Лi:.:;-.,,. 1 ,.: . ,,- .: ; .,.
Изобретениеотносится к машиностроению и может быть использовано при отрезке отсортового проката заготовок для штамповки и других тёХ1 ологйчес1 йх рИерйацйЙ.5
Известно устройство для отрезки заготовок, содержащее корпус с полрстьго,: ёапояненной жидкостью, и размеи ей№1ё в нем неподвижный и ный Н0я с.вйподненными в них соос- 10 ными отверстиями для заготовки, рабочий плунжер 1 .;
НедоЬтаткЬн из вёстного устройства являеТся отсутствие регулируемого противодаёдения :Под подвижным ножом, IS что снижает шдростатическое давление действующее на торцовую поверхность прутка, и приводит к появлению скалывающих трёадкн на поверхности разделения заготовки, а отсутствие 20. подачи жидкости высокого давления на режуадае поверхности нсокей вызывает налипание материала заготовки на но-/ жи, что снижает качество отрезки.
иель изобретения - повышение ка- 25 чества отрезки.
Поставленная цель достигается тем что устройство снабжено нажимным плунжером, в подвижном ноже выполнены сквозные отверстия, в рабочем 30
плу-нжере выполнена полость подпора и Канада для гидравли 1еск6й связи полости подпора с отверстиями в подвижном ноже, в полости подпора концёнтрично рабочему плунжеру резмещен плунжер, а полость корпуса гидравДичес1й:и соединена с источником питания, при этом площадь поперечного сечения нажимного плунжера равна гргощади прперечйо1го сечения отрезаемой заготовки, а отношение давления источника питания и давления, создаваетлоЬЬ нажимйьаи плунжером, обратно пропорционально отношению площадей поперечного сечения нажимного и рабочего плунжеров.
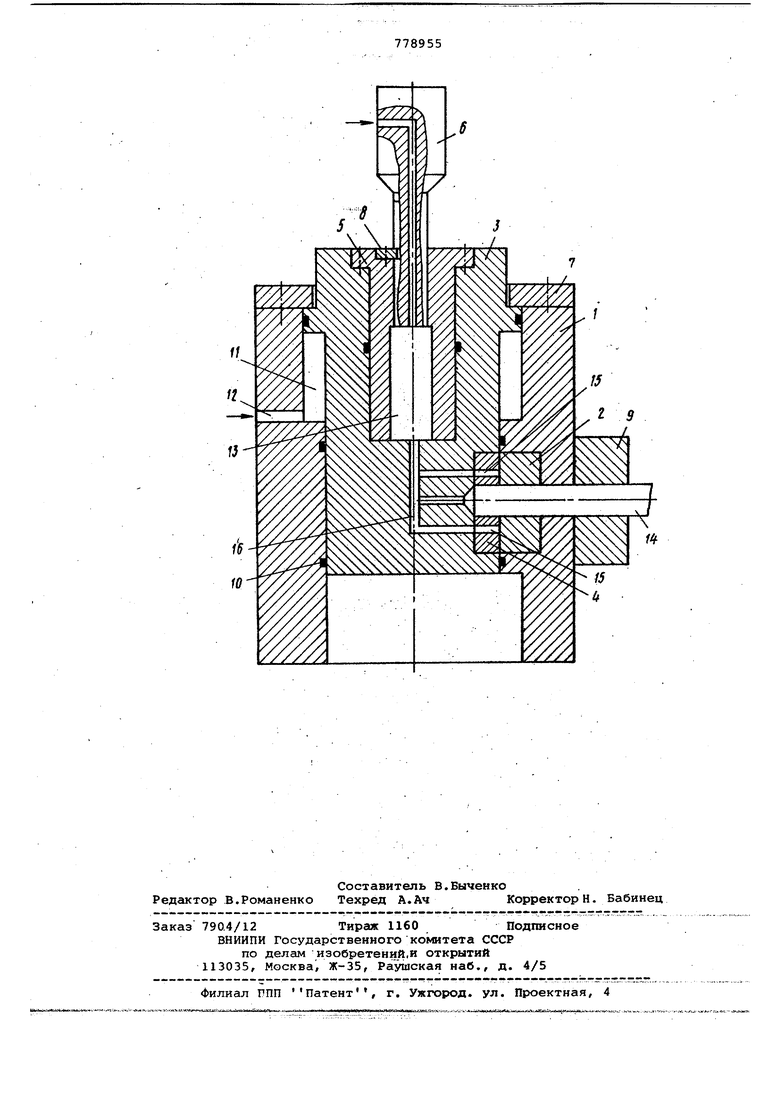
На чертеже схематически изображено устройство Для отрезки заготовок.
Устройство состоит, из корпуса 1 с неподвижным ножом 2, рабочего плунжера 3 с подвижным ножом 4 и сменной втулкой 5, йажимного плунжера 6, ограничительных планок 7 и 8, подающезажимного устройства 9, уплотнений 10.
В корпусе 1 йредусмОГреяа полость11, заполненная жидкостью и связанная с источником питания каналом 12. В сменной втулке 5 рабочего плунжера 3 выполнена полость 13 подпора. В ножах выполнены соосные отверстия для размещения заготовки 14, а в подвижном ноже 4 выполнены сквозные отверс тия 15, соединенные каналом 16 в рабочем плунжере 3 с полостью 13 подпора. Устройство работает следующим образом. При верхнем положении рабочего плунжера3, что достигается действием давления жидкости в полости 11 Hai кольцевую поверхность плунжера, подающе-зажимное устройство .9 подает пруток 14 в устройство и зажимает его лпя предотвра цения смещения при действии давления жидкости на торцовую поверхность прутка. Затем .полость 13 по каналу в нажимном плун жё1рё 6 заполняется жидкостью. Нажимной плунжер б перемещается и фиксируется планкой 8. При прйлЬзкёнйи усилия отрезки нажимной плунжер б сжимает жидкость в полости 13 до давления, превышающего величину предела прочности риздбляемого материала. C STOfp мймейта начинается совместное /перемещение нажимного 6 и ра бочего 3 плунжеров, осутяествляется отрезка заготовки от прутка. Давление жидкости через канальа 16 в рабочем плунжере 3 дёйсТвуё на Фо цовую поверхность заготовки, создавая напряжения всестороннего сжатия в разделяемом металле, Дл обеспеченйя постоянного усилия резки, а cjiegiSSa-fieriSHO, и осевого подпбра в полость 11 подаетсяжидкостьс дайленйёМ, Величина которого относительно давления, создаваемого нажимным плунжером 6 рбратйЪ Н рОпб ц й6йальita.площадям-Иажимного 6 и рабочего 3 плунжеров. ... Ферез каналы 16 в раб : чШ плу нжере 3 и отверстия 15 в подвйЛндм ноже 4 жидкость под давлением поступа ёЭ- Факжё на рёзкущйе поверхностй йожёй, предотвращая налипание материала заготовки на режущие поверхности подвижного 4 и неподвижйого 2 ножей При совместном перемещении рабоче го 3 и нажимного 6 плунжерой давлени ем жидкости в полости 13 заготовка выталкивается из подвижного ножа 4. ПоЩ1;5Щш1ёнйн заготовки ДаШёййё жидкости в полости 13 Псодае. до атмосферного. Рабочий плунжер 3 перемещается в крайнее верхнее положение, оси ножей совмещаются. Полость 13 заполняется жидкостью, и нажимной плунжер 6 занимает верхнее положение. Пруток вновь подаемся в устройство для отрезки. Вытекание жидкости из полости 13 через центральный .канал в нажимном плунжере 6 предотвращается обратным клапаном (на чертеже не показан). герметизация жидкости в полости осуществляется уплотнениями 10. С целью резки прутов резличного диаметра заменяются нажимной плунжер 6, сменная втулка 5 и ножи 2 и 4. Формула изобретения Устройство дйя отрезки заготовок, содержащее корпус с полостью, заполненной жидкостью и размещенные в нем неподвижный и подвижный ножи с выполненньгми в них соосными отверстиями для заготовки, и рабочий плунжер, о т л.и ч а к| щ е е с я тем, что, с .целью пбвгашения Качества отрезки, оно снабжено нажимнь плунжером, в подвШнОМ йойёГисполнены сквозные отверстия, в рабочем плунжере выполнена полОсть подпора и каналы для гидравличес- кой связи полости подпора с отверстияМи в подвижном ноже, вполости подпора концентрично рабочему плунжеру размещен иажимной плунжер, д полость корпуса гидравлически соединена с источником питания, при этом площадь пОперечйого сечения нажимного плунжера равна площади поперечного сечения отрезаемой заготовки, а отношение Давления источника питания и давления, создаваемого йажимным плунжером, обратно пропорционально отношению площадей поперечного сечения нажимного и рабочего плунжеров. Источники информации, принятые во внимание при экспертизе 1. Экспресс-информация. Серия Технология и оборудование кузнечноштамповочного производства , М., ВИНИТИ, 1970, 19, с. 3-5, фиг. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ИЗ ПРУТКА ДЕТАЛЕЙ С ПОЛОСТЬЮ | 2002 |
|
RU2219011C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА ФАСОННОГО ПРОФИЛЯ | 2009 |
|
RU2396150C1 |
| Ножницы для безотходной резки проката | 1982 |
|
SU1053984A1 |
| СПОСОБ ОТРЕЗКИ ОТ ПРУТКА ЗАГОТОВОК | 1999 |
|
RU2147493C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА ФАСОННОГО ПРОФИЛЯ | 2007 |
|
RU2339489C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1998 |
|
RU2129935C1 |
| Штамп для изготовления заготовок из прутка | 1976 |
|
SU647067A1 |
| Штамп для резки проката | 1989 |
|
SU1791081A1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| РУЧНОЙ ГИДРАВЛИЧЕСКИЙ РЕЗАК | 1997 |
|
RU2121433C1 |