Изобретение относится к области термической обработки, а именно к установкам для искусственной сушки изделий.
Целью изобретения является интенсификация процесса сушки и расширение технологических возможностей.
Поставленная цель достигается тем, что в конвективной сушилке содержится каркас, снабженный ротором, радиальными перегородками, установленными на нижней подовой плите, образующими секции загрузки и сушки, тепловентиляционным , оборудованием и механизмами загрузки и выгрузки, выполненными в виде ленточных транспортеров с приводными роликами. В секции загрузки между транспортерами дополнительно установлен с возможностью поворота и возвратногпоступательного движения манипулятор, выполненный в виде захвата с горизонтальной осью поворота и диаметрально-расположенными рычагами, снабженными втулками, при зтом в подовой плите выполнены пазы для захвата, а рычаги имеют возможность взаимодействия с роликами транспортеров втулок. Для повышения зкономичности секция загрузки снабжена двустворчатой дверью, смонтированной на оси захвата, при зтом одна створка выполнена неподвижной, а другая - с возможностью возвратно-поступательного перемещения.
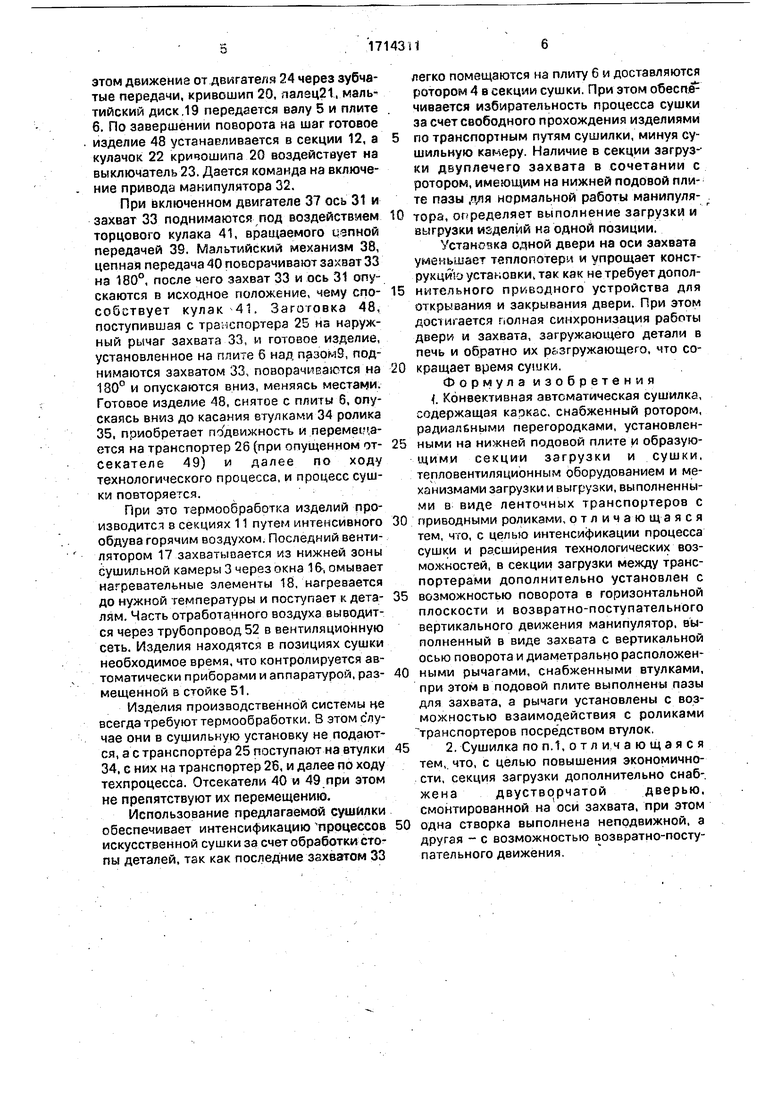
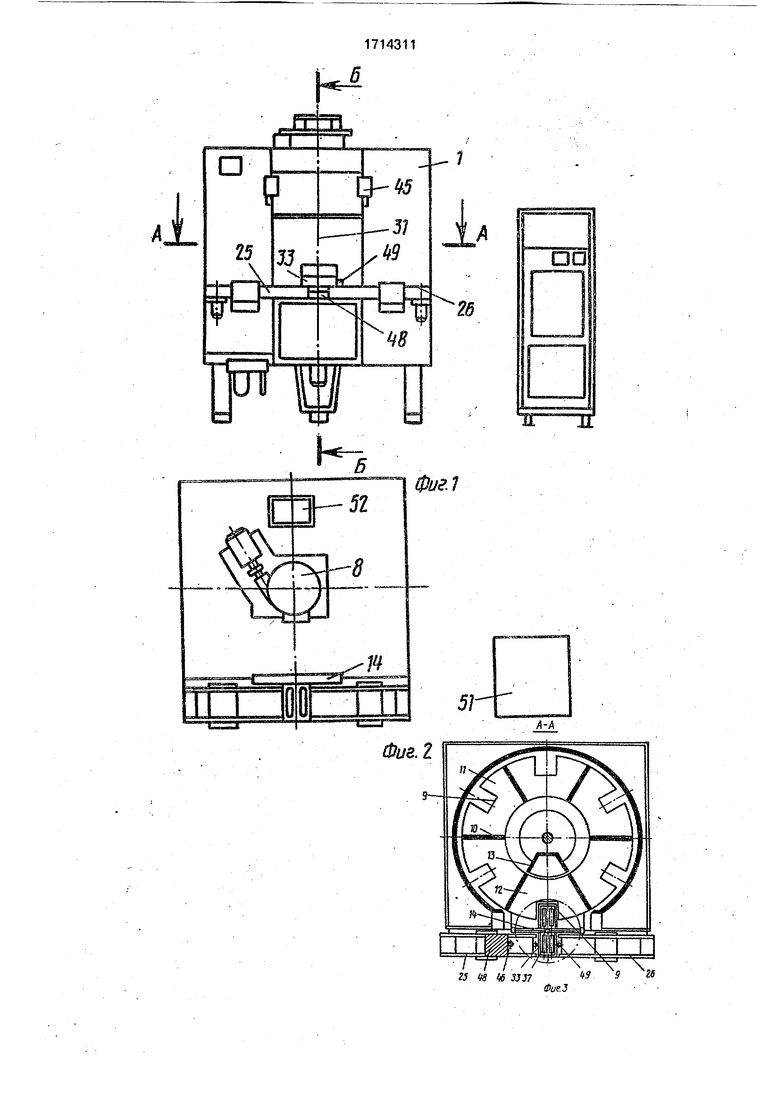
На фиг. 1 показана сушилка, общий вид; на фиг.2--тоже, план: на фиг.З - разрез А-А на фиг. 1; на фиг.4 - разрез Б-Б на фиг.1: на фиг.5 - кинематическая схема сушилки.
Сушилка содержит внешний каркас 1, в котором установлен теплоизоляционный корпус 2, образующий сушильную камеру 3, внутри которой размещен ротор 4 с центральным вертикальным валом 5. На валу 5 закреплена нижняя подовая плита 6. Вал 5 опирается на осевой подпятник 7, связанный с каркасом 1, а верхний конец вала 5 соединен с приводным механизмом 8. По периферии плиты б размещаются пазы 9. Плита 6 разделена радцальными тепловентиляционными перегородками 10 на секции сушки 11 и секцию загрузки 12. Во всех секциях в подовой плите б выполнены пазы 9. Секция загрузки образована неподвижной нишей: 13, являющейся частью корпуса 2, перегородками 10 и двустворчатой дзерью 14. Снизу установки а каркасе 1 смонтирован-кожух 15 с окнами 16, а в кожухе 15 установлены злектровентилятор 17 и электронагревательные злемеиты 18,
Приводной механизм В включает маль тийский диск 19, установленный на валу 5 кривошип 20 с пальцем 21. На кривошипе 20 предусмотрен кулачок 22, установленный на нем с возможностью взаимодействия с конечным выключателем 23. Кривошип 20 связан кинематически с электродвигателем 24.
На каркасе 1 в секции загрузки 12 установлены ленточные транспортеры 25 и 26. приводные ролики 27 и 28 которых связаны соответственно с двигателями 29 и 30. Параллельно оси ротора 4 установлена ось 31 манипулятора 32, включающего захват 33; Захват 33 имеет два равных диаметрально расположенных рычага. Один из рычагов « нижнем положении размещается в секциц загрузки 12 под пазом 9 подовой плиты б, а другой рычаг - между транрпортерами 25 ц 26. На захвате 33 на его обоих рычагах уста новлены попарно с возможностью враще кия вокруг своих осей втулки 34, Их образующие касаются дополнительного ролика 35, закрепленного на каркасе 1 с. возможностью вращения от ролика 36 транспортера 25. Захват 33 установлен на оси 31 с возможностью подъема, поворота на 180° и опускания от приводного двигателя 37 с помощью мальтийского механизма 38, цепных передач 39 и 40 И торцового кулачка 41.
Исходное нижнее положение захвата 33 контролируется конечном выключателем 42. Дверь 14 имеет нижнюю створку 43, жестко установленную на оси 31, и смежную с ней створку 44, установленную на оси 31 с осевой фиксацией и одновременно размещенную на Каркасе 1 в направляющих планках 45 с возможностью возвратно-поступательного перемещения. В состав транспортеров входят отсекатель 46 с конечным выключатёлем 47, установленные в зоне транспортерач25 с возможностью отслеживания прохождения обрабатываемых изделий 48 по транспортеру 25. Другой отсекатель 49 установлен за захватом 33 перед транспортером 26. Положение отсекател{| 49 контролируется датчикомбО.
Приборы автоматического управления, включающие приборы для контроля те1мпе ратуры в камерах сушки.приборы для установки времени цикла и последовательности операций размещаются в стойке 51. Порции отработанного воздуха выводятся через трубопровод 52, соединенный с цеховой вентиляционной системой.
Сушилка работает следующим образом.
Установку прогревают, после чего на транспортер 25 подают изделия 48, единичные или в набере по высоте в виде стопы из обрабатываемых деталей. Наличие изделия 48 на oтceкa teлe 49 является сигналом к повороту ротора 4 на угловой шаг, осуществляемый приводным механизмом 8. При
этом движение от двигателя 24 через зубчатые передачи, кривошип 20, палец21| мальтийский диск,19 передается валу 5 и плите 6. По завершении поворота на шаг готовое изделие 48 устанавливается в секции 12, а кулачок 22 кривошипа 20 воздействует на выключатель 23. Дается команда на включение привода манипулятора 32.
При включенном двигателе 37 ось 31 и захват 33 поднимаются под воздействием торцового кулака 41, вращаемого цепной передачей 39. Мальтийский механизм 38, цепнай передача 40 поворачивают захват 33 на 180°, после чего захват 33 и ось 31 опускаются в исходное положение, чему способствует кулак 41. Заготовка 48, поступившая с транспортера 25 на наружный рычаг захвата 33, и готовое изделие, установленное на плите 6 над пазомЭ, поднимаются захватом 33, поворачиваются на 180° и опускаются вниз, меняясь местами. Готовое изделие 48, снятое с плиты б, опускаясь вниз до касания втулками 34 ролика 35, приобретает подвкжностъ и nepeMeiji aется на транспортер 26 (при опущенном отсекателе 49) и далее по ходу технологического процесса, и процесс сушки повторяется.
При это термообработка изделий производится в секциях 11 путем интенсивного обдува горячим воздухом. Последний вентилятором 17 захватывается из нижней зоны сушильной камеры 3 через окна 16-, омывает нагревательные элементы 18. нагревается до нужной температуры и поступает к деталям. Часть отработанного воздуха выводится через трубопровод 52 в вентиляционную сеть. Изделия находятся в позициях сушки необходимое время, что контролируется автоматически приборами и аппаратурой, размещенной в стойке 51.
Изделия производственной системы не всегда требуют термообработки. В этом случае они в сушильную установку не подаются, ас транспортёра 25 поступают на втулки 34, с них на транспортер 26, и далее по ходу техпроцесса. Отсекатели 40 и 49 при этом не препятствуют их перемещению.
Использование предлагаемой сушилки обеспечивает интенсификацию процессов искусственной сушки за счет обработки стопы деталей, так как последние захватом 33
легко помещаются на плиту б и доставляются ротором 4 в секции сушки. При этом оЪеспе чивается избирательность процесса сушки за счет свободного прохождения изделиями 5 по транспортным путям сушилки, минуя сушильную камеру. Наличие в секции загрузки двуплечего захвата в сочетании с ротором, имеющим на нижней подовой плите пазы .П/1Я нормальной работы манипулятора, определяет выполнение загрузки и выгрузки изделий на одной позиции.
Установка одной двери на оси захвата уменьшает теплопотери и упрощает конструкций установки, так как не требует допол5 нательного при.водного устройства для открывания и закрывания двери. При этом достигается полная синхронизация работы двери и захвата, загружающего детали в печь и обратно их разгружающего, что со0 кращает время су1ики.
Формула изобретения I Конвективная автоматическая сушилка, содержащая каркас, снабженный ротором, радиальными перегородками, установленными на нижней подовой плите и образующими секции загрузки и сушки, тепловентиляционным оборудованием и механизмами загрузки и выгрузки, выполненными в виде ленточных транспортеров с
0 приводными роликами, о т л и ч а ю щ а я с я тем, что, с целью интенсификации процесса сушки и расширения технологических возможностей, в секции загрузки между транспортерами дополнительно установлен с
5 возможностью поворота в горизонтальной плоскости и возвратно-поступательного вертикального движения манипулятор, выполненный в виде захвата с вертикальной осью поворота и диаметрально расположен0 ными рычагами, снабженными втулками, при этом в подовой плите выполнены пазы для захвата, а рычаги установлены с возможностью взаимодействия с роликами транспортеров посредством втулок.
5 2. Сушилка по п.1, о т л и ч а ю щ а я с я тем, что, с целью повышения экономичности, секция загрузки дополнительно снаб-. женадвуство рчатой дверью,
смонтированной на оси захвата, при этом
0 одна створка выполнена неподвижной, а другая - с возможностью возвратно-поступательного движения. / // -V 25 48 Ii6 3337 3 Фи.З
2Иг
U2.
,,...,....... гпула л «,
22
Ji7
3.CD
зш
JZ
Фие.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки стержнеобразных изделий | 1974 |
|
SU524737A1 |
| Устройство для загрузки деталей | 1991 |
|
SU1802779A3 |
| Устройство для расстойки тестовых заготовок | 1983 |
|
SU1158142A1 |
| Сушилка для рулонных материалов | 1975 |
|
SU581361A1 |
| СКОРОСТНОЙ СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ПОВЫШЕННОЙ ПУСТОТНОСТИ С ОБЪЕМНОЙ ВЕРТИКАЛЬНОЙ ФОРМОВКОЙ ИЗ РАЗНОРОДНЫХ СМЕСЕЙ, СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ ПОВЫШЕННОЙ ПУСТОТНОСТИ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ПОВЫШЕННОЙ ПУСТОТНОСТИ С ОБЪЕМНОЙ ВЕРТИКАЛЬНОЙ ФОРМОВКОЙ ИЗ РАЗНОРОДНЫХ СМЕСЕЙ | 2013 |
|
RU2533475C1 |
| Установка для непрерывной пропитки и сушки обмоток электрических машин и электроаппаратуры | 1961 |
|
SU150427A1 |
| Устройство для укладки легкоповреждаемых предметов в тару | 1977 |
|
SU765125A1 |
| ПЕРЕДВИЖНАЯ СУШИЛКА | 1972 |
|
SU331578A1 |
| КРАН-МАНИПУЛЯТОР МЕТАЛЛОВОЗНЫЙ | 1998 |
|
RU2140367C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
Изобретение относится к сушке и может быть использовано в химической промышленности. Цель изобретения-интенсификация процесса сушки, расширение технологических возможностей и повышение экономичности. Автоматическая конвективная сушилка содержит каркас 1, вертикальный вал 5 и радиальные перегородки 10, установленные на подводной плите 6 с образованием секции загрузки 12 и секции сушки 11. В секции загрузки 12 установлен манипулятор 32, выполненный в виде захвата 33 с двумя равными диаметрально расположенными рычагами, имеющими возможность подъема, поворота и опускания, а в подовой пЛите 6 выполнены пазы 9 для захвата 33. Поворот ротора 4 на угловой шаг осуществляется приводным механизмом 9. Снизу сушилки в каркасе 1 смонтирован кожух 15с окнами 16. В кожухе 15 установлены электровентил.ятор 7 и электронагревательные приборы 17,1 з.п.ф- лы. 5 ил.^_5-Б(Лсй/г4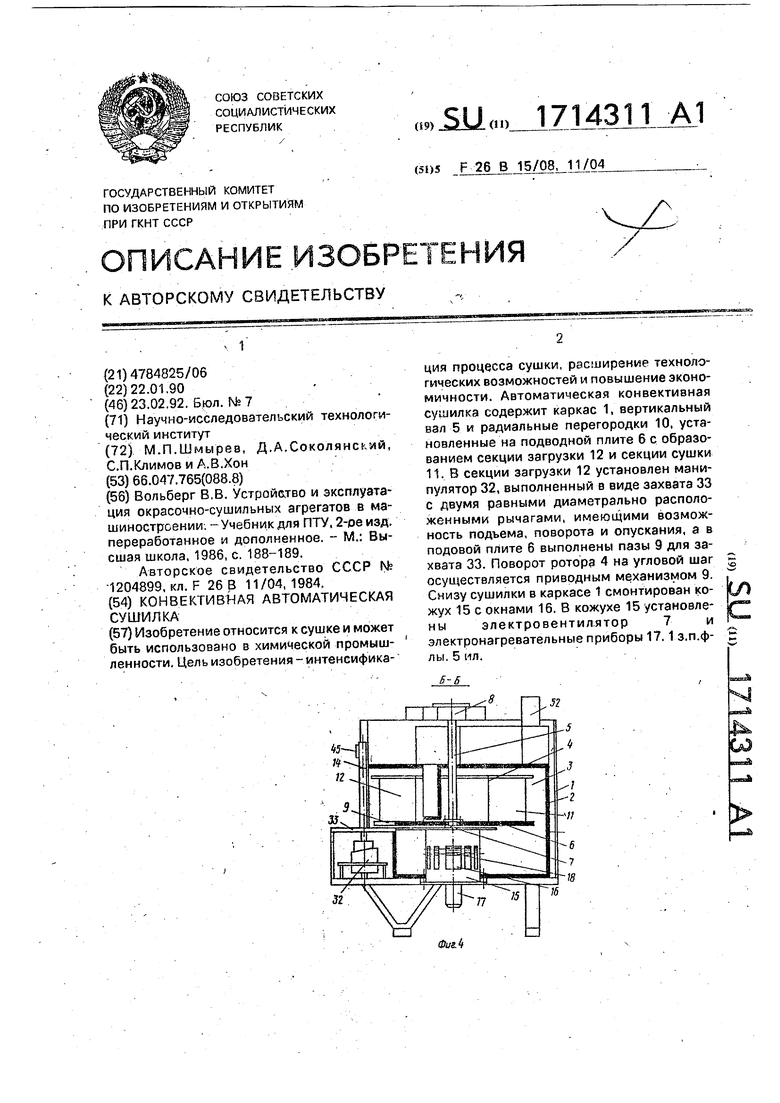
| Вольберг В,В | |||
| Устройство и эксплуатация окрасочно-сушильных агрегатов в машиностроении | |||
| -Учебник для ПТУ, 2-ое изд | |||
| переработанное и дополненное | |||
| - М.: Высшая школа, 1986, с | |||
| Поршень для воздушных тормозов с сжатым воздухом | 1921 |
|
SU188A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
