Предметам изобретения является способ и устройство для устранения дисбаланса изделий путем наращивания металла на соответствующие ИХ места.
Особенность способа заключается в ТОМ, что при помощи специального устройства, представляющего собой головку, снабженную механизмом управления и электрометалли,зационным пульверизатором, на изделие наносится .металл без остановки балансировочного станка, что облегчает ,и ускоряет процесс устранения дисбаланса. На чертеже изображено предлагаемое устройство для осуществлення этого способа наращивания металла.
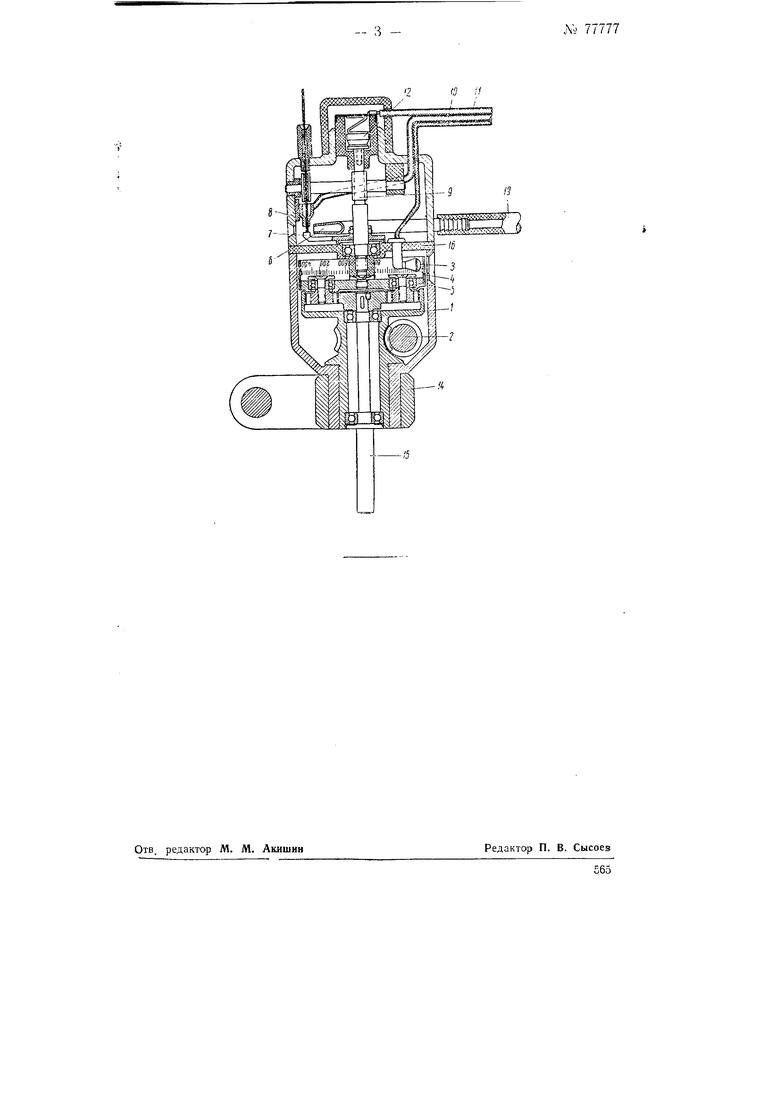
Внутренняя полость металлического корпуса устройства разделена текстолитовой перегородкой 16 на две камеры.
В нижней .камере находится механизм, имеющий планетарный диференциал 1, червячную пару 2, неоновую лампу 5 и установочную шкалу 4.
Планетарный диференциал выполнен из ведущей шестерни, диска 5 с двумя сателлитами я корректи36
рующеи шестерни с внутренним зацеплением, которая посредством червячной пары 2 связана с .маховиком настройки (т. е. установки момента имнульса относительно вращающегося балансируемого изделия).
Неоновая лампа 3 электрически связана с качающейся системой станка и дает световые вспышки синхронно .оборотам в момент максимальной амплитуды качающейся системы при помощи несложного механического .инерционного прерывателя.
Установочная шкала 4 из прозрачного материала, имеющая деления с обозначением оборотов в диапазоне, применяемом при балансировке, крепится на сателлнтовом диске и вращается вместе с ним. При несовпадении оборотов с показаниями тахометра оборотов изделия, при помощи маховика настройки смещают шкалу до совпадения с по.казания1ми тахометра.
В верхней камере помещается импульсный электрометаллнзированный пульверизатор, состоящий из сопла 6, вращающегося контакта 7, неподвижного (контакта 8 и
563
двух роликов подачи электрода, получающих :Вр:а1щеи1ие аг червячной пары 9.
От электрической сети (желательно постоянного тока) один кабель 10 подводится к неподвижному контакту, другой 11 - к подвижному, при помощи.: угольной щетки 12.
К соплу 6 во время работы беспрерывно подводится сжатый воздух через шланг 19.
, Устройство устанавливается на любом балансирово1Чном станке, имеющем неизменное число обороTOB в процвас. балансировки. -Крепление, устройства производят пр;и помощи хомута 14 па неподвижной части станка, против места наращивания металла яа изделие. Ведущий вал 15 кинематически связан с изделием посредством центральной шестерни ди|ференциала и имеет одинаковое с изделием число оборотов. Вал 15 передает вращение на диск с сателлитами, который вращается со скоростью в три раза меньщей скорости вала. С сателлитовым диском посредством переходной втулки соединен валик вращения контакта и червячной пары подачи электрода.
Наращивание изделия происходит автоматически до полного равновесия балансируемого изделия, когда неоновая лампа начинает давать ветовые вспыщки.
Для автоматической остановки балансировочного станка в цепь неоновой лампы включается тепловое реле.
Предмет изобретения
1.Способ устранения дисбаланса изделий путем наращ1ивания металла на соотвецсгшующие (Их места, о т л и ч а ю щ и и с я тем, что с целью ускорения процесса, устранение дисбаланса производят распыливаем металла на изделие, враЩ|ающееся на бал:аисировочно1М ставке, не останавливая последн1ий.
2.Устройство для осуществления способа по п. 1, отличающееся тем, что оно выполнено в виде приводимой во вращение и устанавливаемой рядом с балансируемым изделием голоеки, снабженной меха.низмом управления и электрометаллизащионным пульверизатором, один из контактов которого выполнен вращающимся, а другой, несущий электрод, подаваемый по мере сгорания, выполнен иеподвижным и установлен против сопла, подающего сжатый воздух.
3.Устройство по п. .1, отлича ющееся тем, что с целью уста.новки его оборотов и момента импульса относительно вращающегося изделия, механизм управления устройства выполнен в виде планетар,ной диферендиальной передачи, приводящей во вращение установочную шкалу, освещаемую неподвижно установлен;но1 иеоповой лампой, связанной, например, при помощи механического инерцион oгo прерывателя с качающейся системой станка и дающей световые вспыщки синхронно оборотам в момент максимальной амплитуды качающейся системы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для балансировки вращающихся деталей | 1939 |
|
SU58806A1 |
| Устройство для динамической балансировки изделий в форме тел вращения | 1947 |
|
SU70819A1 |
| Станок для балансировки изделий | 1975 |
|
SU539240A1 |
| Балансировочный станок для динамического уравновешивания роторов | 1949 |
|
SU78014A1 |
| СПОСОБ ВЕРТИКАЛЬНОЙ ДИНАМИЧЕСКОЙ БАЛАНСИРОВКИ ИЗДЕЛИЯ | 2017 |
|
RU2674423C2 |
| СПОСОБ БАЛАНСИРОВКИ ШЛИФОВАЛЬНОГО КРУГА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2173629C1 |
| СПОСОБ ДИНАМИЧЕСКОЙ БАЛАНСИРОВКИ | 2000 |
|
RU2185609C2 |
| СПОСОБ БАЛАНСИРОВКИ ЭЛЕМЕНТОВ РОТОРНЫХ СИСТЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2485467C2 |
| Прибор для балансировки вращающихся масс | 1934 |
|
SU45425A1 |
| Балансировочная машина | 1950 |
|
SU91115A1 |