1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении тонкостенных оболочек сварной конструкции, преимущественно из алюминиевых сила- 5 ВОВ, с повышенными требованиями к правильности геометрической формы.
Известен способ правки сварной оболочки путем приложения перед свар-|0 кой к околршовной зоне поверхности оболочки локального усилия, направленного в сторону, противоположную направлению усилия деформации оболочки при сварке 1.15
Способ осуществляют устройством для правки сварной оболочки, содержащим корпус с установленным в нем грузовым винтом, несущим опорную чашку.
Однако известный способ правки сварной оболочки характеризуется значительной продолжительностью цикла устранения остаточной деформации, так как для его осуществления требуется 25 выполнение двух операций - предварительной выштамповки и осадки выдавленной зоны, что уменьшает производительность и снижает качест.во изде-г
ЛИЙ... V
Цель изобретения - повышение производительности и улучшение качества изделий.
Поставленная цель достигается тем, что локальным усилием в околошовной зоне поверхности оболочки создают предельную упругую деформацию и производят сварку, снижая локальное усилие пропорционально снижению предела текучести материала оболочки при его нагреве в процессе сварки.
Отличие устройства, позволяющего осуществить предлагаемый способ, состоит в том, что чашка смонтирована с возможностью возвратно-поступательного осевого перемещения относительно винта и подпружинена, при этом устройство снабжено ограничителем перемещения чашки относительно винта.
Благодаря усилию сжатия пружин
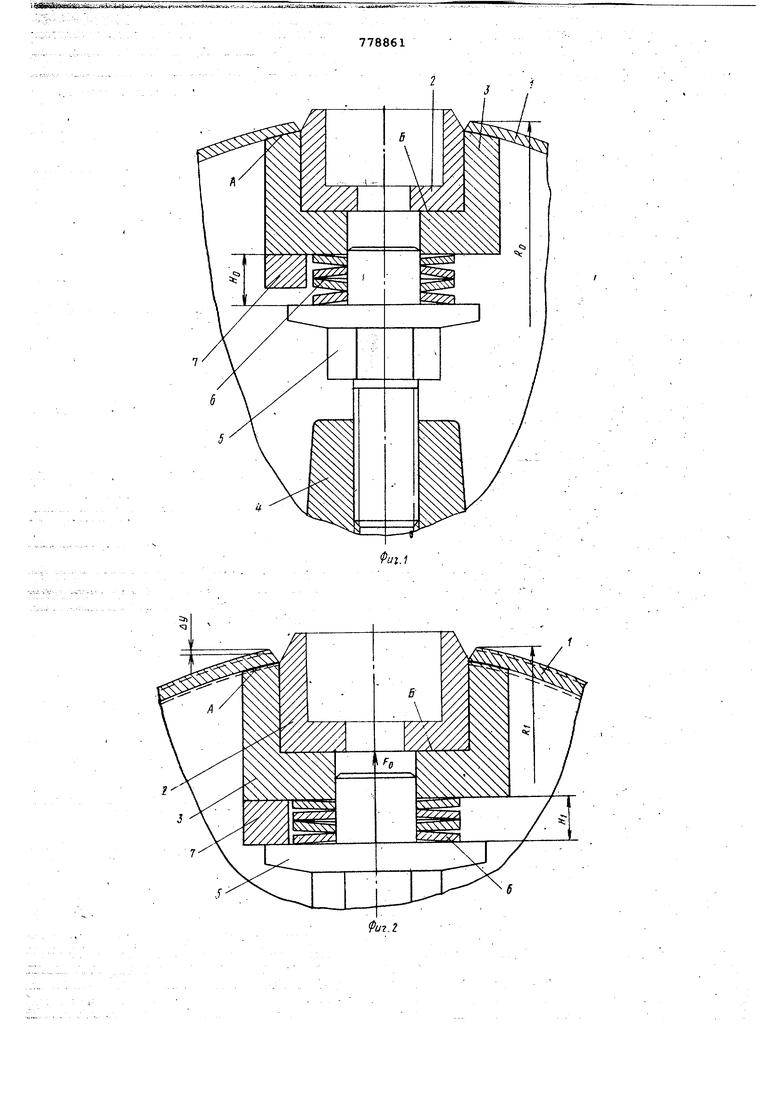
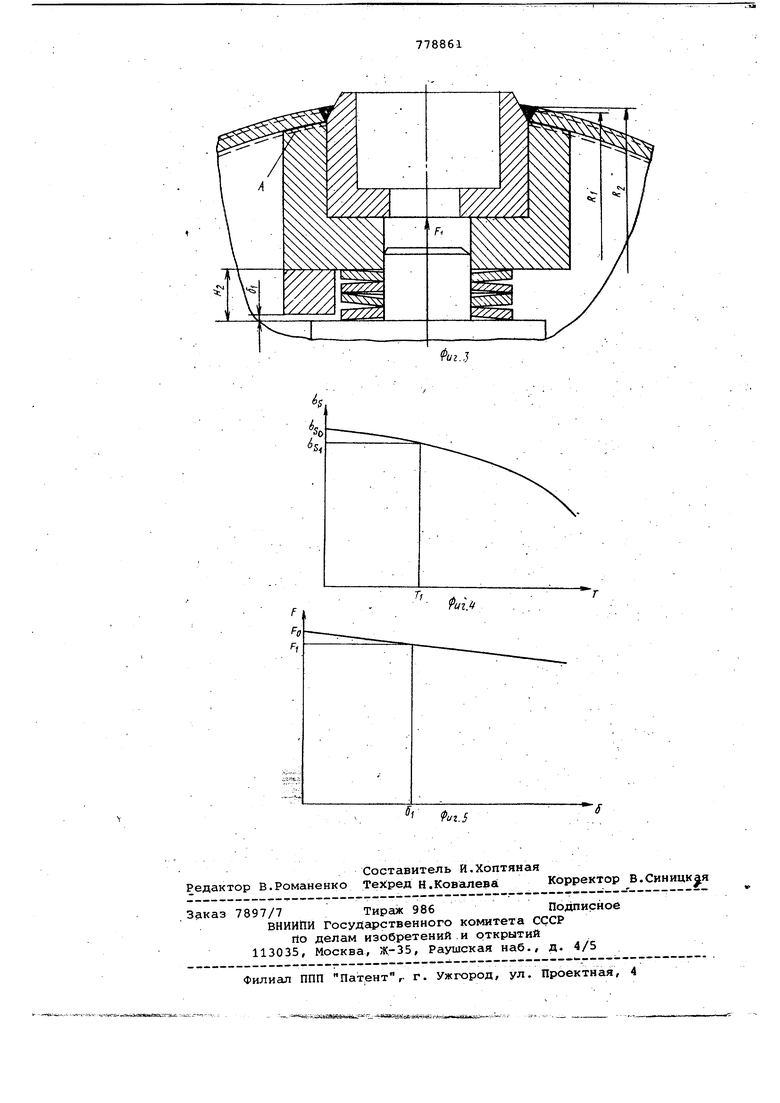
20 одновременно со сваркой оболочки осуществляется ее правка, так как оно создает в рколошовной зоне поверхности оболочки напряжение растяжения, компенсирующее действие температурных напряжений, обусловленных местным нагревом оболочки в процессе сварки и вызывающих сжатие оболочки в околсяаовной зоне. Постоянное в процессе сварки поджатие устройства к поверхности оболочки в околошовной зоне способствует интенсивному теплоотводу, в результате которого предотвращается перегрев металла Шва и зоны его термического влияния. На фиг. 1 изображены оболочка и устройство, для ее правки и фиксации привариваемой детали в исходном положении; на фиг. 2 - оболочка и устройство, подготовленнь:е к выполнению сварки и правки, на фиг. 3 - то же, при завершении сварки и правки; rta фиг. 4 - зависимость предела теку. Чеетй 1атериала от температуры er-v нагрева; на фиг. 5 - зависимость разгрузки тарельчатых пружин;от теплового расширения оболочки при ее на греве в процессе сварки. Устройство для правки тонкостен,ной оболочки 1 и фиксации приваривае мой к ней детали 2 содержит чашку 3, корпус 4, винт 5, тарельчатые пружины 6, Помещенные между опорными плос костями чашки и винта, и ограничитель 7, который предназначен для фик сации сжатия тарельчатых пружий. Правка оболочки и работа устройст ва осуществляются следующим образом. В исходном положении устройство для правки устанавливают в полости оболочки 1 и производят центровку. Дпя этого чашку 3 устанавливают таки образом, чтобы ее опорная рабочая поверхность А прилегала к вньтрё нней поверхности оболочки. При зтом отверстия в оболочке и чашке должны быть совмещены посредством детали 2, привариваемой к оболочке. Торец Б фиксирующего отверстия чашки фикси привариваемую деталь относитель но оси оболочки. Тарельчатыё пружины .6 находятся в свободном состоянии (прогиб их равен нулю). При подготовке оболочки к сварке и правке вращением винта 5 сжимают тарельчатые пружины 6. Сжатие их ограничено либо ограничителем 7, либо затяжкой винта тарированным ключом. В результате сжатия пружин возникает упругая сила, создающая на поверхнос ти, оболочки в зоне бyдyщёfо сварного сОёдинения предельную упругую деформацию, равную Лу R , где R - радиус оболочки, йд, - условный предел текучести материала оболочки, Е - модуль упругости материала оболочки. Потребное усилие F, обеспечивающее, предельную упругую деформацию оболочки в зоне будущего шва, опреде лййз опытнйм путем или расчетом защемленной кольцевой пластинки, на-груженной сосредоточенной силой. Исходя из потребного усилия F, оп ределяют жесткость пакета тарельчаты пружин. Между ними имеется зависимостьF cf, где с - жесткость пакета тарельчатых пружин; f - прогиб пакета тарельчатых пружин, равный Н - Н , где Н - высота пакета пружин до затяжки, Н - высота пакета пружин после затяжки. Под воздействием температурного поля, образуемого при сварке источником тепла, происходит местный нагрев оболочки/ в результате которого в околошовной зоне возникают температурные напряжения. Последние вызывают деформацию сжатия оболочки в околошовной зоне. При значительном Нагреве материала оболочки снижается его предел текучести, и эти напряжения могут вызвать пластическую деформацию оболочки - усадку (утяжку). Такому напряженному состоянию оболочки эквивалентно напряженное состояние, создаваемое распределением в околошовной зоне оболочки внешней сжимающей нагрузки. Приложением упругой си- лы от сжатия тарельчатых пружин в околошовной зоне оболочки создается обратное по знаку напряженное состояние. Если его интенсивность равна интенсивности напряженного поля, созданного нагревом оболочки при сварке, то правка ее происходит одновременно со сваркой. Практически это равенство имеет место, если упругой силой сжатия тарельчать1Х пружин создано напряженное, состояние растяжения, вызывающее предельную упругую деформацию оболочки в околошовной зоне. Темпера-гура материгша в околошовной зоне составляет Т. , и из зависимости ( - Т этой температуре соответствует предел текучести 6j , который меньше предела текучести материала оболочки до сварки. При°сваркё одновременно с понижением предела текучести материала оболочки в околошовной зоне- происходит ее тепловое расширение. Тепловое удлинение ее радиуса R равно - Jl+t .-То))- -- R. d.(T, - TO), где R R- + ду - радиус упруго де формированной оболочки, d. - коэффициент линейного расширения материала оболочки, TO « л - соответственно температурй металла оболочки в околошовной зоне до сварки и при сварке. ОчевйдйО, на величину теплового удлинения (Л| уменьшается суммарный прогиб тарельчатых пружин,который становится равным % о - ( ) - % - гУменьшение прогиба тарельчатых пружин означает разгрузку последних, и упругая сила согласно зависимости F - rf уменьшается и становится равной F . В процессе сварки оболочки за сче постоянного поджатия чашки 3 тарельчатыми пружинами обеспечивают плотный контакт ее с внутренней поверхностью .оболочки и интенсивный теплротвод из зоны сварки. В результате температурное поле в околошовной зоне характеризуется значительным градиентом температуры, и метйлл оболочки в околошовной зоне нагревается до 150-200с. При такой темпера туре предел текучести его снижается незначительно. Закон разгрузки тарельчатых пружин при сварке оболочки адекватен закону снижения материала шва в околошовной зоне. Поэтому можно считать что созданная перед сваркой упругая деформация оболочки практически оста ется неизменной и после снятия упругой силы форма ее не нарушается. Это означает, что в процессе сварки оболочки автоматически осуществляется ее правка. Следует отметить, что градиент температуры в околсйпойной зоне можно значительно повысить, учитывая конвективный теплообмен при сварке оболочки. Для этого в чашке 3 предусматривается .закрытый Ксшал для циркуляции охлаждающей жидкости. Уменьшение нагрева оболочки в око лошовной зоне можно также осуществит при использовании сварочного источни ка тепла с высокой концентрацией теп ловой энергии, выделяемой при сварке (плазменная, микроплазменн,ая и други виды сварки). Последние два обстоятельства имеют существенное значение при сварке оболочек из алюминиевых сплавов, так как перегрев их влечет выпадение на границах зерен/i-фазы, вызывсиощей снижение пластичности сварного соединения. Изобретение позволяет совместить в одной операции правку оболочки со сваркой и тем самым сократить цикл ее изготовления. Повышается качество изготовления оболочки, обусловленное сохранением правильности ее геометрической формы. Улучшается также качество сварного соединения, благодаря постоянному в процессе сварки поджатию чашки к внутренней поверхности оболочки, в результате которого повышается эффективность теплоотвода н улучшается структура .металла шва и зоны его термического влияния. Формула изобретения 1.Способ правки сварной оболочки путем приложения перед сваркой к околсяйовной зоне поверхности оболочки локального усилия, направленного в сторону, противоположную направлению усилия деформации оболочки при сварке, о тл и ч ающи и с я тем, что, с целью повышения производительности и улучшения качества изделий, локальное усилие в околошовной зоне поверхности оболочки прикладывают равным предельной упругой деформации, а в процессе сварки снижают локальное усилие пропорционально снижению предела текучести материала оболочки при его нагреве. 2.Устройство для осуществления способа по п. 1, содержащее корпус с расположенным в нем грузовым вннтом, несущим опорную чашку, отличающееся тем, что чашка установлена с возможностью возвратно-поступательного осевого перемещения относительно винта и подпружинена, при этом устройство снабжено ограничителем перемещения чашки относительно винта. Источники информации, принятые во внимание при экспертизе 1. Устранение сварочных деформаций в Мсшшностроительных конструкциях. М., НИИинформтяжмаш, 1968, 10-69-10, с. 22-40.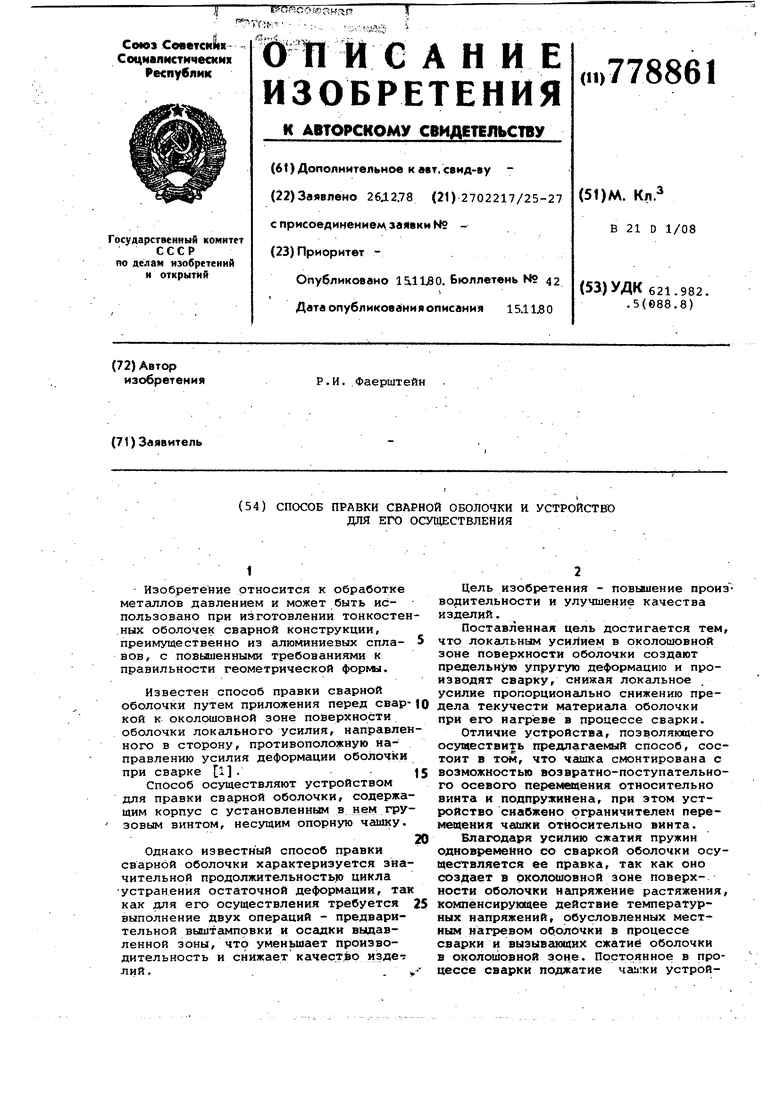
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки сварных листовых конструкций | 1983 |
|
SU1118509A1 |
| ЛЕЙНЕР БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2007 |
|
RU2353851C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАВРОВЫХ ЭЛЕМЕНТОВ ОРТОТРОПНОЙ ПЛИТЫ | 2005 |
|
RU2288824C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2010 |
|
RU2443527C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2271260C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254950C1 |
| Способ дуговой однопроходной сварки стыковых тонколистовых соединений | 1986 |
|
SU1412900A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЧНЫХ УСЛОВИЙ И КРИТЕРИЕВ ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2006 |
|
RU2336135C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254949C1 |
| Способ изготовления сварных ребристых панелей | 1980 |
|
SU998063A1 |