи.
Ф о р м у ;i а изобретения
Способ подачи шихтовых .материалов в доменную печь, включающий их грохочение, взвещивание, подачу материалов нитателя ми на кОИвейер и транопортирова«ие их в загрузочное устройство, о т л ич а ю Hu-t и с .я тем, что, с целью по-вышения -производительности н ихтоподачи, выдачу материала на конвейер (Нроизво.чят с зыде.ржкой .времени, осуществляемой нри достижении в весовой -воронке предыдущей дозы массы, ра1вной массе ее хвостовой части, и рассчитываемой по следующей фор.муле:
. - (т„-т„,)-(;,;-4Г).
где 5 - расстояние между весовыми иоронками, м:
V - скорость конвейера, м:с; т ; m,,-Li- номера весовых вороно,к, работающих следом;
1р - время движения переднего фронта головной части дозы до конвейера, с;
-(.«} вре.мя дв:ИЖбН1Ия переднего Чр фро.нта .х|во1стовой части дозы до конвейера, с.-. .
Источники инфор|МаЦ)И|И, прин.ятые во вни.мание .при экспертизе:.
1. ПроектТяжигромалекпроггроекта
№ 9546()4. Доман|на.я печь - 9 завода «Криворож сталь, т. 12, 1973, с. 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дозировки шихтовых материалов на конвейерном подъемнике доменной печи | 1978 |
|
SU777065A1 |
| СПОСОБ УПРАВЛЕНИЯ МЕХАНИЗМАМИ ТРАНСПОРТЕРНОЙ ШИХТОПОДАЧИ ДОМЕННЫХ ПЕЧЕЙ | 1991 |
|
RU2016068C1 |
| Устройство подачи шихтовыхМАТЕРиАлОВ B дОМЕННую пЕчь | 1979 |
|
SU846557A1 |
| Конвейерная шихтоподача к скиповомупОд'ЕМНиКу дОМЕННОй пЕчи | 1979 |
|
SU850661A1 |
| Способ подачи магнитных материалов на доменный конвейер | 1981 |
|
SU1027217A1 |
| Способ загрузки шихтовых материалов в скипы доменной печи и устройство для его осуществления | 1985 |
|
SU1409664A1 |
| Способ подачи железорудных материалов на доменный конвейер | 1987 |
|
SU1539207A1 |
| Способ загрузки шихтовых материалов в доменную печь | 1987 |
|
SU1611939A1 |
| Способ подготовки шихты для загрузки в доменную печь | 1980 |
|
SU952962A1 |
| СПОСОБ ПОРЦИОННОГО ДОЗИРОВАНИЯ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 1988 |
|
SU1826530A1 |