Изобретение относится к обработке металлов давлением, Je частности к резке проката на мерные загбто вки в штампах.
Цель изобретения - повышение надежности. ..
На фиг. 1 изображён штамп для резки проката, исходное положение; на фиг. 2 -то же, в процессе резки. :
Штамп для резки npytKa содержит плиту 1 и закрепленные на ней корпус2 и опору 3. В корпусе 2 размещены неподвижный нож, выполненный в виде режущей полувтулки 4 и зажимной полувтулки 5, и подвижный нож в виде режущей полувтулки б и зажимной полувтулки 7. Режущая полу- втулка 4 неподвижного ножа установлена по направлению силового приложения с возможностью поступательного перемещения до опоры 3 корпуба И подпружинена пружиной сжатия 8. К зажимной полувтулке 7 подвижного ножа прикреплен мМаййзм поперечного зажима прутка, выполненный в виде полого плунжера 9, который установ- лен в заполненном рабочей средой силовом цилиндре 10. В корпусе 2 закреплен кулачок 11 на оси 12 с опорой на зажимную полувтулку 5 неподвижного ножа и режущую полувтулку 6 подвижного ножа. На расстоянии рабочего хода режущей полувтулки 6 по- движного ножа в боковой стенке плунжера 9 выполнены радиальное 13 и диаметральное 14 отверстия. На боковой поверхности силового цилиндра 10 выполнен кольце - вой паз 15, сйосно расположенный с радиальным отверстием 13 полого плунжера 9. Вход в кольцевой паз 15 закрыт упруго-эластичным кольцом 16. Отход зажимной полувтулки от режущей в непоДвиШИЬм и подвижном ножах обеспечен пружинами сжатия. Режущая полувтулка 4 неподвижно- то ножа установлена относительно опоры 3 корпуса с зазором h; равным- ; :
(0.5...0.6)gB -Si V
... . ..-.:.
где da предел прочности материала прутка, кг/мм
Si - площадь сечения прутка, мм2
V - объем рабочей среды в цилиндре,
ММ ;: ...,. ,-:. - :
Ё- объемный модуль упругости рабочей среды, кг/мм2:
S - рабочая площадь плунжера, мм2
Штамп для резки прутка работает следующим образом.
Пруток подается в штампе до упора (на чертеже не показан). При включении пресса ползун давит на кулачок 11, и последний,
поворачиваясь относительно оси 12, приводит в движение зажимную полувтулку 5 неподвижного ножа и режущую полувтулку 6 подвижного ножа. Под действием силового нагружения через кулачок 11 зажимные полувтулки 5 и 7 неподвижного и подвижного ножей смыкайэтся с режущими полувтулками 5 и 6 и двигаются совместно с прутком. Движение продолжается до соприкосновения режущей полувтулки 4 неподвижного ножа с опорой 3. Плунжер 9, перемещаясь в ciiftOBOM цилиндре 10, сжимает рабочую среду и обеспечивает обжатие прутка с усилием благодаря наличию зазора между режущей полувтулкой 4 неподвижного ножа и опорой 3, равного
(0.5...0.6)рв Si V
10 15 0 5 . 0 5 0
5
0
55
О
Движущаяся режущая полувтулка б подвижного ножа после соприкосновения режущей полувтулки 4 неподвижного ножа с опорой 3 осуществляет резку прутка. Диаметральное отверстие 14 на боковой поверхности плунжера 8 совмещается с кольцевым пазом 15 на боковой поверхности силового цилиндра 10. Рабочая среда перетекает в кольцевой паз 15, деформируя упруго-эластичное кольцо 16. Давление рабочей среды в силовом цилиндре 10 падает. Процесс резки прутка заканчивается. Ползун пресса возвращается в исходное положение. Под действием остаточного давления полый плунжер 9 рабочей средой выдвигается из силового цилиндра 10. Пружиной сжатия 8 устанавливается режущая полувтулка 4 неподвижного ножа относительно опоры Зс зазором h. Прижимные 5 и 7 и режущие 4 и 6 полувтулки неподвижного и подвижного ножей разводятся пружинами сжатия. Радиальное отверстие 13 по боковой поверхности полого плунжера 9 сопрягается с кольцевым пазом 15 на боковой поверхности силового цилиндра 10. Рабочая среда.выталкивается упругоэластичным кольцом 16 из кольцевого паза 15 в полость полого плунжера 9. Пруток подается до упора, ползун пресса давит на кулачок 11. Цикл повторяется.
Формула изобретения .Штамп для резки проката, содержащий корпус, установленные в нем неподвижный и подв.ижный ножи, выполненные в виде режущей и зажимной полувтулок, механизм перемещения подвижного ножа и связанный s зажимной полувтулкой подвижного ножа механизм поперечного зажима прутка, отличающийся тем, что, с целью
повышения надежности, механизм поперечного зажима прутка выполнен в виде установленного в корпусе силового цилиндра с полым плунжером, закрепленным на прижимной полувтулке подвижного ножа и выполненным с диаметрально расположенным сквозным отверстием и расположенным параллельно ему со стороны свободного торца плунжера радиальным отверстием, и упругого эластичного кольца, при этом на внутренней боковой поверхности силового цилиндра выполнен соосно с радиальным отверстием кольцевой паз, в котором расположено упомянутое упругоэ- ластичное кольцо, а режущая полувтулка не- подвижного ножа установлена с возможностью возвратно-поступательного перемещения в направлении к корпусу, подпружинена в направлении его зажимной полувтулки и расположена с зазором п относительно корпуса, равным
НО.5-0,6)
OB -SiV
где ов - предел прочности прутка/кг/мм2;
51 - площадь поперечного сечений прутка, мм ,
52 - рабочая площадь плунжера, мм; V объем рабочей среды в цилиндре,
мм3;
Е-объемный модуль упругости рабочей среды, кг/мм2. ......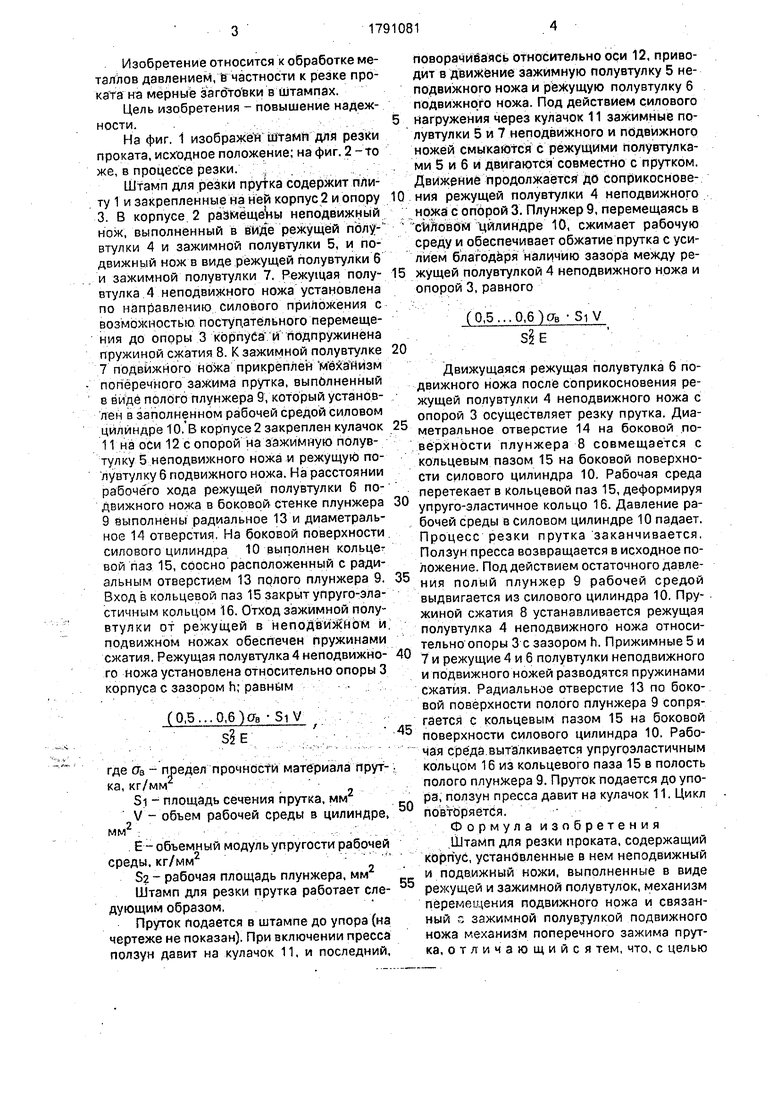
| название | год | авторы | номер документа |
|---|---|---|---|
| РУЧНОЙ ГИДРАВЛИЧЕСКИЙ РЕЗАК | 1997 |
|
RU2121433C1 |
| Штамп для резки проката | 1982 |
|
SU1085705A1 |
| ШТАМП ДЛЯ ОТРЕЗКИ ЗАГОТОВКИ | 1992 |
|
RU2109602C1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2732462C1 |
| Штамп для резки проката | 1983 |
|
SU1092014A1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2607853C2 |
| Штамп для резки проката | 1986 |
|
SU1371803A1 |
| Станок для резки труб | 1989 |
|
SU1787075A3 |
| Ножницы для резки проката | 1988 |
|
SU1668061A1 |
| Штамп для резки проката на заготовки | 1983 |
|
SU1074668A1 |
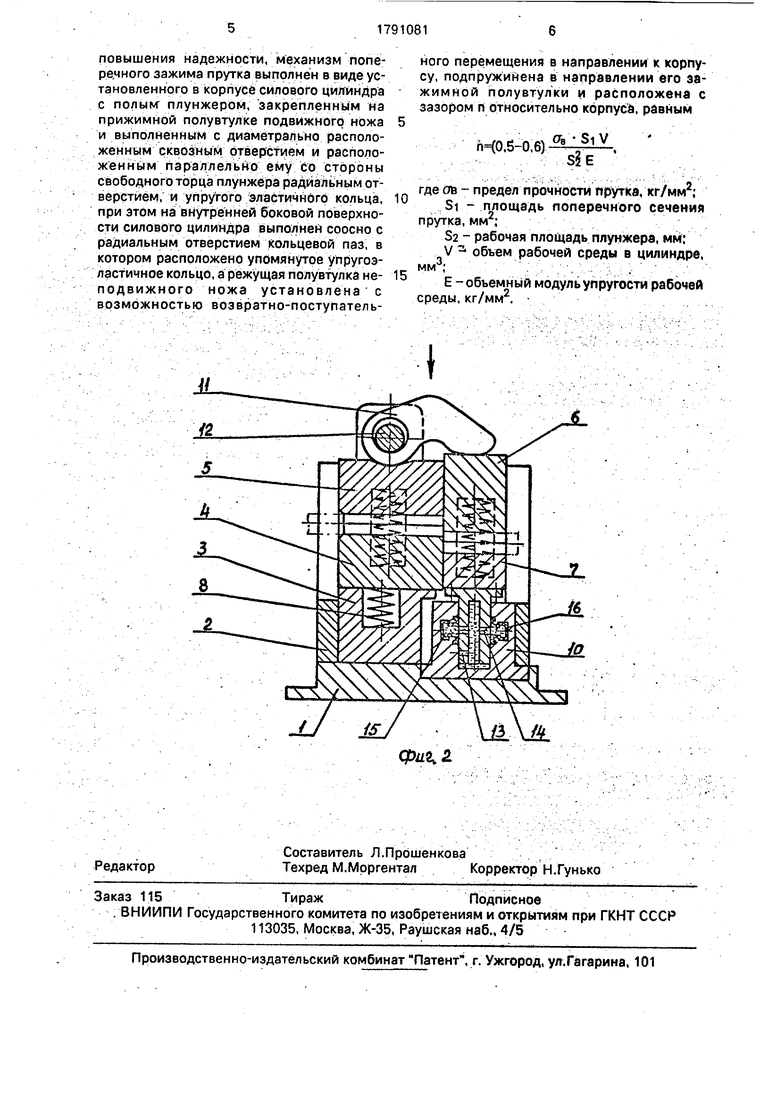
Использование: обработки металлов давлением, в частности, к резке проката на мерные заготовки в штампах; Сущность изобретения: механизм поперечного зажима прутка, выполненный в виде полого плунжера 9, который установлен в заполненном рабочей средой силовом цилиндре 10. На расстоянии рабочего хода режущей полувтулки 6 подвижного ножа в боковой стенке плунжера 9 выполнены радиальное 13 и диаметральное 14 отверстия. На боковой поверхности силового цилиндра 10 выполнен кольцевой паз 15, соосно расположенный с радиальным отверстием 13 полого плунжера 9. Вход в кольцевой паз 15 закрыт упру- гоэластичным кольцом 16. 2 ил.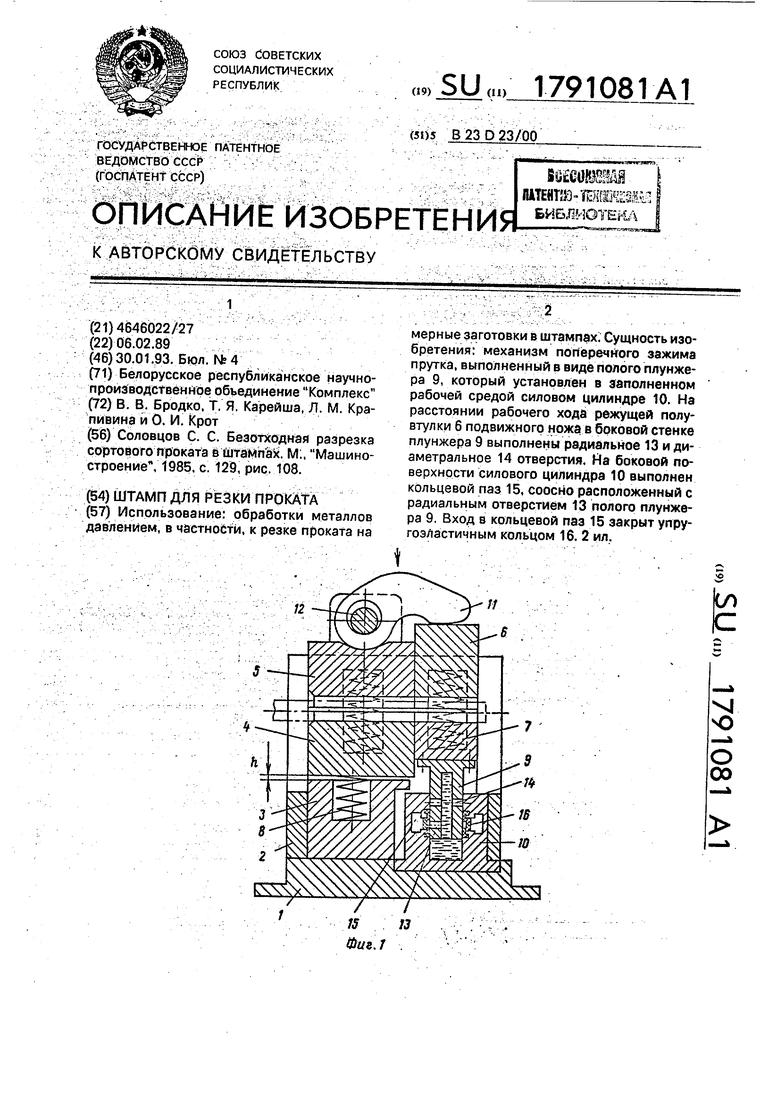
JJ Ж/ .
| Соловцов С | |||
| С | |||
| Безотходная разрезка сортового проката е Штампах | |||
| М:, Машиностроение, 1985 | |||
| с | |||
| Способ применения резонанс конденсатора, подключенного известным уже образом параллельно к обмотке трансформатора, дающего напряжение на анод генераторных ламп | 1922 |
|
SU129A1 |
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
