А. Штамп по п. 1, отличаю.щ и и с я тем, что прелварительньй упор жестко связан с выталкивателем, высота выступания предварительного упора над зеркалом матрицы, для поперечной резки выполнена меньше расстояния между рабочими торцами пуансонов для продольного рззделения и 3 поперечной резки и гибки, а на рабочем торце пуансона для поперечной резки и гибки над предварительным упором выполнен паз размерами в плане и в направлении, параллельном оси- давления штампа, большими размеров выступающей части предварительного упора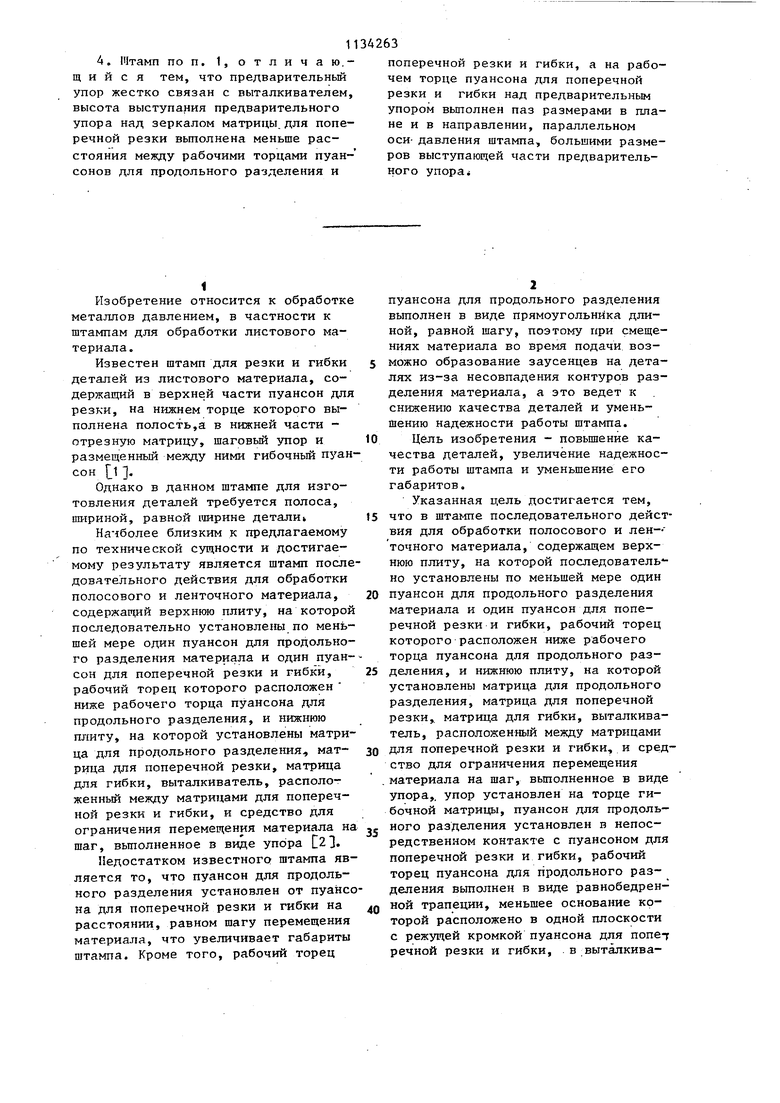
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СЕДЛОВИДНОЙ ШАЙБЫ И КОМБИНИРОВАННЫЙ ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119400C1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| Штамп для отрезки и гибки | 1983 |
|
SU1133003A1 |
| Штамп для гибки | 1985 |
|
SU1299658A1 |
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
| Последовательный штамп для изготовления деталей с отогнутыми элементами | 1986 |
|
SU1344466A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Комбинированный штамп для изготовления деталей с углом, меньшим 90 @ | 1988 |
|
SU1551449A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
1.ШТАМП ПОСЛЕЛОВАТЕЛЬНОГО ДЕЙСТВИЯ для обработки полосового и лентонного материала, содержащий верхнюю плиту, на которой последовательно установлены по меньшей мере один, пуансон для продольного разделения материала и один пуансон для поперечной резки и гибки, рабочий торец которого расположен ниже рабочего торца пуансона для продольного разделения, и нижнюю плиту, на которой установлены матрица для продольного разделения, матрица для поперечной резки, матрица для гибки, .выталкиватель, расположенный между матрицами для поперечной резки и гибки, и средство для ограничения перемещения материала на шаг, выполненное в виде упора, отличающ и и с я тем, что, с целью повышения качества деталей, увеличения надежности работы штампа и уменьше-г ния его габаритов упор установлен на торце гибочной матрицы, пуансон для продольного разделения установлен в непосредственном контакте с пуансоном для поперечной резки и гибки, рабочий торец пуансона для продольного разделения выполнен в виде равнобедренной трапеции, меньшее основание которой расположено в одной плоскости с режущей кромкой пуансона для поперечной резки и гибки, в выталкиватеце выполнено по меньшей мере одно отверстие, ось которого параллельна оси .давления штампа, .штамп снабжен предварительным упором, выступающим над зеркалом матрицы для поперечной резки, подпружиненным к нижней плите, расположенным в отверстии вы.тлпкивателя на оси симметрии трапеции и выполненным размером в (А направлении, перпендикулярном этой оси, меньшим длины меньшего основаС ния траектории, а расстояние от предг: варительного упора до большего осно-. вания трапеции в направлении, параллельном ее оси симметрии, больше расстояния от меньшего основания со трапеции до шагового упора, но мень4 ts9 ше длины пуансона для продольного раздел1ения. 2. по п, 1, о т ли ч а ю Од щ и и с я тем, что упор выполнен в Од виде пластины оснащенной по меньшей мере одним выступом, обращенным к матрице для поперечной резки, расположенным на оси симметргш трапеции и имеющим размер в направлении, перпендикулярном этой оси, не больше длины меньшего, основания трапеции. 3.Штамп по п. 2, отличающийся тем, что выступ упора выполнен в виде стержня, установленного на торце гибочной матрицы параллельно оси давления штампа.
1
Изобретение относится к обработке металлов давлением, в частности к штампам для обработки листового материала.
Известен штамп для резки и гибки деталей из листового материала, содержащий в верхней части пуансон для резки, на нижнем торце которого выполнена полость,а в нижней части отрезную матрицу, шаговьй зттор и размещенньш между ними гибочный пуансон .
Однако в данном штампе для изготовления деталей требуется полоса, пшриной, равной 1чирине детали
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является штамп последовательного действия для обработки полосового и ленточного материала, содержащий верхнюю плиту, на которой последовательно установлены по меньшей мере один пуансон для продольного разделения материала и один пуансон для поперечной резки и гибки, рабочий торец которого расположен ниже рабочего торца пуансона для продольного разделения, и нижнюю плиту, на которой установлены матрица для Продольного разделения, матрица для поперечной резки, матрица для гибки, выталкиватель, расположенный между матрицами для поперечной резки и гибки, и средство для ограничения перемещения материала на шаг, вьтолненное в виде упора .
Недостатком известного штампа является то, что пуансон для продольного разделения установлен от пуансона для поперечной резки и гибки на расстоянии, равном шагу перемещения материала, что увеличивает габариты штампа. Кроме того, рабочий торец
пуансона для продольного разделения выполнен в виде прямоугольника длиной, равной шагу, поэтому при смещениях материала во время подачи возможно образование заусенцев на деталях из-за несовпадения контуров разделения материала, а это ведет к снижению качества деталей и уменьшению надежности работы штампа.
0 Цель изобретения - повьш1ение качества деталей, увеличение надежности работы штампа и уменьшение его габаритов.
Указанная цель достигается тем,
S что в штампе последовательного действия для обработки полосового и лен-точного материала, содержащем верхнюю плиту, на которой последователь но установлены по меньшей мере один
0 пуансон для продольного разделения материала и один пуансон для поперечной резки и гибки, рабочий торец которого расположен ниже рабочего торца пуансона для продольного разделения, и нижнюю плиту, на которой установлены матрица для продольного разделения, матрица для поперечной резки,, матрица для гибки, выталкиватель, расположенный между матрицами
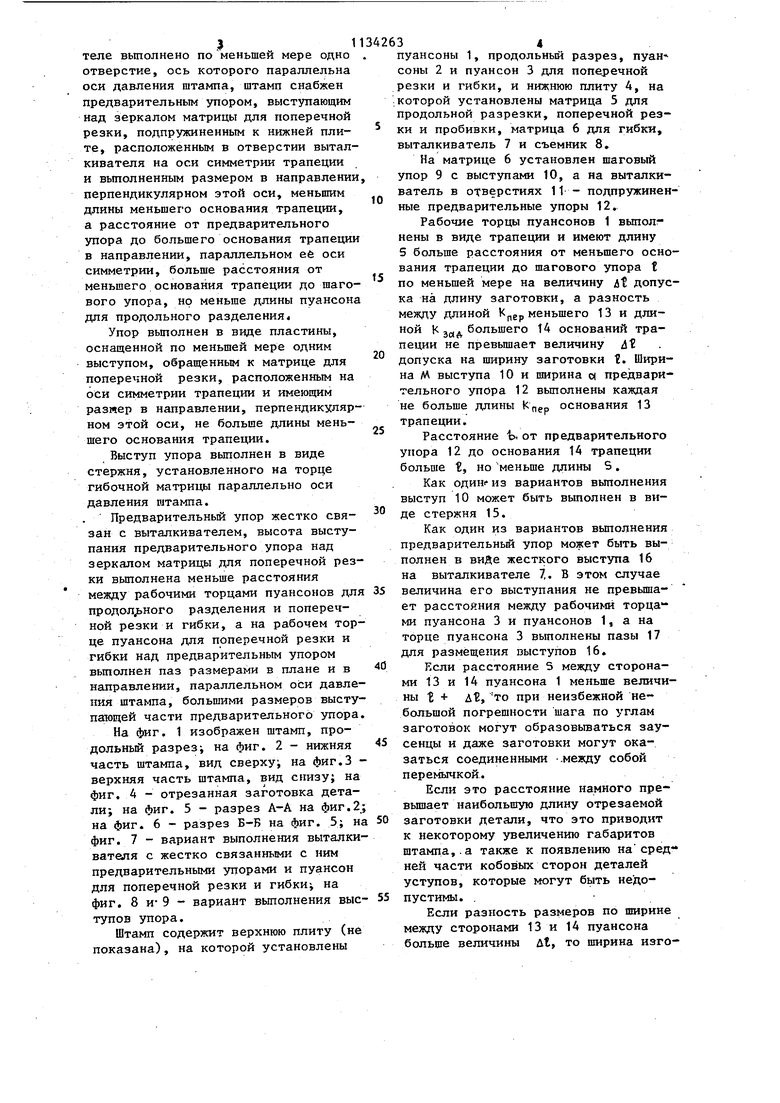
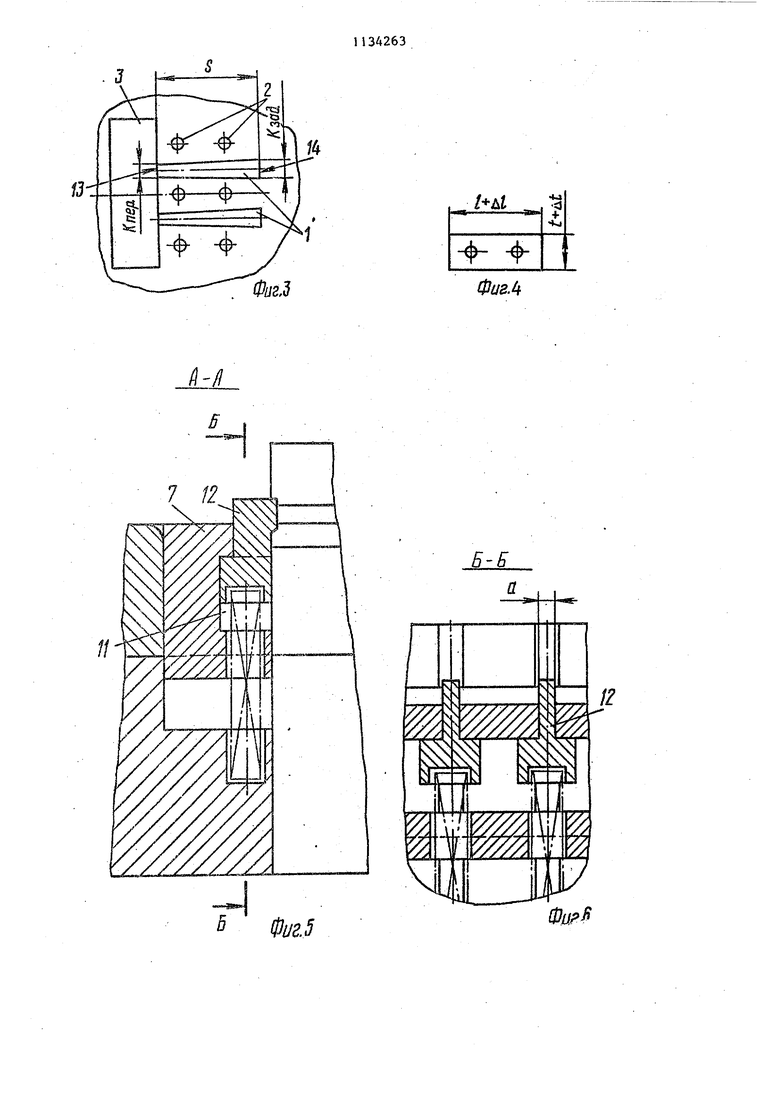
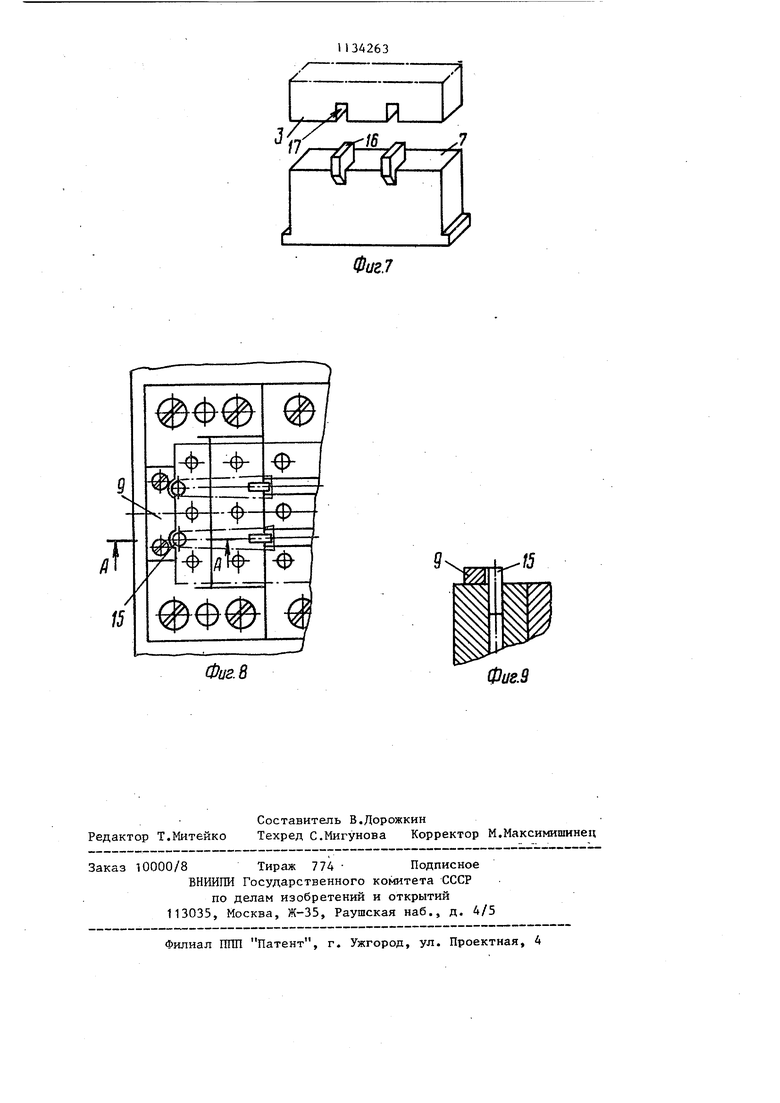
0 для поперечной резки и гибки, и средство для ограничения перемещения , материала на шаг, вьтолненное в виде упора,, упор установлен на торце гибочной матрицы, пуансон для продоль, ного разделения установлен в непосредственном контакте с пуансоном для поперечной резки и гибки, рабочий торец пуансона для продольного разделения выполнен в виде равнобедренной трапеции, меньшее основание которой расположено в одной плоскости с режущей кромкой пуансона для попе-г речной резки и гибки, . в выталкивателе вьтолнено по меньшей мере одно отверстие, ось которого параллельна оси давления штампа, штамп снабжен предварительным упором, выступающим над зеркалом матрицы для поперечной резки, подпружиненным к нижней плите, расположенным в отверстии выталкивателя на оси симметрии трапеции и вьтолненным размером в направлении перпендикулярном этой оси, меньшим длины меньшего основания трапеции, а расстояние от предварительного упора до большего основания трапеции в направлении, параллельном её оси симметрии, больше расстояния от меньшего основания трапеции до шагового упора, но меньше длины пуансона дпя продольного разделения. Упор вьтолнен в виде пластины, оснащенной по меньшей мере одним выступом, обращенным к матрице для поперечной резки, расположенным на оси симметрии трапеции и имеющим размер в направлении, перпендикуляр ном этой оси, не больще длины меньшего основания трапеции. Выступ упора выполнен в виде стержня, установленного на торце гибочной матрицы параллельно оси давления штампа. . Предварительный упор жестко связан с выталкивателем, высота выступания предварительного упора над зеркалом матрицы для поперечной рез ки вьшолнена меньше расстояния между рабочими торцами пуансонов дл пpoдoл нoгo разделения и поперечной резки и гибки, а на рабочем тор це пуансона для поперечной резки и гибки над предварительным упором вьтолнен паз размерами в плане и в направлении, параллельном оси давле ния штампа, большими размеров высту пающей части предварительного упора На фиг. 1 изображен штамп, продольньй разрезу на фиг. 2 - нижняя часть штампа, вид сверху; на фиг.З верхняя часть штампа, вид снизу; на фиг. 4 - отрезанная заготовка детали; на фиг. 5 - разрез А-А на фиг.2 на фиг. 6 - разрез Б-Б на фиг. 5; н фиг. 7 - вариант выполнения выталки вателя с жестко связанными с ним предварительными упорами и пуансон для поперечной резки и гибки на фиг. 8 и- 9 - вариант вьшолнения вые тупов упора. Штамп содержит верхнюю плиту (не показана), на которой установлены пуансоны 1, продольный разрез, пуан соны 2 и пуансон 3 для поперечной резки и гибки, и нижнюю плиту 4, на которой установлены матрица 5 для продольной разрезки, поперечной резки и пробивки, матрица 6 для гибки, выталкиватель 7 и съемник 8. На матрице 6 установлен шаговый упор 9 с выступами 10, а на выталкиватель в отверстиях 11 - подпружиненные предварительные упоры 12. Рабочие торцы пуансонов 1 выполг нены в виде трапеции и имеют длину 5 больше расстояния от меньшего основания трапеции до шагового упора t по меньшей мере на величину it допуска на длину заготовки, а разность между длиной Kj,gp меньшего 13 и длиной К зад большего 14 оснований трапеции не превьш1ает величину 4 допуска на ширину заготовки Е. Ширина М выступа 10 и ширина а предварительного упора 12 выполнены каждая основания 13 не больше длины К трапеции. Расстояние Ъ. от предварительного упора 12 до основания 14 трапеции больше , но меньше длины S. Как ОДИН из вариантов выполнения выступ 10 может быть выполнен в виде стержня 15. Как один из вариантов выполнения предварительный упор может быть выполнен в виде жесткого выступа 16 на выталкивателе 7. В этом случае величина его выступания не превышает расстояния между рабочими торцами пуансона 3 и пуансонов 1, а на торце пуансона 3 выполнены пазы 17 для размещения выступов 16. Если расстояние 5 между сторонами 13 и 14 пуансона 1 меньше величины t + At, то при неизбежной небольшой погрешности шага по углам заготовок могут образовьгоаться заусенцы и даже заготовки могут оказаться соединенными .между собой пepe iычкoй. Если это расстояние намного превышает наибольшую длину отрезаемой заготовки детали, что это приводит к некоторому увеличению габаритов штампа,, а также к появлению насред- ней части кобовых сторон деталей уступов, которые могут быть недопустимы. . Если разность размеров по ширине между сторонами 13 и 14 пуансона больще величины Д1, то ширина изго5
товленной детали может не уложить 5лв поле допуска на ее изготовление.
Если эта разность приближается к нулю, то по углам детали могут образовываться заусенцы из-за возможных даже незначительных боковых смещени при фиксации прорезанной полосы на .позиции отрезки и гибки детали,
пыступы 10 служат для более точной центрации подаваемой полосы 18.
Выполнения условия 5 Ъ . С . исключает возможность попадания участков непрорезанной полосы 18 на позицию отрезки и гибки деталей, предотвращая возможную поломку штампа.
Предварительные упоры 12 предотвращают попадание непрорезанной полосы 18 на позицию отрезки и гибк
Выбор высоты выступа 16 из выталкивателя 7 обусловлен тем, что при наладке (настройке) пресса на величину рабочего хода штампа (без обрабатьшаемого материала) нижний торец пуансона 3 взаимодействует с торцом выталкивателя 7, а нижний торец пуансона 1 при этом не должен соприкасаться с частью верхнего тор ца предварительного упора 12,
Если высота выступа 16 больше указанной величины, то при наладке штампа происходит ударное воздействие нижнего рабочего торца пуансона 1 на торец предварительного упора. 12, что может привести к поломке пуансона 1 и предварительного упора 12,
Штамп работает следующим образом
Полоса 18 продвигается под съемником § по зеркалу матрицы 5 до по ложения, когда ее передний торец перейдет сторону 14 пуансона 1 примерно на 1-2 мм. Затем при рабочем ходе штампа пуансоны 1 вьцзезают в
636
полосе 18 соответствующие частичные прорези. Штамп раскрывается, и полоса продвигается до предварительных упоров 12 и при втором рабочем ходе штампа пуансоны 1 прорезают полосу 18 на заданную длину, пуансоны 2 пробивают отверстия, а пуансон 3 отрезает неровный передний край полосы. Снова штамп раскрьшается, и
полоса 18, передний участок которой разделен пуа нсонами 1 на равные по ширине части, продвигается до шагового упора 9 на величину €. При этом в прорези полосы входят выступы
10, которые обеспечивают точную фиксацию полосы 18 вдоль ее оси. Теперь во время рабочего хода, штампа пуансон 3 вначале отрезает от полосы заготовки деталей, затем производит гибку деталей, а выталкиватель 7 под действием на него пуансона 3. При этом пуансоны 1 осза ествляют последующее разделение полосы 18 на равные по ширине части, а пуансоны 2 снова пробивают в полосе 18 отверстия. При раскрытии штампа го(товые детали с помощью выталкивателя 7 выталкиваются и удаляются из рабочей зоны штампа, например, сжатым воздухом..
Предварительные упоры 12 не метают работе пуансона 3, так как при вьшолнении подвижными они отжимаются вниз, а при выполнении жесткими размещаются в пазах 17.
Внедрение изобретения позволит повысить качество деталей за счет исключения заусенцев и.улучшения центрации полосы, уменьшить габариты штампа за счет вьтолнения пуансонов продольного разделения и поперечной отрезки в виде единого блока и повысить надежность работы штампа за счет исключения попадания непрорезанной полосы на рабочую позицию.
/ё9 W 7 5 1г
/
-2
8
«3
Фиг.1
18
hLi
м
ФигА
Б-Б
ФцрЯ
Фиг. 8
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мешерин В.Т | |||
| Шистовая штамповка | |||
| Атлас | |||
| М., Машиностроение, 1975, с | |||
| Паровозный золотник (байпас) | 1921 |
|
SU153A1 |
| рис | |||
| Подставка для настольных электрических ламп | 1923 |
|
SU489A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Волосатов В.А | |||
| Безотходная и малоотходная штамповка листовых деталей. | |||
| Л.-М., Машиностроение, 1961, с | |||
| Способ применения резонанс конденсатора, подключенного известным уже образом параллельно к обмотке трансформатора, дающего напряжение на анод генераторных ламп | 1922 |
|
SU129A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
