1
Изобрётеййё бТнОйится к термической об{)аботке, оно мЬжёт найти применение йрй Героической обработке плоских Дёталей, йайримёр дйскбв третий азЯи 1йых трайСПЬртййх МГашйй.5
Известна печь, содёржапхай раму, цйЛиндр, опорную,и кантующую штанги, вращающийся йод 1.
Недоста ом такой печи является возмож- Io йое коробление деталей при их термообработ1 ё. Для устранения короблений Деталей в таких печах применяют обработку деталей в приспособлениях. Плоские детали стопой укладывают в приспособление и 15 производят их сжатие, например, вручную при помощи клина. В этом случае требуются затраты ручного труда на подготовку стопы и на разборку ее после термообработки.20
Известна печь, содержащая футерованную камеру, транспортер и механизм прижатия, выполненный в виде привода и прижимного штока, установленного в крышке камеры 2.25
В этой печи невозможно обеспечить непрерывность транспортирования обрабатываемых деталей через печь и невозможно транспортировать несколько стоп деталей с устранением коробления.30
Цель изобрётеййя - устранение укйзанййх йёдостаткоё и улучшение качества обрабатываемых Деталей.
Поставлёйная цель достигается тем, что механизм прижатия снабжен дойЬлййтейьйы л прйёоДом и раСй6Лбже:ййым йад крышкой камеры корЬМ1йсл6й, Марййрйо Соединенным с приводами прижимным Шtoкoм, при этом приводы размещены по ботсовым СтЬрбнйМ каМеры, а трайСйбртёр вь1йолйёй в виде шагаюпхих балок.
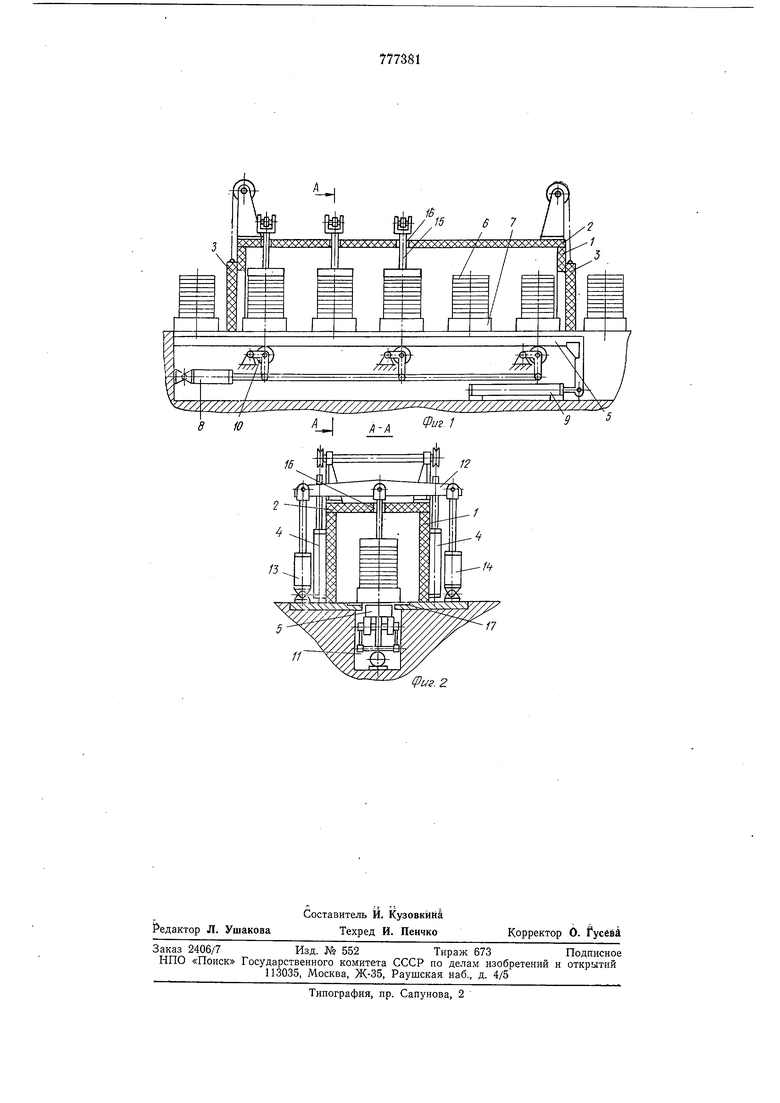
Изобретение поясйяется чертежами, где йа фиг. 1 изображей продольйый разрез йёчи; на фиг. 2 - разрез А-А фиг. 1.
Проходная печь состоит из корпуса I, представляющего собой сварную металлоконструкцию, футероваиную внутри шамотным кирпичем; крышки 2, расположенной на корпусе 1 и также футерованной внутри; двух дверей 3, закрывающих внутреннее пространство печи по торцам, с приводами 4 для их подъема и опускания; транспортера периодического действия, например шагающей балки 5, служащей для перемещения деталей 6, уложенных на оправке 7; привода 8 подъема и опускания шагающей балки 5 и привода 9 возвратно-поступательного горизонтального перемещения щагающей балки 5, которая располагается на роликах 10. В поде печи проложена траншея
11 для монтажа шагающей балки 5, роликов 10 и ее приводов 8 и 9. Электропечь снабжена механизмом прижатия, выполненным в виде расположенного над крышкой 2 коромысла 12, концы которого шарнирно связаны с приводом 13 и дополнительным приводом 14, закрепленными на отдельных основаниях по обе стороны печи, а середина коромысла 12 шарнирно соединена с прижимным штоком 15, пропуш,енным через отверстие 16 в крышке 2.
В основании пода печи под прижимным штоком 15 смонтированы опорные пластины 17 по обеим сторонам траншеи И для восприятия усилия прижатия деталей.
Проходная печь работает следуюш,им образом.
Шагаюш;ая балка 5 опуш,ена и находится в крайнем, например, в левом положении, если иеремеш;ение деталей, проходяш.их термообработку, происходит слева направо. При этом вне печи находится только часть балки с оправкой 7. Прижимной шток 15 и двери подняты. После укладки деталей 6 на оправку 7 стопой шагаюш,ая балка 5 поднимается приводом 8 и поднимает оправку с деталями. Приводом 9 шагаюш,ая балка 5 перемеш,ается по роликам 10 на шаг, обеспечиваюш,ий вход оправки 7 с деталями 6 в печь. После окончания продольного хода шагаюш,ая балка 5 опускается и ставит находяш,уюся на ней оправку с деталями на опорные пластины 17, после чего под воздействием привода 9 балка возвраи ается в исходное положение. В конце обратного хода шагаюш,ей балки 5 закрываются двери 3 и опускается прижимной шток 15 при помош,и приводом 13 и 14, прижимая детали на оправке 7 к опорным пластинам 17.
После нагрева деталей 6 до нужной температуры прижимной шток 15 приводами 13 и 14 и двери 3 приводами 4 поднимаются (к этому времени перед печью детали 6 уложены на следующую оправку 7); шагающая балка 5 приводом 8 поднимается и поднимает оправки 7 с деталями 6, находящиеся перед печью и в печи, затем приводом 9 шагающая балка 5 перемещается по роликам 10.
После окончания продольного хода шагающей балки 5 все механизмы последовательно срабатывают в описанном выше порядке, постепенно заполняя печь оправками 7 с деталями 6. Когда печь будет заполнена, то при очередном срабатывании всех механизмов в нее будет загружаться оправка 7 с деталями 6, подлел ащими термообработке, и выгружаться оправка с термообработанными деталями. Количество оправок, одновременно находящихся в печи, и количество механизмов прижатия выбираются исходя из необходимого времени термической обработки деталей.
Таким образом, предлагаемая проходная печь позволяет повысить качество плоских деталей при термической обработке, так как в процессе нагрева детали находятся в прижатом состоянии; обеспечивает механизацию процесса термообработки, чем исключается ручной труд для зажатия деталей, при этом повышается производительность и улучшаются условия труда. Печь может быть встроена в автоматическую линию.
Формула изобретения
Проходная печь, содержащая футерованную камеру с транспортером и механизм прижатия, выполненная в виде привода и прилшмного штока, установленного в крышке камеры, отличающаяся тем, что, с целью повышения качества обработки деталей, механизм прижатия снабжен дополнительным приводом и расположенным над крышкой камеры коромыслом, шарнирно соединенным с приводами прижимным штоком, при этом приводы размещены по боковым сторонам камеры, а транспортер выполнен в виде шагающих балок.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 508537, кл. С 21D 9/00, 1972.
2.Патеит США № 2269595, кл. 266-5, 1939.
| название | год | авторы | номер документа |
|---|---|---|---|
| Печь для нагрева | 1983 |
|
SU1145226A1 |
| МЕХАНИЗМ ШАГАЮЩИХ ПОДОВЫХ БАЛОК | 1973 |
|
SU403771A1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ | 1994 |
|
RU2089321C1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Конвейерная печь | 1984 |
|
SU1290050A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Шагающий конвейер-перегружатель | 1980 |
|
SU929513A1 |
| Нагревательная печь с шагающим подом | 1969 |
|
SU330788A1 |
| Конвективная автоматическая сушилка | 1990 |
|
SU1714311A1 |
| Шахтная электропечь | 1989 |
|
SU1765665A1 |