Изобретение относится к технологической оснастке для холодной листо вой штамповки, в частности к штампам последовательного действия для выруб ки и пробивки. По основному авт. св. 570432 из вестен штамп последовательного действия , содержащий пуансоны и по мень шей мере один шаговый упор и один ша говый нож, выполненный хотя бы с одним выступом с режу14ими кромкалт,одна из которых - продолжение режущей кромки шагового ножа. Выступ шагового ножа размещён со стороны материала, а его режущая кромка,явля ющаяся продолжением режущей кромки шагового ножа, параллельна направлению подачи материала. Такое выполнение и расположение шагового ножа в штампе предотвращает образование заусенцев на боковых кромках штампуемых деталей с боковыми кромками,параллельными направлению подачи материала Of) . Однако недостатком штампа является сложность изготовления и подгонки шагового ножа и взаимодействующего с.ним рабочего отверстия матрицы, отверстий в пуансонодержателе и съемнике, из-за выполнения шагового ножа со сложным профилем. Цель изобретения - упрощение изготовления штампа. 7 Эта цель достигается тем, что выступ шагового ножа имеет форму прямоугольного треугольника, режущая кромка выступа, являющаяся продолжением кромки шагового ножа, расположена на одном из катетов треугольника, угол между этим катетом и гипотенузой скруглен дугой, радиус которой равен технологическому радиусу закругления ножа, длина катета определяется зависимостью а С ctgot, гдес - ширина кромки полосы, отрезаемая „ Р шаговым ножом; 06arccos .р величина острого С-() yjvia поперечного сечения шагового ножа; технологический радиус закругления шагового ножа со стороны подачи вырубаемого материала
u R - изменение технологического радиуса,обусловленное его износом в процессе работы (0,1-0,33)Z;
(0,1-0,33)Z - допустимое увеличение зазора в процессе работы;
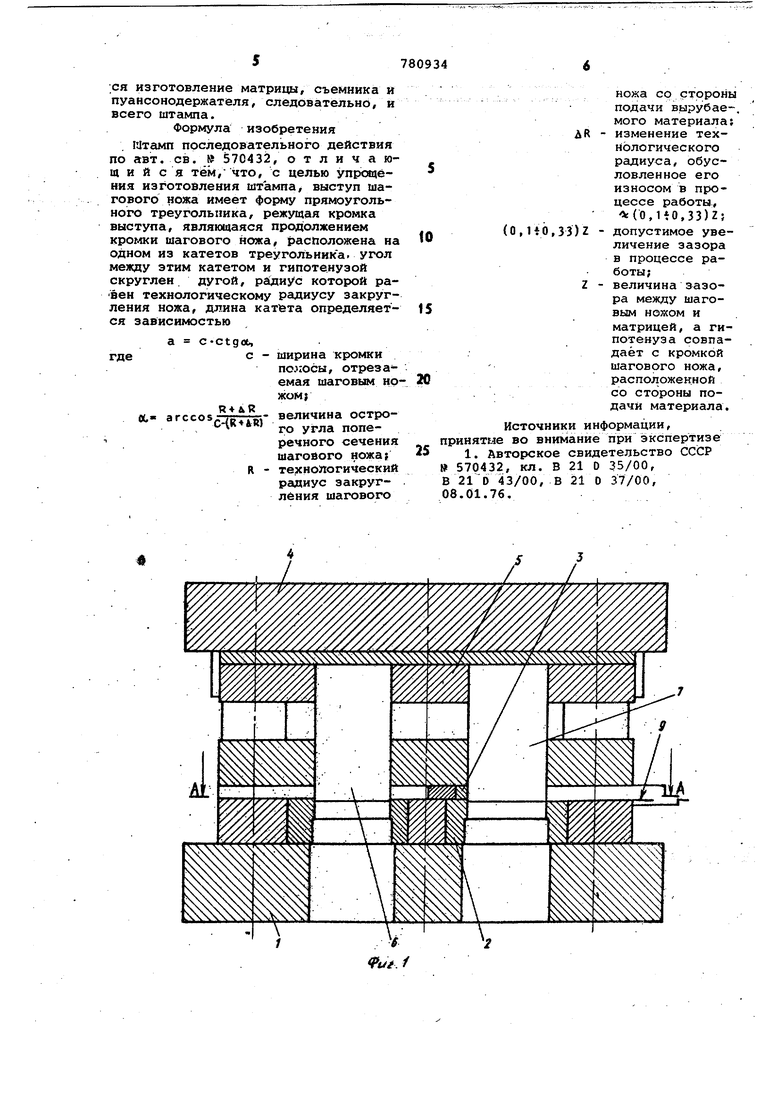
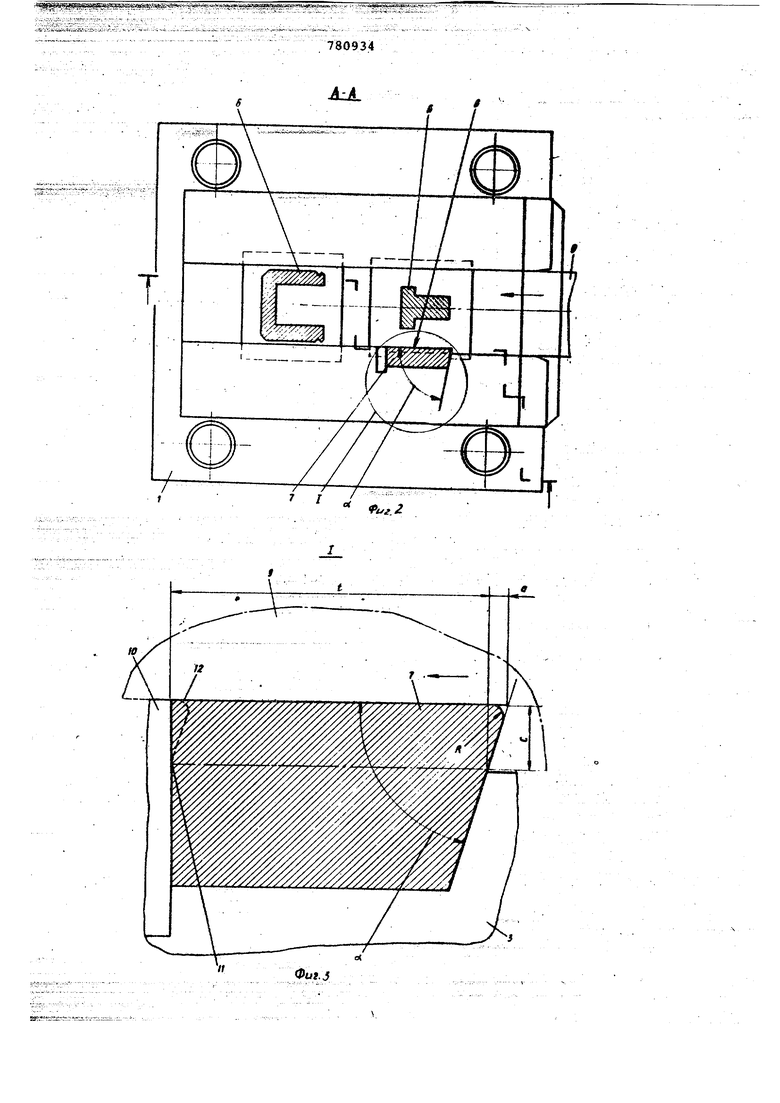
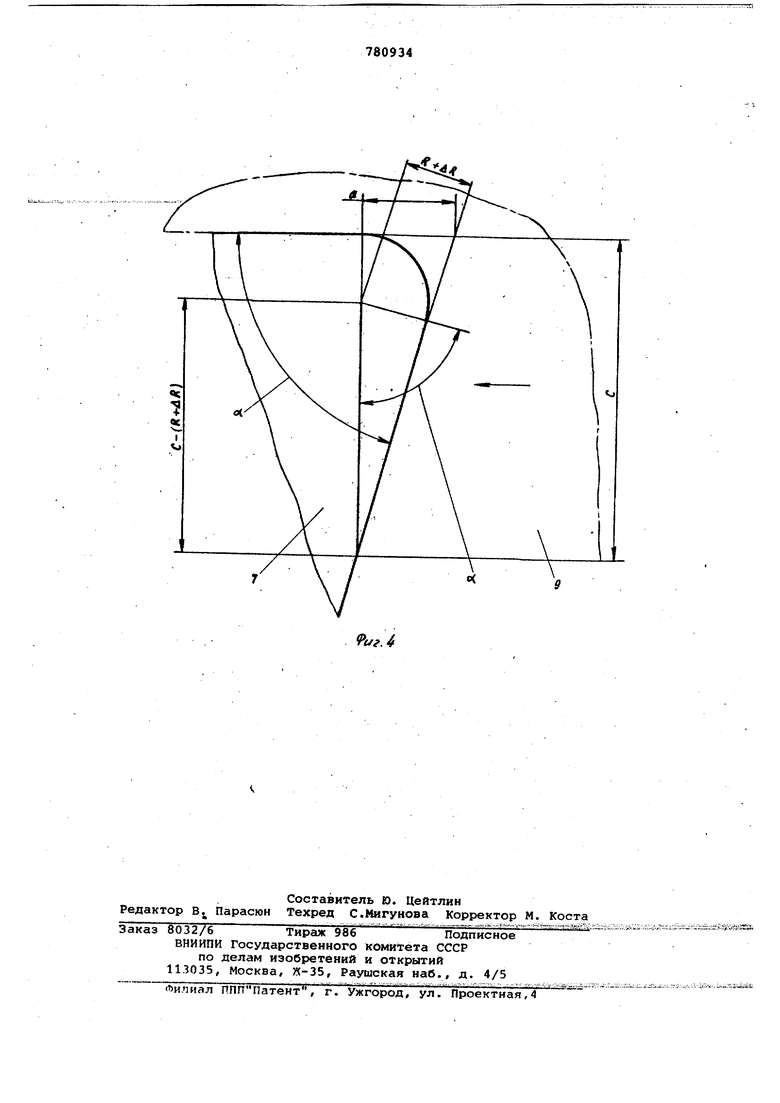
Z - величина зазора между шаговым ножом и матрицей,а гипотенуза совпадает с кромкой шагового ножа, расположенной со стороны подачи материала, На фиг. 1 изображен вырубной штамп, бщий вид на фиг. 2 - разрез А-А на иг. 1; на фиг. 3 - шаговый нож выубного штампа и схема его работы, есто 1 на фиг. 2; на фиг. 4 - полуение зависимости величины острого гла шагового .
Штамп содержит нижнюю неподвижную литу 1, на которой расположены матицы 2 и направляющие полосу вырубамого материала планки 3, и верхнюю одвижную плиту 4, несущую jiyaHCOHOержатель 5 с закрепленными в нем пуансоном б и шаговым ножом 7.Шаговый нож 7 закреплен таким образом, что его режущая часть 8(фиг.2)расположена параллельно направлению подачи вырубаемого материала 9 в штамп. При этом поперечное сечение шагового ножа выполнено в виде прямоугольной трапеции, большее основание которой расположено со стороны вырубаемого материала и служит в качестве режущей части шагового ножа. Большее основание трапеции, т.е.. рйжущая часть шагового нохса (фиг.3) .выполнена больше шага подачи t вырубаемого материала в штамп на величину а. Такое конструктивное решение предназначено для срезания заусенцев на кромки вырубаемой полосы, которые образуются на ней из-за износа угла шагового ножа со стороны подачи листового материала и в дальнейшем препятствуют проталкиванию полосы в штамп. Величина острого угла шагового ножа(фиг.4)выбирается в зависимости от ширины отрезаемой ножбм кромки на вырубаемом материале и от величины острого угла у режущей части ножа: - а-с- ctgcc,.
Угол с6 в свою очередь выбирают в зависимости от величины технологического. раДйуса R притупления шагового ножа со стороны подачи вырубаемого материала и от величины изменения этбго радиуса АR в процессе работы
- - штй
Радиус.притупления предназначен для повышения стойкости пЬд1йё1 г1ющег6ся износу участка mafbiBoro ножа,его выбирают в зависимости от механических свойств вырубаемого материала и его толщины, однако не более половины ширины отрезаемой кромки, в противном случае оба основания трапеции накладываются друг на друга. Ширина отрезаемой кромки с также зависит от толщины вырубаемого материала и выбирается по справочнику. Изменение дН - это величина износа радиуса угла шагового ножа со стороны подачи вырубаемого материала,она равна допускаемой величине изменения зазора Z между матрицей и ножом
Д R ь (О , 1 - О , 3 3 ).Z .
Анализ зависимости угла показывает , что им охвачены все возмо ;;ные варианты шагового ножа с поперечным сечением в виде прямоугольной трапеции.
Штамп работает следующим образом (фиг.З-) .
После подачи вырубаемого материала 9 по направляющим планкам 3 до
упора 10, шаговый нож 7 отрезает определенную часть вырубаемого материала. А вследствие того, что шаговый нож вьаполнен в виде прямоугольной трапеции с острым углом ао, располо йенным со стороны подачи вырубаемого материала, на материале образуется срез, имеющий форму шагового ножа. При повторной вырубке вырубаемьтй материал 9 упирается в упор уже своим
выступом 11, место возмохсного появления Заусениц 12 на отрезаемой кромке вырубаемого материала располагается в зоне, которая полностью перекрывается шаговым ножом. Таким обра3ом,независимо от того, будет ли шаговый нож иметь технологический радиус притупления угла со стороны подачи вырубаемого материала или нет , независимо от его величины, место возможного появления заусенца на
кромке будет всегда находиться под режущей кромкой, шагового ножа, и, следовательно, никаких заусенцев на кромке образовываться не будет. Полоса вырубаемого материала свободно
проталкивается между направляющими штампа, без специальных углублений на вырубаемом материале, которые вы зывали увеличение отходов вырубаемых материалов.
Предлагаемый штамп благодаря тому, что он осн:уцен шаговым ножом, в котором режущая часть выполнена несколько большей шага подачи вырубаемого материала, позволяет исключить
появление заусенцев на обрезаемой кромке без специальных углублений, которые приводили раньше к увеличению отходов вырубаемого материала. Например, на Гомельском предприятии УПП Белое при вырубке пластин магнитопроводов бесшумных дросселей применение данного штампа позволило сэкономить около 2% или же 15 т электротехнической стали. Кроме того, вследствие применения более простой
конструкции шагового ножа упрощается изготовление матрицы, съемника и пуансонодержателя, следовательно, и всего штампа. Формула изобретения Штамп последовательного действия по авт. св. В 570432, отличающ и и с я тем, что, с целью упрощения изготовления штампа, выступ шагового ножа имеет форму прямоугольного треугольника, режущая кромка выступа, являющаяся продолжением кромки шагового ножа, расположена на одном из катетов треугольника. угол между этим катетом и гипотенузой скруглен дугой, ра1диус которой раВен технологическому радиусу закругления ножа, длина катбта определяется зависимостью c-ctgob, с ширина кромки полосы, отреза емая шаговым но жом; величина остроСС« arccos; го угла поперечного сечения шагового ножа; технологический ргьдиус закругления шагового ножа со стороны подачи вырубае-. мого материала; изменение технологическогорадиуса, обусловленное его износом в процессе работы, .ИО,33)2; допустимое увеличение зазора в процессе работы;величина зазора между шаговым ножом и матрицей, а гипотенуза совпадает с кромкой шагового ножа, расположенной со стороны подачи материала. рмации, ри экспертизе ельство СССР 35/00, 37/00, 
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1979 |
|
SU837489A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЗАГОТОВОК КРУГЛОГО СЕЧЕНИЯ | 2005 |
|
RU2283732C1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ТРАПЕЦИЕВИДНЫХ ЗАГОТОВОК ИЗ РУЛОНА, ЛЕНТЫ ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2013 |
|
RU2572008C2 |
| СПОСОБ МАЛООТХОДНОЙ ДВУХРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ (ВАРИАНТЫ) | 2012 |
|
RU2523641C2 |
| Штамп для чистовой вырубки деталей из листового материала | 1977 |
|
SU725749A1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1998 |
|
RU2136471C1 |
| Штамп последовательного действия | 1983 |
|
SU1134263A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ С ОБЖИМКОЙ | 2008 |
|
RU2409444C2 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2014 |
|
RU2584833C2 |
| Штамп-автомат для многорядной последовательной вырубки правильных шестиугольных пластин из листового металла | 1980 |
|
SU984573A1 |
4
780934
Ajt
7 /
EK. -itr:: -- .:-,-т:1:г
