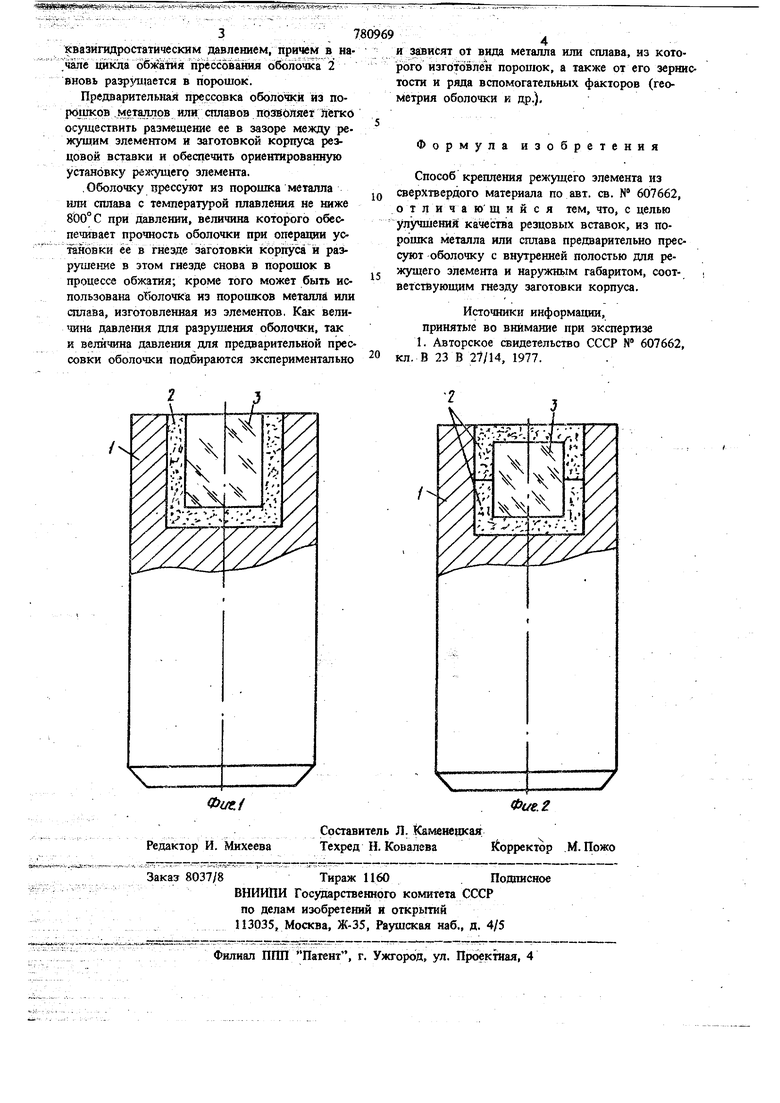
Изобретение относнт.ся к металлообработке и может быть использовано для изготовления универсальных резцовых вставок. По основному авт. св. N 607662 известен способ крепления режущего элемента из сверхтвердого материала в гнезде заготовки стально го корпуса путем обжатия зтого корпуса до пластического течения, причем, с целью обеспечения прочности сверхтвердого материала при обжатии, режущий злемент окружают порошко металла или сплава, а обжатие осуществляют квазигидростатическим давлением, увеличивая его до тех пор, пока не произойдет компактир вание порощка в зазоре между режущим элементом и заготовкой корпуса. В качестве порошка применяют металлы или сплавы, температура плавления которых не ниже 800° С, а процесс обжатия осуществляют при давлении 10-60 кбар 1, Однако хаотичная установка режущего элемента снижает качество резцовых вставок. Неравномерность зазора между режущим элементом и корпусом заготовки также снижает качество крепления режущего элемента в корпусе. Цепь изобретения - улучшение качества резцовых вставок. Поставленная цель достигается тем, что в способе крепления режущего элемента из порошка металла или сплава предварительно прессуют оболочку с внутренней полостью для режущего элемента и наружным габаритом, соответствующим гнезду заготовки корпуса. На фиг. 1 изображено устройство для осуществления способа, с цельной оболочкой; на фиг. 2 - то же, с оболочкой, состоящей из злементов. Резцовая вставка содержит заготовку корпуса 1, в гнезде которого расположена оболочка 2из прессованного порощка. Во внутренней полости оболочки 2 размещен режущий злемент 3из сверхтвердого материала. Способ заключается в следующем. Предварительно npeccjnoT оболочку 2 из порошка металла Щлн сплава. Устанавливают прессованную оболочку 2 в корпусе 1.Затем размещают режущий элемент 3 во внутренней полости оболочки 2. Крепление режущего элемента 3 в корпусе 1 осуществляют при обжатии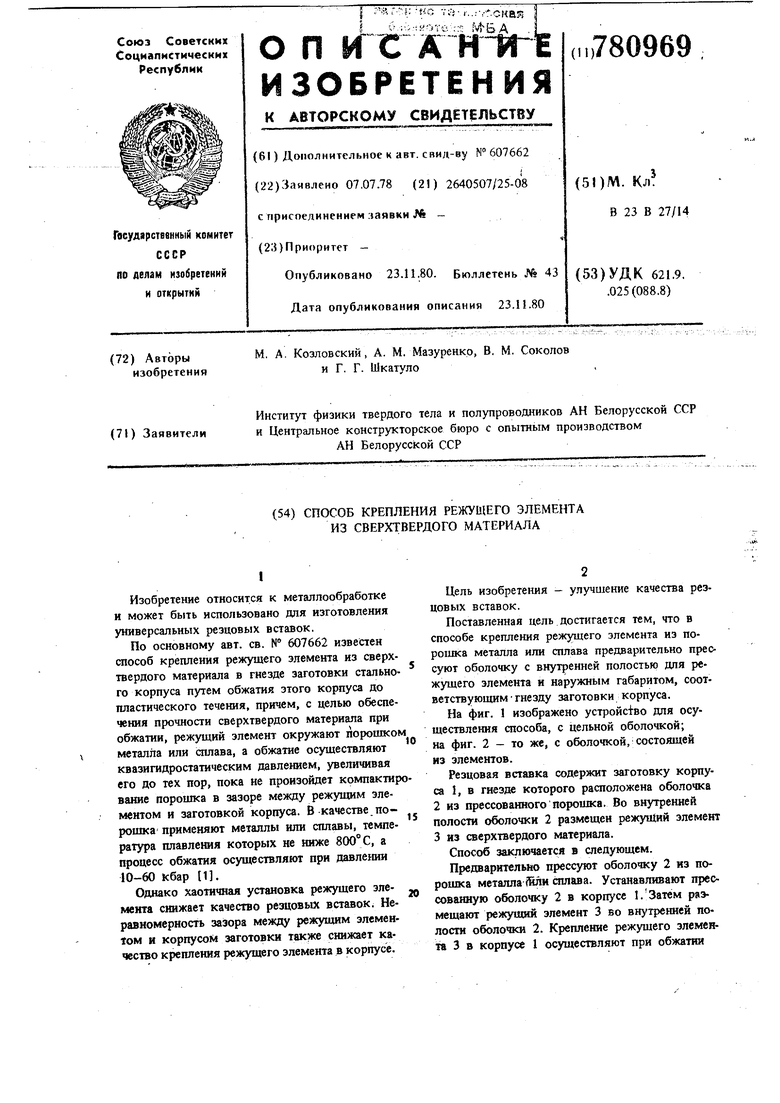
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ крепления режущего элемента из сверхтвердого материала | 1976 |
|
SU607662A1 |
| Способ крепления режущего элемента из сверхтвердого материала | 1981 |
|
SU1007840A2 |
| Способ крепления зерна сверхтвердогоМАТЕРиАлА | 1979 |
|
SU795732A1 |
| Способ получения блоков высокопрочного материала | 1973 |
|
SU595255A1 |
| Слоистое изделие для режущегоиНСТРуМЕНТА | 1979 |
|
SU814987A1 |
| Способ изготовления режущего инструмента | 1979 |
|
SU869968A1 |
| Способ восстановления профиля зубьев зубчатых колес | 1977 |
|
SU670365A1 |
| Способ изготовления составного режущего инструмента | 1978 |
|
SU697221A1 |
| Способ получения сверхтвердого материала | 1971 |
|
SU729122A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ЭЛЕМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2004 |
|
RU2309816C2 |
