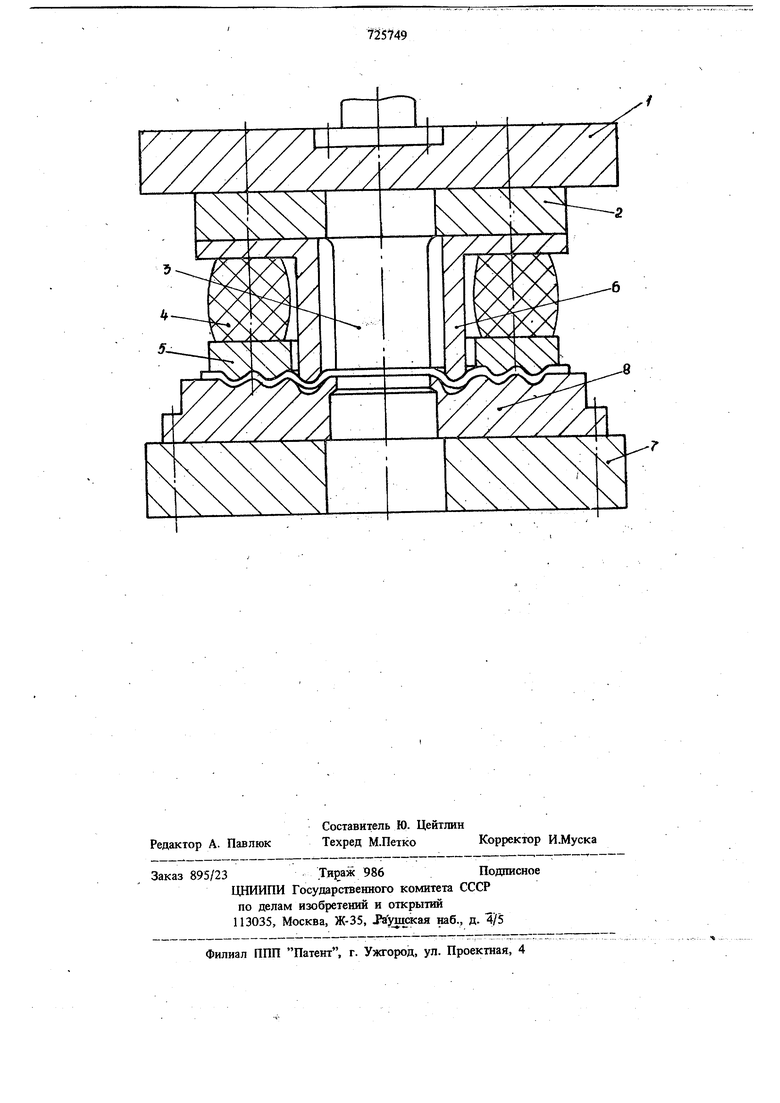
, Изобрзтение относится к оснастке для об: работки металлов давлением, в частности для вырубки деталей из тонколистовых металлов, и может быть использовано для получения плоских деталей с чистовой поверхностью в различных отраслях машино- и приборостроения. Известен штамп для чистовой вырубки деталей из листового материала, содержащий установленные с возможностью относительного перемещения пуансон и охватывающий его при жим, на котором выполнен выступ, эквидистантньш рабочему контуру пуансона и расположенный со стороны торца, обращенного к матрице. На зеркале матрицы известного щтам па вьшопнена кольцевая выемка, соответствующая по форме и расположению выступа на прижиме 1 . Недостатком известного штампа является то, что для получения чистовой поверхности среза получаемой детали зазор между пуансоном и матрицей должен быть очень мал (0,005 мм на сторону), в связи с чем наладк огтампа является весьма трудоемкой операцией, а стойкость пуансонов очень мала. Кроме того, при вырубке на известном штампе повышается чистота поверхности среза, но не исключается образование заусенца, а после притупления режущей кромки пуансона образование заусенца становится неизбежным. Цель изобретения - устранение этих недостатков. Указанная цель достигается тем, что штамп снабжен кольцом, жестко связанным с пуансоном, эквидистантным рабочему ,контуру пуансона, выступающим за рабочий торюц последнего в направлении матрицы, и расположенным между рабочим контуром пуансона и прижимом, а также тем, что на зеркале матрицы выполнена дополнительная кольцевая выемка, соответствующая выступающей части кольца. На чертеже изображен описываемый штамп. На верхней 1 закреплены пуансонодержатель 2, пуансон 3, буфер 4, прижим 5 и кольцо 6. На нижней плите 7 установлена марица 8. В начале рабочего хода верхней части штампа прижим 5 под действием буфера 4 давит на заготовку и защемляет ее между своими выйупами и канавками матрицы. При дальнейшем опускании выступающая за торец пуанШна часть кольца натягивает материал заготов сй7создаваяг в нем растягивающие напряжения, перпендикулярные контуру среза. При дальнейщем ход пуансон вырубает деталь И проталкивает ее в матрицу. При вырубке на описываемом штампе износ режугцих кромок пуансона уменьшается. Даже при очень сильном притуплении режущих кромок (R лг S, где S - толщина обрабаты ваем6го материала) и большом зазоре (Z 50-60% S) вырубленные детали не имеют заусенцев. Возможность увеличения зазора в 10-15 раз по сравнению с обычной вырубкой и снижение влияния неравномерности зазора на качество среза позволяет упростить изготовление, подгонку и сборку иАструMeHtai расширить технологические возможности получения плоских деталей, упростить изготовлен инструмента и повысить его долговечность.- Предложенный штамп опробован в ла боратории кафедры ) машин к технологии обработки металлов давлением Белорусского политехнического института. Опробованньш пяамп и 4 обрабатываемый материал имеют следующие параметры, мм: Диаметр вырубаемого образца10 Наружный диаметр прижима (3 кольцевых выступа прижима) 76 Внутренний диаметр прижима44 Средний диаметр кольца32 Радиус закругления рабочего торца кольца5 Глубина канавки на матрице Для входа выступающей части кольца4 Расстояние от рабочего торца кольца до торца пуансона2 Диаметр заготовки75 При испытаниях используют гидравлическую испытательную машину ЦДМПу-10 усилием 30 т.е., микроскоп ПМТ-3 с фотоприставкой для изучения профиля среза и изменения высоты заусенцев. . Вырубку образцов производят пуансоном с искусственно притупленными режущими кромками. Для сравнения проводят вырубку без растяжения материала. При вырубке притупленным пуансоном с растяжением материала заготовки на вырубленных образцах заусенец не образовывался в отличие от обычной вырубки. . Данные испытаний приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ С ОБЖИМКОЙ | 2008 |
|
RU2409444C2 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294809C1 |
| Штамп для чистовой вырубки | 1978 |
|
SU831271A1 |
| Способ совмещенной штамповки двух взаимовписывающихся деталей | 1985 |
|
SU1268249A1 |
| УСТРОЙСТВО ДЛЯ РЕВЕРСИВНОЙ ВЫРУБКИ ШАЙБЫ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2399451C2 |
| Штамп для вырубки и зачистки | 1979 |
|
SU902922A1 |
| СПОСОБ И ШТАМП ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2108228C1 |
| Штамп совмещенного действия для чистовой вырубки деталей и пробивки в них отверстий | 1985 |
|
SU1311606A3 |
| Способ вырезки деталей из листовых заготовок и штамп для его осуществления | 1986 |
|
SU1470394A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
Формула изобретения Штамп для чистовой вырубки деталей из листового материала, соедржащий установленные с возможностью относительного пёремещёИйЙ пуансон и охватывающий его прижим, вьтолненные с одним по меньшей мере выступом, эквидистантным рабочему контуру пуансойа, расположенным со стороны торца, обращетюго к матрице, а Матрица вьшолнена с одной по меньшей мере кольцевой выемкой соответствующей выступу на прижиме и расположенной на ее зеркале, отличающийся тем, что, с целью упрощения изготовления штампа путем обеспечения возможности увезшчения зазора между пуансоном и матрицей с сохранением чистовой поверхности
среза получаемой детали, исключения образования заусениц, а также исключения влияния износа режущей кромки пуансона на качества поверхности штампуемых деталей, штамп снабжен кольцом, жёстко связашп 1м с пуансоном, эквидистантным рабочему контуру пуансона, выСтзпающим за рабочий торец последнего в направлений матрицы, и расположенным между рабочим кбнтурВМ пуансона и; прижимам, и на матрице выполнена дополнительная кольцевая выемйа, соответствующая выступающей части кольца.
Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № 1160395, кл. В 21 D 28/16 7с28/16, 1964,
