Изобретение относится к области электроискровой обработки металлов, в частности к электроискровой заточке и шлифовке режущих инструментов.
В основном авт. св. №70010 описан способ обработки металлов, основанный на явлении переноса металла с электрода-изделия на электрод-инструмент при искровом разряде между электродами. Электрическая схема таких установок включает регулируемое сопротивление, падение напряжения на котором используется для регулировки установки.
По предлагаемому способу при исключенном из схемы балластном сопротивлении для управления установкой используется сопротивление искрового промежутка.
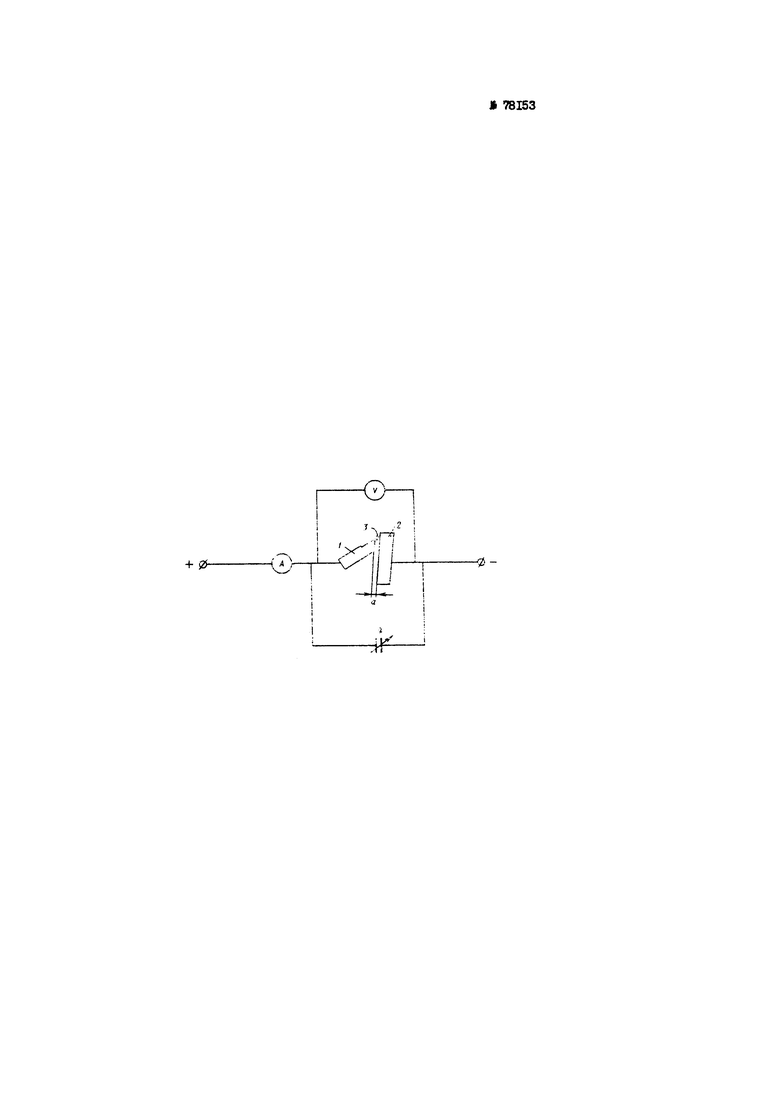
На чертеже изображена принципиальная схема электроискровой установки для заточки и шлифовки по предлагаемому способу.
Искровой промежуток между электродом-деталью 1 и электродом-инструментом 2 заполняется жидкой средой 3. Путем изменения расстояния между электродами меняется величина промежутка а, и таким способом осуществляется управление следящей системой. При обдирке деталей применяется сила тока в 300 а, напряжение 30-40 в и емкость 4 около 600 мкф. При окончательной шлифовке силу тока снижает до 5-10 а, напряжение до 20 в, а емкость до 10-20 мкф и одновременно увеличивают окружную скорость инструмента с 12-15 до 25-30 м/сек.
Качество получаемой при заточке поверхности определяется 8-9 классом чистоты поверхностей.
Способ регулирования интенсивности электроискровой обработки по авт. св. №70010 в схемах без дополнительного балластного сопротивления, отличающийся тем, что, с целью повышения к.п.д. следящей системы, для управления следящей системой используется сопротивление искрового промежутка.
