Изобретение относится к холодной обработке металлов давлением и может быть использовано при последовательной штамповке заготовок из полосовог и ленточного материала. Известен штамп для холодной листо вой штамповки,содержащий пуансон,шаг вый нож с параллельными режущими кро ками, матрицу и шаговый упор 1. Недостатком этого штампа является то, что на боковых кромках получаемых деталей образуются заусенцы, что ухудшает качество деталей. Известен штамп последовательного действия,содержащий пуансон,матрицу, шаговый упор и по меньшей мере одиншаговый нож, выполненный не менее чем с .одним выступом с режущими кромками одна из которых является продолжением режущей кромки шагового ножа 21 . На этом штампе детали получаются без заусенцев, однако недостатком штампа является то, что.у полученных деталей стороны непараллельны направлению подачи материала. Известен штамп последовательного действия, содержащий пуансоны и по меньшей мере один шаговый упор и ЮДИН шаговый нож, выполненный по меньшей мере с одним выступом с режущими кромками, одна из которых является продолжением режущей кромки шагового ножа. Баступ шагового ножа размещен со стороны подачи материгша, и его режущая кромка, являющаяся продолжением режущей кромки шагового ножа, параллельна направлению подачи материала. На нижней плите йтампа у.становлеиа матрица с окном для прохода шагового ножа и пазом для прохода выступа 3. Выполнение в матрице паза для прохода выступа, коитур которого совпадает с контуром.- выступа, введен к увеличению трудоемкости изготовления штс1мпа, а в момент вырубки деталей из материала режущие.кромки и выступц на maroKix ножах, а также кромка паза для прохода выступа находятся в нагруженном состоянии по всему контуру, что приводит к быстрому износу штампа,, т.е. снижению его стойкости. Кроме того,расположение . тупа со стороны подачи материгша приводит к быстрому износу его режущей кромки и вследствие этого к снижению точности шага подачи. Цель изобретения - снижение трудоемкости изготовления штампа, повышение его стойкости и повышение точноети шага подачи.
Поставленная цель достигается тем, что выступ выполнен на шаговом ноже .со стороны, противоположной подаче .материала, и в шаговом упоре выполнен , паз, соответствующий выступу.
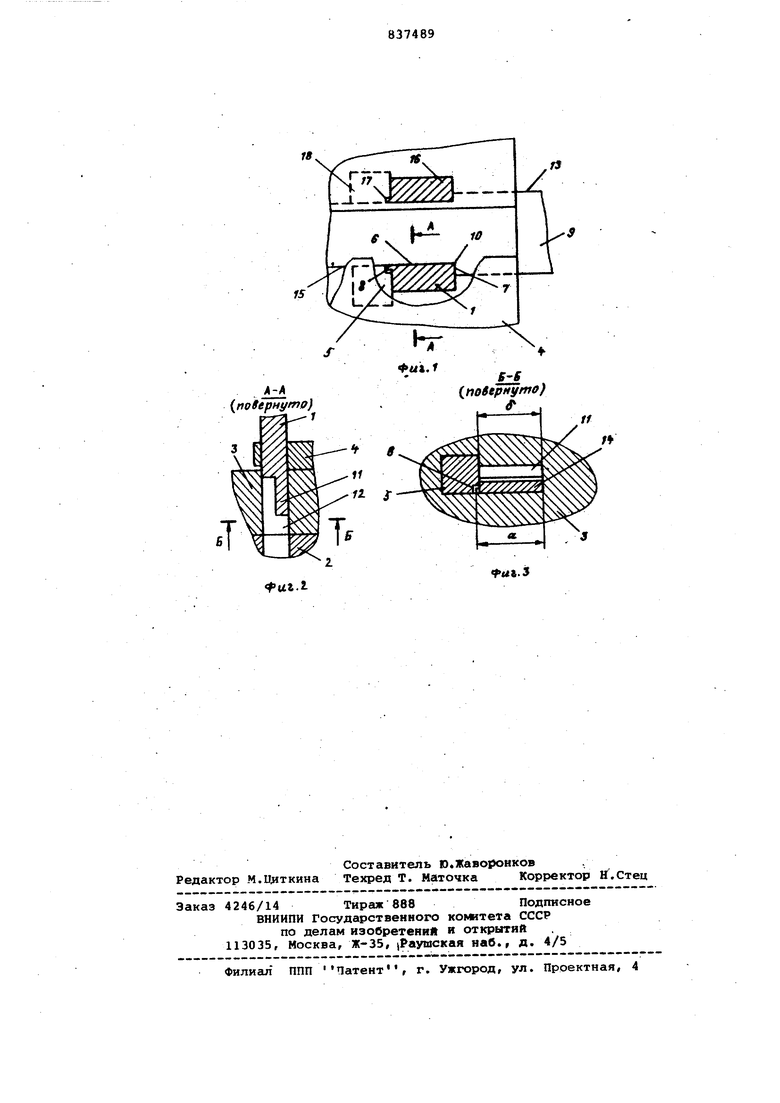
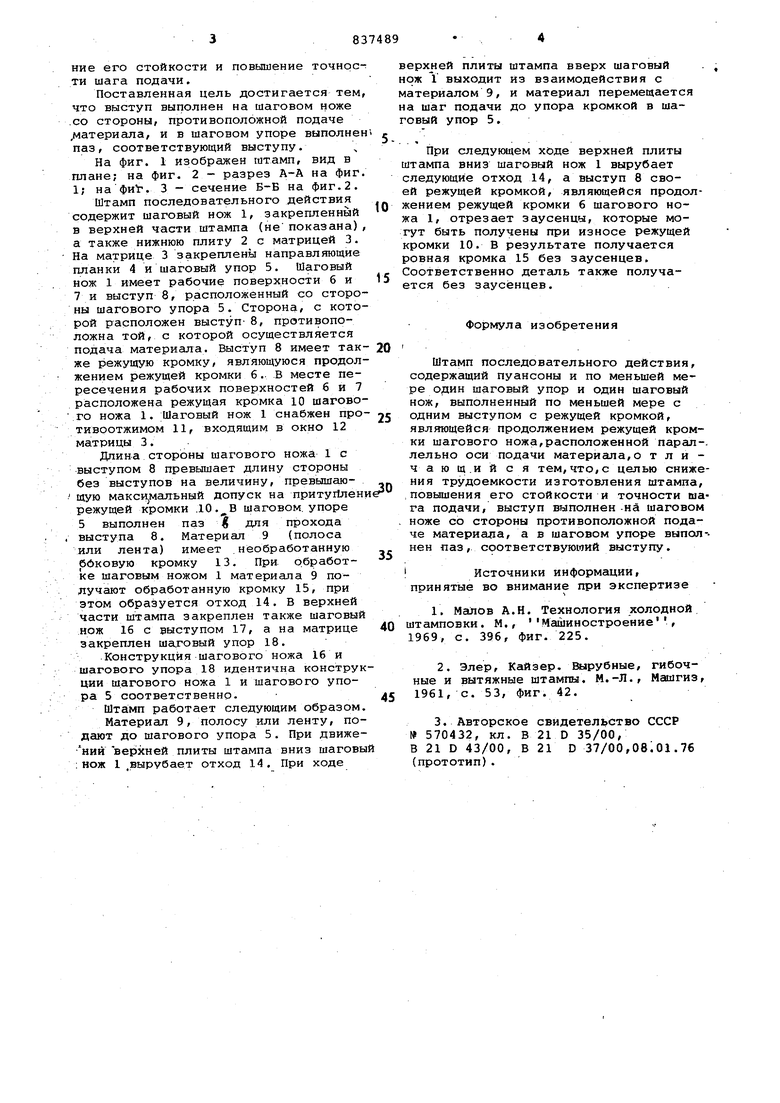
На фиг. 1 изображен штамп, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2. Штамп последовательного действия содержит шаговый нож 1, закрепленный в верхней части штампа (непоказана), а также нижнюю плиту 2 с матрицей 3. На матрице 3 закреплены направляющие планки 4 и шаговый упор 5. Шаговый нож 1 имеет рабочие поверхности б и 15 7 и выступ 8, расположенный со стороны шагового упора 5. Сторона, с которой расположен выступ- 8, противоположна той, с которой осуществляется подача материала. Выступ 8 имеет так- 20 же режущую кромку, являющуюся продолжением режущей кромки 6. В месте пересечения рабочих поверхностей 6 и 7 расположена режущая кромка 10 шагового ножа 1. Шаговый нож 1 снабжен про- je тивоотжимом 11, входящим в окно 12 матрицы 3.
Длина стороны шагового ножа 1 с выступом 8 превышает длину стороны без выступов на величину, превышаю- щую макси мальный допуск на притуйлени режущей кромки .Ю.В шаговом, упоре 5 выполнен паз | для прохода выступа 8. Материал 9 (полоса или лента) имеет ,необработанную ббковую кромку 13. При обработ- ке шаговым ножом 1 материала 9 получают обработанную кромку 15, при этом образуется отход 14. В верхней части штампа закреплен также шаговый нож 16 с выступом 17, а на матрице 40 закреплен ша.говый упор 18.
Конструкция шагового ножа 16 и шагового упора 18 идентична конструкции шагового ножа 1 и шагового упора 5 соответственно. 45 Штамп работает следующим образом. Материал 9, полосу или ленту, подают до шагового упора 5. При движений верхней плиты штампа вниз шаговый ;нож 1 ,вырубает отход 14. При ходе
верхней плиты штампа вверх шаговый нож 1 выходит из взаимодействия с материалом 9, и материал перемещается на шаг подачи до упора кромкой в шаговый упор 5,
При следукадем ходе верхней плиты штампа вниз шаговый нож 1 вырубает следующие отход 14, а выступ 8 своей режущей кромкой, являющейся продолжением режущей кромки 6 шагового ножа 1, отрезает заусенцы, которые могут быть получены при износе режущей кромки 10. В результате получается ровная кромка 15 без заусенцев. Соответственно деташь также получается без заусенцев.
Формула изобретения
Штамп последовательного действия, содержащий пуансоны и по меньшей мере один шаговый упор и один шаговый нож, выполненный по меньшей мере с одним выступом с режущей кромкой, являющейся продолжением режущей кромки шагового ножа,расположенной параллельно оси подачи материала,о т л и чающ.ийся тем,что,с целью снижения трудоемкости изготовления штампа, повышения его стойкости и точности шага подачи, выступ выполнен -на шаговом ноже со стороны противоположной подаче материала, а в шаговом упоре выполиен паз, соответствуюиий выступу.
I Источники информации, принятые во внимание при экспертизе
1. Малов А.Н. Технология холодной штамповки. М., Машиностроение, 1969, с. 396, фиг. 225.
2.Элер, Кайзер. Вырубные, гибочные и вытяжные штампы. М.-Л., Машгиз, 1961, с. 53, фиг. 42.
3.Авторское свидетельство СССР 570432, кл. В 21 D 35/00,
В 21 D 43/00, В 21 D 37/00,08.01.76
(прототип).
T.
ut.i
rs
SB
(повернуmo)
r
ti
. i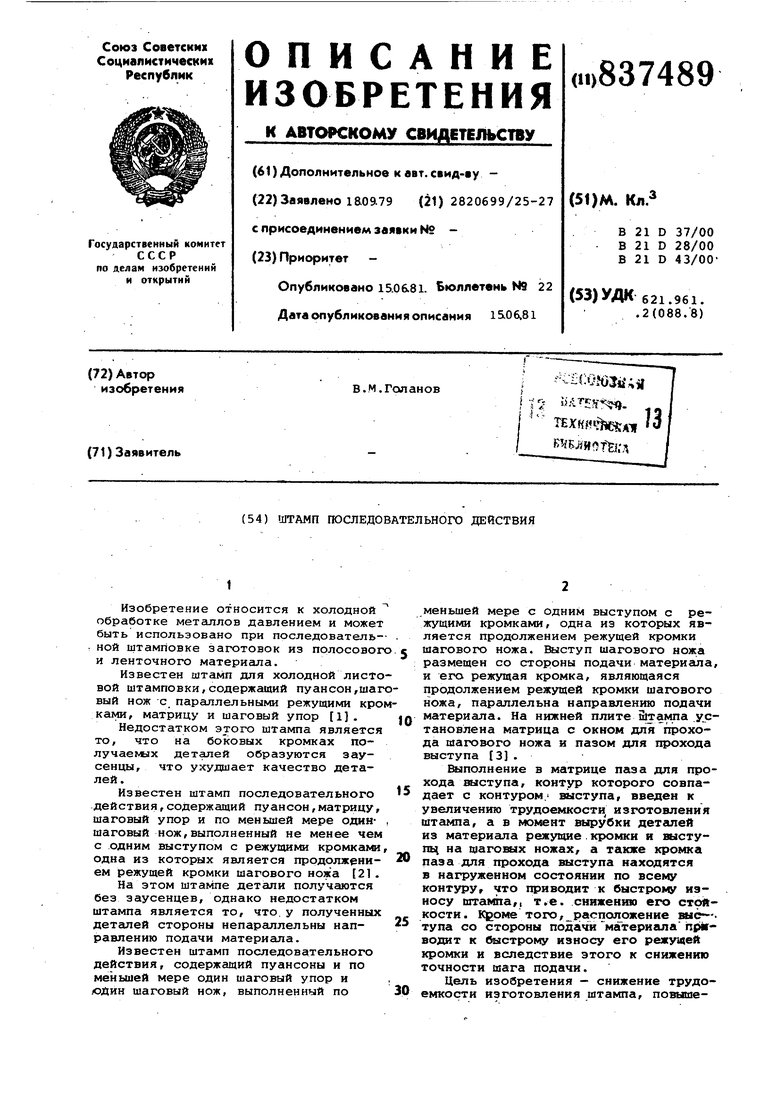
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1978 |
|
SU780934A2 |
| Штамп последовательного действия | 1983 |
|
SU1133002A2 |
| Устройство для параллельной штамповки деталей из листового материала | 1979 |
|
SU1118457A1 |
| Штамп для отрезки заготовок от полосы | 1982 |
|
SU1031584A1 |
| Способ параллельной штамповки деталей из листового материала и штамп для его осуществления | 1974 |
|
SU1129002A1 |
| Штамп последовательного действия для получения заготовок петель из полосы | 1991 |
|
SU1819711A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ С ОБЖИМКОЙ | 2008 |
|
RU2409444C2 |
| Штамп для обработки кромки полосового материала | 1990 |
|
SU1801676A1 |
| Штамп для обработки полосового материала | 1978 |
|
SU721181A1 |
| Штамп последовательного действия | 1976 |
|
SU604609A2 |