(54у УСТРОЙСТВО ДЛЯ БЕЗОБЖИГОВОГО УПРОЧНЕНИЯ
- . : ОКАТЫШЕЙ .;..-;
.-. 1 ., . : ;;:
Изобретение относится к окускойа нию сырья в черной и ц-йетной Металлургии-. - , , . . - ; . ,
Известны автоклавы, применяемые 5 для упрочнения бетонных изделийпуТёМ . пропаривания в закрытом объеме под давлением р.
недостатком автоклавов является периодичность их действия. . fO
Наиболее близким к изобретению является устройство для безобжигового упрочнения окатышей содержащее .тушильную камеру с установленным в ней приводным конвейером и-нагрева- g тельным элементом, расположеннымна своде камеры. Камера разделена пе- :регородками на зоны пропарки и сушкй.; Нагревательные элементы в количестве . 70-100% установлены вначале каждой 2Q зоны на участке, равном 10-50% их ; длины 2j .
Недостаток этого устройства состо- . ит в том, что вследствие размыва . верхнего слоя окатйшей паром, посту- 25 пающим из установленных на своде камеры нагревательных элементов в зо- не пропарки, и неравномерного расположения нагревательных элементов в .зоне сушки слой окатышей по всему JQ
сечению обрабатывается неравномерно, то снижает прочность готового про. дукта. :- - - .
Цель изобретения - повышение прочности окатьмёй. - .
Цель достигается тем, что нагревательные элементы в зоне пропарки расположены на боковых стенках камерыг выше и ниже бортов конвейера, а в зоне сушки расположены равномерно. по длине свода.
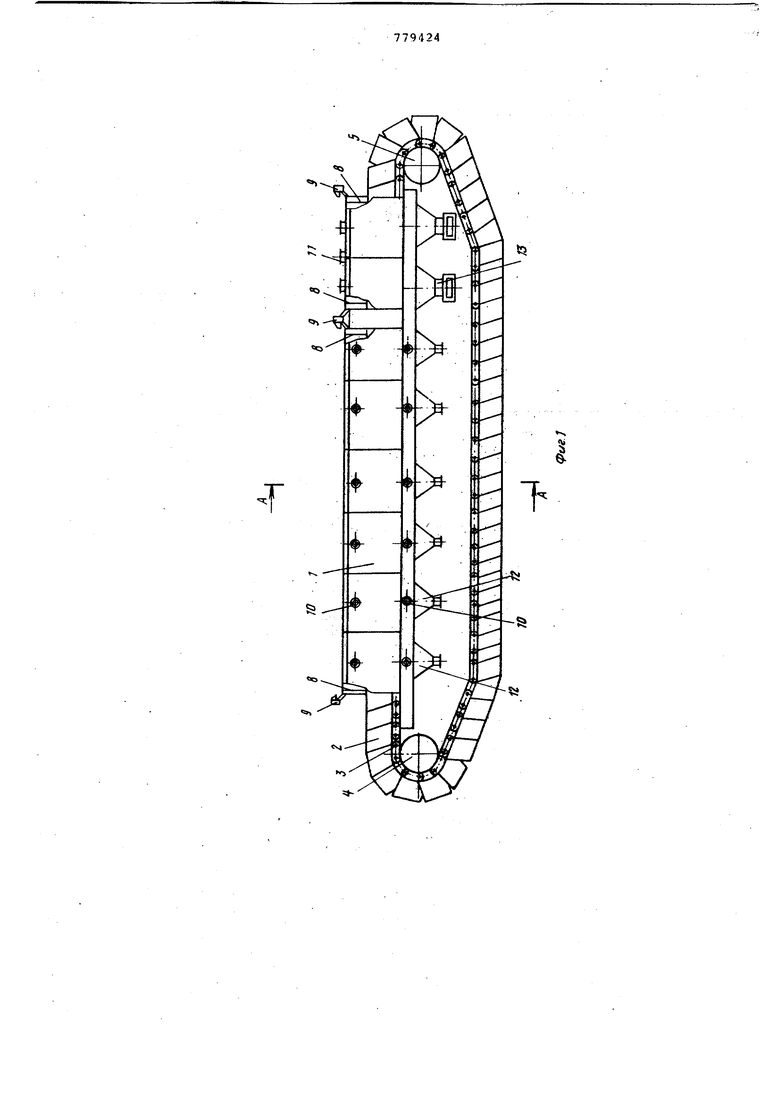
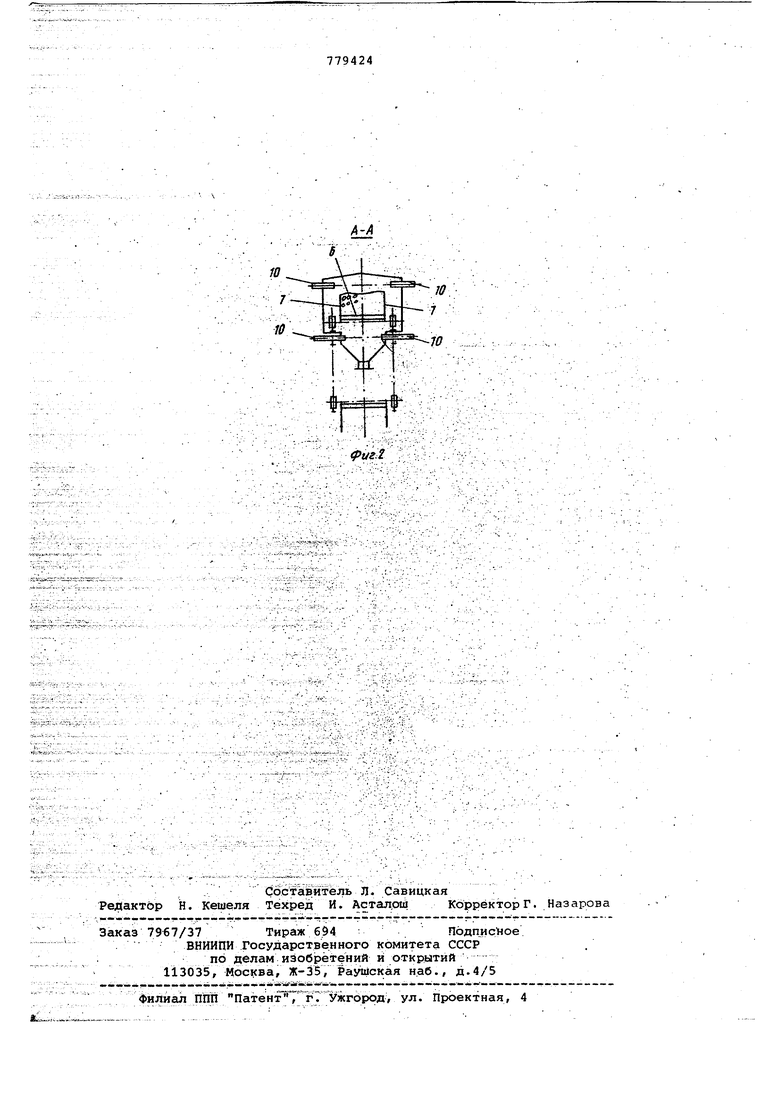
. На Фиг. 1 изображено устройство; на фиг. 2 - сечение А-А на фиг. 1.
Устройство сострит из туннельной камеры 1, вдоль продольной оси которой установлен конвейер 2, приводимый в движение с помсяцыо цепи 3, эедомых 4, ведущих 5 звездочек и привода (не показан). Полотна 6 конвейера набрано из колосников и имеет перфорированные .борта 7i На торцах и внутри камеры 1 установлены пеР-егородки 8, разделяющие камеру на зоны.пропарки и сушки. Там же установлены, короба воздушнь х завес ,9, В зоне пропарки на боковых стенках к.амеры 1 вьйие и ниже бортов 7 установлены нагревательные элементы 10 для подвода пара. В зоне сушки рав- .
Н(5Шрй0 Т1о ёе длине установлены нагревательные элементы 11 для подвоа сушильного агента. Под верхней етвью конвейера 2 в зоне пропарки расположены бункера 12 для стока конденсата, а в зоне сушки - вакуумкамеры 13 для прососа горячего суильного агента. Длина зоны сушки определяется в зависимости от температуры сушильного агента и необходимого Для процесса сушки времени и составляет от 2 до 50% от общей длины камеры.
Устройство работает следующим .
Сырые окатьайи загружают на полотно б конвейера 2. Цепь 3 с помощью привода движет полотно 6 с уложенными между его бортами 7 окатышами.
Для пропарки flap подается через нагревательные элементы 10, проходит через полотно 6 (между колосниками) и перфорированные борта 7.
Скорость конвейера выбйрЁётёя такой, чтобы обеспечить время пребывания окатышей в зоне пропарки 2-6 ч. 9T6 o6lieife HT постоянную прочность пропа.ренных окатышей.
Прогрев и послёдутйэдеё пбдйержжние в зоне пропарки температуры окатышей в пределах 70-100°С сопровоадаётСя частичным испарением влаги. Это снижает переувлажнение окатышей при прогреве. При температуре до 100 С влажность в зоне будет близкой к 100% что создаёт благоприятные Тсловйя для гидратации цементной связки и быстрого упрочнения. s -, Во время работы в короб 9 подается воздух, служащий для изоляции
зон от внешней среды и друг от лруга. Окатыши, упрочненные в зоне проПарки до определенного предела, поступают в зону сушки, где дальнейшее повышение прочности происходит за счет обработки сушильным агентом, подаваемым нагревательными элементами, 11 и просасываемым сквозь слой с помощью вакуум-камер 13.
Устройство позволяет повысить прочность окатышей благодаря тому, чТо слабые по прочности окатыши в зоне пропарки будут снизу и с боковых сторон обрабатываться паром равномерно по всему сечению слоя, а в зоне сушки будут сушиться и упрочняться равномерно по ее длине.
Формула изобретения
Устройство для безобжигового упрочнения окатьшией, содержащее туннельную камеру, разделенную перегородками иа зоны пропарки и сушки, установленный в камере приводной конвейер и нагревательные элементы, отличающееся тем, что, с целью повышения прочности окатышей, нагревательные элементы в зоне Пропарки расположены на соковых стенках камеры выше и ниже бортов конвейера, а в зоне сушки расположены равномерно по длине свода.
Источники информации, принятые во внимание при экспертизе
1.Сп. Строительные машины. 1977, т. 2, с. 238.
2.Авторское свидетельство СССР №539974, кл. С 22 В 1/24, 1976.
Т
IS
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для безобжигового упрочнения окатышей | 1974 |
|
SU539974A1 |
| Способ пропарки железорудных окатышей | 1978 |
|
SU689331A1 |
| Способ производства безобжиговых окатышей | 1981 |
|
SU1022499A1 |
| Способ пропарки железорудных окатышей | 1978 |
|
SU708714A1 |
| КОНВЕЙЕРНАЯ МНОГОЗОННАЯ СУШИЛКА ДЛЯ СУШКИ СЫПУЧИХ И ПЛОХОСЫПУЧИХ МАТЕРИАЛОВ | 2000 |
|
RU2176059C2 |
| Пневмосушилка | 1989 |
|
SU1744390A1 |
| Способ производства безобжиговых окатышей | 1976 |
|
SU730844A1 |
| КОНВЕЙЕРНАЯ СУШИЛКА СЫПУЧИХ МАТЕРИАЛОВ | 2009 |
|
RU2403515C1 |
| Туннельная многоярусная печь | 1976 |
|
SU657225A1 |
| Круглая рекуперативная машина для обжига железорудных материалов | 1970 |
|
SU298212A1 |